
Проблема в следующем: станок Кингкат Х12, управляющая Вектор Софт. Станок конца 2007 года, работал максимум полгода, во время обработки деталей происходит остановка по Х, и когда по У доходит до конечной точки, фреза поднимается, переходит на следующий вектор, но по Х происходит смещение от 15 до 30 см. программа спокойно доробатывает, но уже со смещением по оси Х. Выходит в нулевую точку, и она тоже смещена на такое же расстояние. Решить проблему не удается никакими способами. По совету Вадима(3D-BIG) заменил провода от Драйвера к движку, перебрал ШВП, не помогло.. Смещение происходит как при нагрузке, так и без нагрузки, всегда только по Х и на векторах. На холостых перемещениях Х ни разу не уходил. Также заметил, что этот сбой происходит только на длинных радиусных векторах от 500 до 1000 мм. на коротких (50-100) сбоя нет. Установлен стабилизатор, проблем с электричеством быть не должно. Программу создаю так: эскиз делаю в Корале, закрытые вектора из моно-линий. экспорт, DFX AutoCAD. В Арткаме открываю этот файл, создаю управляющую программу 2D - обработка по вектору. Также в Арткаме изменяю порядок обработки (в каком порядке будут обрабатываться вектора) и изменяю начальную точку обработки (обычно ставлю нач. точку слева на векторе), сохраняю получившееся Мач3 формат CNC. Открываю в ВекторСофте и отправляю на постпроцессор станка. Смещение происходит не постоянно - программа может отработать 3 раза нормально, а на 4 сместить. Проблема плавающая - то возникнет, то пропадет. Поэтому от стонка нельзя ни на секунду отойти, дабы он куда- нибудь не въехал.
Если кто-то сталкивался с подобным, подскажите, чем можете). Специально написал детально как создаю программу, возможно что-то делаю не так. Незадолго до возникновения проблемы устанавил Арткам 8 и Корал 15, не помню точно, какой формат надо выставить при сохранении в Арткаме. Может, надо использ. что-то другое, не Мач 3?

Сообщений в теме: 286
#22
 OFFLINE
OFFLINE
ипполит
-
- Пользователи
-

- 4 сообщений
Абитуриент
-
Из:киев
Отправлено 22 Сентябрь 2012 - 20:32
Прошу помощи. При вырезе квадрата с размером 100 мм по контору фреза вырезает: если фреза по наружному контору – 100,2 мм, если по внутренему 99,5.
Станок откалиброван при перемещении по линейки на 400 мм вроде становится в риску. Люфт в паре винт гайка незначительный в пределах 0,05. Аркам вроде тоже не врет. В чем проблема?
Проблема в механике или правильной калибровке. Не могу понять.
Станок откалиброван при перемещении по линейки на 400 мм вроде становится в риску. Люфт в паре винт гайка незначительный в пределах 0,05. Аркам вроде тоже не врет. В чем проблема?
Проблема в механике или правильной калибровке. Не могу понять.
#23
OFFLINE
DEDAlex
-

