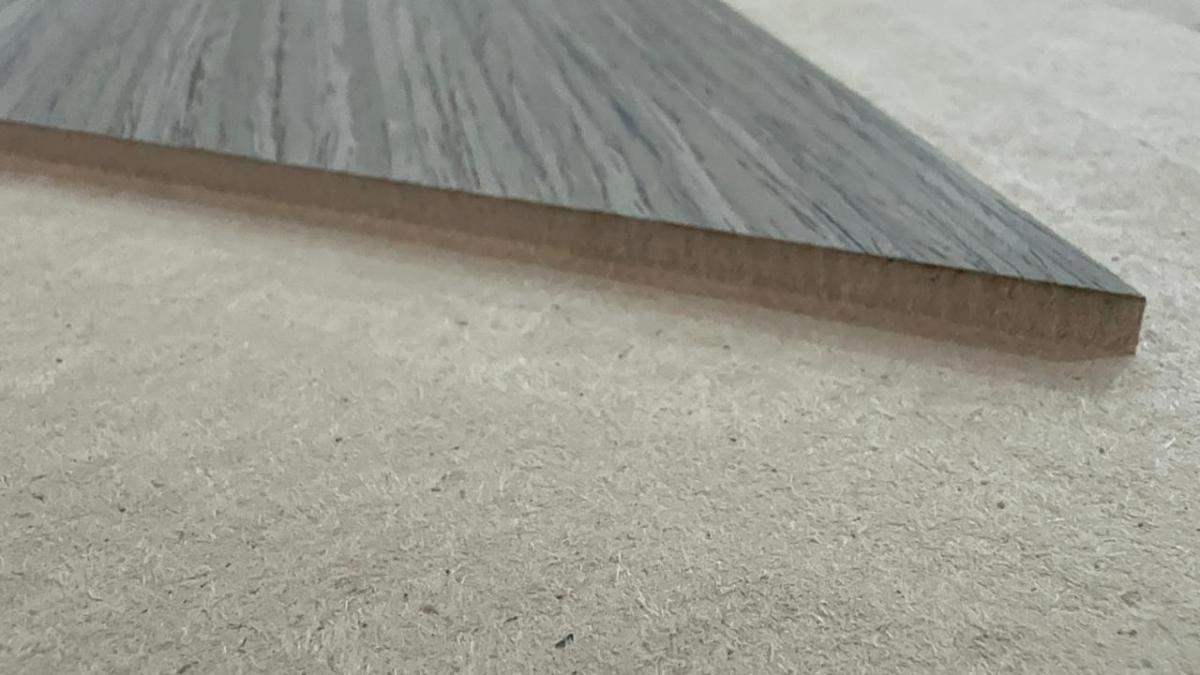
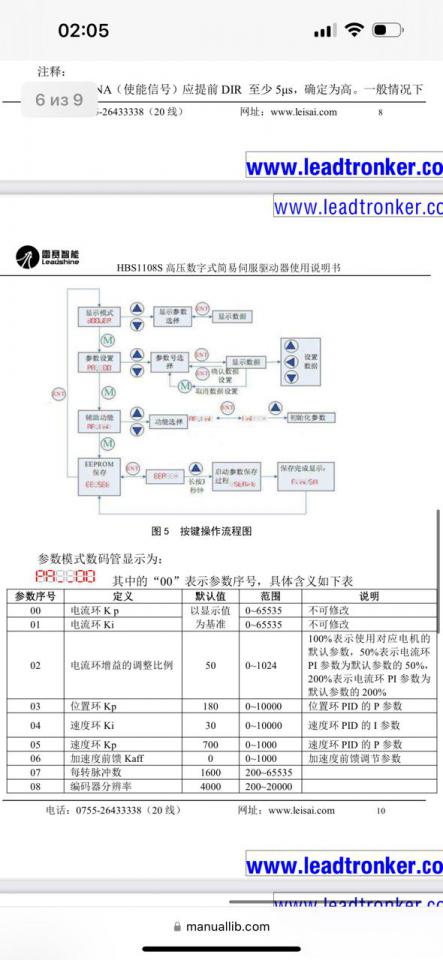