- Cтарожил
-
- 3 574 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Северодонецк/Москва
- Интересы:Любознательный дилетант широкого профиля
-
Из:Украина/Московия
Отправлено 22 Сентябрь 2012 - 20:44
Фреза какого диаметра? Паз сам меряли? Она номинал свой режет?
ДАВНО ЖИВУ-ПРИВЫК УЖЕ...
Самый хороший учитель в жизни — опыт. Берет, правда, дорого, но объясняет доходчиво.
Ничто так не украшает человека, как дружба с собственной головой.
Работать надо не 12 часов, а головой. © Стив Джобс
Только тогда, когда ваши мечты будут сильнее ваших страхов — они начнут сбываться.
Любая достаточно развитая технология неотличима от волшебства (с) Артур Кларк
Самый хороший учитель в жизни — опыт. Берет, правда, дорого, но объясняет доходчиво.
Ничто так не украшает человека, как дружба с собственной головой.
Работать надо не 12 часов, а головой. © Стив Джобс
Только тогда, когда ваши мечты будут сильнее ваших страхов — они начнут сбываться.
Любая достаточно развитая технология неотличима от волшебства (с) Артур Кларк
#24
OFFLINE
ипполит
-
- Пользователи
-
- 4 сообщений
Абитуриент
-
Из:киев
Отправлено 22 Сентябрь 2012 - 21:36
Фреза 6 мм. Паз не мерял, думаете бъет фреза.Фрезу замерял, штангель показал ровно 6 ммФреза какого диаметра? Паз сам меряли? Она номинал свой режет?
#25
OFFLINE
DEDAlex
-
- Cтарожил
-
- 3 574 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Северодонецк/Москва
- Интересы:Любознательный дилетант широкого профиля
-
Из:Украина/Московия
Отправлено 22 Сентябрь 2012 - 22:09
Да нет, не оно, раз 6.0. И уводить 6-ку так не может. (а какая длина?) Может и уводит. Проверьте изменением направления обхода контура. (направление вектора поменяйте)
И проверьте все-таки вектор (вектор_преобразования) и диаметр в настройках фрезы.
И проверьте все-таки вектор (вектор_преобразования) и диаметр в настройках фрезы.
ДАВНО ЖИВУ-ПРИВЫК УЖЕ...
Самый хороший учитель в жизни — опыт. Берет, правда, дорого, но объясняет доходчиво.
Ничто так не украшает человека, как дружба с собственной головой.
Работать надо не 12 часов, а головой. © Стив Джобс
Только тогда, когда ваши мечты будут сильнее ваших страхов — они начнут сбываться.
Любая достаточно развитая технология неотличима от волшебства (с) Артур Кларк
Самый хороший учитель в жизни — опыт. Берет, правда, дорого, но объясняет доходчиво.
Ничто так не украшает человека, как дружба с собственной головой.
Работать надо не 12 часов, а головой. © Стив Джобс
Только тогда, когда ваши мечты будут сильнее ваших страхов — они начнут сбываться.
Любая достаточно развитая технология неотличима от волшебства (с) Артур Кларк
#26
OFFLINE
ипполит
-
- Пользователи
-
- 4 сообщений
Абитуриент
-
Из:киев
Отправлено 23 Сентябрь 2012 - 16:53
возможно, ли наблюдать такие погрешности, если шпиндель установлен не перпендикулярно по отношению к столу. также заметил борозды, как будто гуляет фреза по Z, причем на разных концах разная глубина приблизительно менее 1 мм
#27
OFFLINE
Roma
-

- Продвинутый
-
- 1 219 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Воронеж
Отправлено 23 Сентябрь 2012 - 18:26
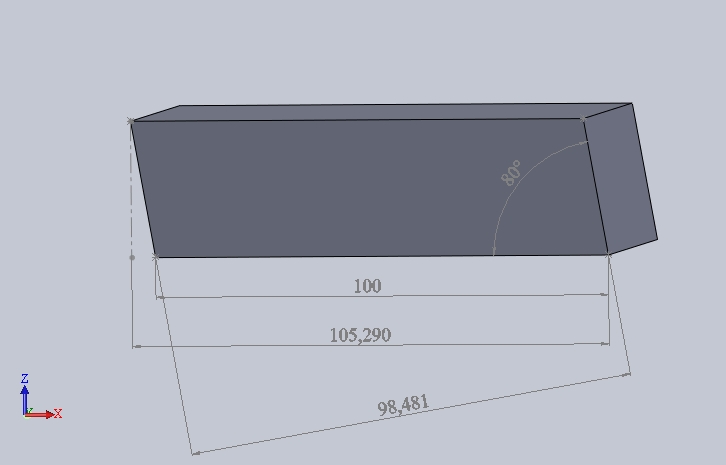
Если фреза не перпендикулярна плоскости XY, то вместо вертикальных стенок, будут наклонные. Тут уж, как штангель приложишь.
3 варианта, упрощённо и преувеличенно, для наглядности…

3 варианта, упрощённо и преувеличенно, для наглядности…
#28
OFFLINE
Yury
-
- Пользователи
-
- 1 сообщений
Абитуриент
-
Из:Sochi
Отправлено 25 Февраль 2013 - 13:54
Подскажите пожалуйста как разобраться с проблемой. Во время работы станка ось Х потихоньку смещается вправо. После трех часов работы станка, нулевая точка по оси Х смещается на ~10мм, относительно нуля при старте. Вырезанные детали получаются под наклоном, в виде параллелограмма, а не прямоугольной формы. Станок китайский CNC3040, По Mach3-3.043.053., Windows XP
#29
OFFLINE
Сергей Валентинович
-
- Пользователи
-
- 9 сообщений
Абитуриент
-
Из:Кашира
Отправлено 02 Март 2013 - 13:24
В процесе резки заготовок в середине работы при возвращении из ноля к новой детали плазменный станок совершает чюдеса.При движении по оси Y происходит остановка на доли секунды небольшое смещение в обратном направлении примерно на 2-3 см и дальше продолжает работу в связи с этим при дальнейшем выполнении происходит смещение по Y + . Програма НС ПОМОГИТЕ.идет брак деталей внутренная резка относительно наружней.
#30
OFFLINE
saneokokokok
-

- Пользователи+
-
- 278 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:Йошкар-Ола
- Интересы:интересно все
-
Из:Йошкар - Олы
Отправлено 02 Март 2013 - 20:04
скорее всего проблема в проводе идущем от драйвера к шаговому двигателю по оси Y.
была такая же проблема с пензенским станком только по оси Y.
после прозвона проводов и их замены все наладилось.
была такая же проблема с пензенским станком только по оси Y.
после прозвона проводов и их замены все наладилось.
Иногда лучше жевать чем говорить 
#31
OFFLINE
Сергей Валентинович
-
- Пользователи
-
- 9 сообщений
Абитуриент
-
Из:Кашира
Отправлено 02 Март 2013 - 22:48
а если с проводами все впорядке но нет заземления станка
#32
OFFLINE
saneokokokok
-
- Пользователи+
-
- 278 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:Йошкар-Ола
- Интересы:интересно все
-
Из:Йошкар - Олы
Отправлено 03 Март 2013 - 16:03
БЫВАЕТ И ТАКОЕ ЧТО ИЗ ЗА ТОГО ЧТО НЕТ ЗАЗЕМЛЕНИЯ, НО ЭТО БЫВАЕТ РЕДКО.
НЕ ЗНАЮ ПО ЧЕМУ ЭТО ПРОИСХОДИТ ИМЕННО ИЗ ЗА ЗАЗЕМЛЕНИЯ.
А ПРОВОДА ПРОВЕРЯЛ?
НЕ ЗНАЮ ПО ЧЕМУ ЭТО ПРОИСХОДИТ ИМЕННО ИЗ ЗА ЗАЗЕМЛЕНИЯ.
А ПРОВОДА ПРОВЕРЯЛ?
Сообщение отредактировал saneokokokok: 03 Март 2013 - 16:04
Иногда лучше жевать чем говорить
#33
OFFLINE
rus08091976
-
- Пользователи
-
- 1 сообщений
Абитуриент
-
Из:Cтарощербиновка
Отправлено 10 Март 2013 - 23:30
Форумчане помогите.! Станок работал нормально 2 недели после сборки пока не начались проблемы .наверника подобные темы поднимались сдесь но мозг уже ничего не соображает  где искать . кратко-провал по z и сдвиг по x -скорость уменьшил на 30%-непомогло .итак 1м.мин.! чтобы. невазникало вопросов -муфты затянуты. капролон смазан. пропусков ШД раньше не наблюдал резал 3 д до 16мм сразу начисто конической крутой фрезой . мач3. bmp2cnc. XP (фсё почти настоящее
где искать . кратко-провал по z и сдвиг по x -скорость уменьшил на 30%-непомогло .итак 1м.мин.! чтобы. невазникало вопросов -муфты затянуты. капролон смазан. пропусков ШД раньше не наблюдал резал 3 д до 16мм сразу начисто конической крутой фрезой . мач3. bmp2cnc. XP (фсё почти настоящее  )ща попробую скинуть фото. Отзовитесь!!!
)ща попробую скинуть фото. Отзовитесь!!! 
где искать . кратко-провал по z и сдвиг по x -скорость уменьшил на 30%-непомогло .итак 1м.мин.! чтобы. невазникало вопросов -муфты затянуты. капролон смазан. пропусков ШД раньше не наблюдал резал 3 д до 16мм сразу начисто конической крутой фрезой . мач3. bmp2cnc. XP (фсё почти настоящее )ща попробую скинуть фото. Отзовитесь!!!
Прикрепленные изображения


#34
OFFLINE
BAHMET70
-

- Пользователи+
-
- 36 сообщений
Студент
- Пол:Мужчина
- Город:Калининград
- Интересы:Ужасно интересно всё то что неизвестно )))))
-
Из:КАЛИНИНГРАД
Отправлено 11 Март 2013 - 03:06
У меня такое было от накопления пыли и стружки в блоке электроники станка.... После продувки и уборки пылесосом , глюк пропадал. Статика от пыли и стружки приводила к этому .
#35
OFFLINE
3D-BiG
-

- Модератор
-
- 14 719 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 11 Март 2013 - 03:28
по Z провала не видно, а большую сдвижку по X - да... Если повторяется она в одноц и той-же области станка, то могут быть проблемы провода до X-ового движка... Это один из вариантов такого поведения...
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#36
OFFLINE
Исмаил
-
- Заблокированные
-
- 6 сообщений
Абитуриент
- Пол:Мужчина
-
Из:ст-ца Нестеровская
Отправлено 13 Апрель 2013 - 00:03
Добрый вечер ! Недавно приобрел станок beaver 9a, в первые взялся за гравировку. поэтому решил взять именно эту модель ! И вот первые проблемы , по оси Х пропускает шаги, в зависимости от сложности векторов .
Вопрос 1 - может ли скачи электроэнергии стать причиной.
2- может ли если компьютер при выполнение УП грузится на все 100% , проверял запустив диспетчер файлов
?????????????.
Вопрос 1 - может ли скачи электроэнергии стать причиной.
2- может ли если компьютер при выполнение УП грузится на все 100% , проверял запустив диспетчер файлов
?????????????.
#37
OFFLINE
selena+
-
- Пользователи
-
- 1 сообщений
Абитуриент
-
Из:Ростов-на-Дону
Отправлено 25 Июль 2013 - 14:06
Приветствую всех участников форума! Срочно нужна помощь!
Станок Beaver 9A (срок эксплуатации - 4-5 лет). Наверное, никем не обслуживался и не смазывался. Работал в принципе без особых проблем!
Было небольшое смещение нуля по оси Z (0.2-0.3 мм) при 3D-резке, используя функцию Advanced Start. Решалось в принципе легко: заглублением нуля. Ну вообщем особых проблем это не доставляло!
Но недавно во время работы появилось самопроизвольное смещение нуля по оси Y. Причем значения уже более значительные: 2-3 мм. Заметил при 2D-резке (последовательная выборка нескольких замкнутых контуров). Так вот в результате несколько таких контуров самопроизвольно уезжали относительно других вверх на 2-3 мм. Об этом указывал и ноль, в который возвращался станок после выполненной работы - смещался на 2-3 мм по оси Y.
При возвращении станка в заданный ноль и выполнении следующей операции (прохождении по контуру выборки более тонкой фрезой) естественно не получается попасть в некоторые контуры!!! Вот такая проблема!
Сам я - не электронщик. Не могу понять: проблема с электроникой или механикой? Подскажите, кто знает! А то работы много, а тут такой нежданчик!
Заранее благодарен!!!
P.S. Компьютер на вирусы проверил. Переустановил заново VIC Engraver Control System.
Использую ArtCAM 2008.
Станок Beaver 9A (срок эксплуатации - 4-5 лет). Наверное, никем не обслуживался и не смазывался. Работал в принципе без особых проблем!
Было небольшое смещение нуля по оси Z (0.2-0.3 мм) при 3D-резке, используя функцию Advanced Start. Решалось в принципе легко: заглублением нуля. Ну вообщем особых проблем это не доставляло!
Но недавно во время работы появилось самопроизвольное смещение нуля по оси Y. Причем значения уже более значительные: 2-3 мм. Заметил при 2D-резке (последовательная выборка нескольких замкнутых контуров). Так вот в результате несколько таких контуров самопроизвольно уезжали относительно других вверх на 2-3 мм. Об этом указывал и ноль, в который возвращался станок после выполненной работы - смещался на 2-3 мм по оси Y.
При возвращении станка в заданный ноль и выполнении следующей операции (прохождении по контуру выборки более тонкой фрезой) естественно не получается попасть в некоторые контуры!!! Вот такая проблема!
Сам я - не электронщик. Не могу понять: проблема с электроникой или механикой? Подскажите, кто знает! А то работы много, а тут такой нежданчик!
Заранее благодарен!!!
P.S. Компьютер на вирусы проверил. Переустановил заново VIC Engraver Control System.
Использую ArtCAM 2008.
#38
OFFLINE
sergeilen000
-
- Пользователи
-
- 2 сообщений
Абитуриент
-
Из:азова
Отправлено 25 Июль 2013 - 20:18
помогите поставил шпиндель с частотником 2.2 киловата взамен фиолента 1.1 киловат(простой фрезер) станок перестал нормально работать .тоисть по Z ресунок поднимает по мере резанья по X постепенно уходит в сторону да и по Y тоже бывают приколы и ещё с неработающим шпинделем рисует привязанный карандаш всё чётко как только запускаю шпиндель начинается рисунок уходить
#39
OFFLINE
3D-BiG
-
- Модератор
-
- 14 719 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 26 Июль 2013 - 21:02
Такие проблемы хорошо описаны на форуме чащи всего возникают из-за заедания механики ( грязь и плохая сборка) и из-за мигающих разрывов в проводах на движки...
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#40
OFFLINE
standart-ra
-
- Пользователи
-
- 4 сообщений
Абитуриент
-
Из:г. Шахты
Отправлено 28 Июль 2013 - 23:15
Добрый вечер.
Помогите начинающему, пожалуйста.
Станок Луганский (сделанный в Каменске-Шахтинском).
После первого запуска уходили ВСЕ оси.
Произвел всевозможную защиту от помех: экранировал все кабели, кроме LPT, экраны заземлил, заземлил корпус станка, портал не заземлял. При экранировании кабелей, через них же (экраны) заземлил шаговые двигатели.
После этих мероприятий ушли почти все проблемы, появилась одна.
Проблема:
Черновая обработка проходит идеально (5 проходов).
При чистовой потихонечку ось Х уходит вправо. Причем равномерно. Получается линия рамки с рельефа, обработанная при черновой обработке и линия при чистовой не совсем (вернее совсем) не параллельны.
Такое впечатление, что при каждом шаге по оси Х идет смещение около 0,02 мм.
Поеду, сделаю фотки - выложу вечером.
Заранее спасибо!!!
Помогите начинающему, пожалуйста.
Станок Луганский (сделанный в Каменске-Шахтинском).
После первого запуска уходили ВСЕ оси.
Произвел всевозможную защиту от помех: экранировал все кабели, кроме LPT, экраны заземлил, заземлил корпус станка, портал не заземлял. При экранировании кабелей, через них же (экраны) заземлил шаговые двигатели.
После этих мероприятий ушли почти все проблемы, появилась одна.
Проблема:
Черновая обработка проходит идеально (5 проходов).
При чистовой потихонечку ось Х уходит вправо. Причем равномерно. Получается линия рамки с рельефа, обработанная при черновой обработке и линия при чистовой не совсем (вернее совсем) не параллельны.
Такое впечатление, что при каждом шаге по оси Х идет смещение около 0,02 мм.
Поеду, сделаю фотки - выложу вечером.
Заранее спасибо!!!
Темы с аналогичным тегами Смещение координат

Количество пользователей, читающих эту тему: 0
0 пользователей, 0 гостей, 0 анонимных

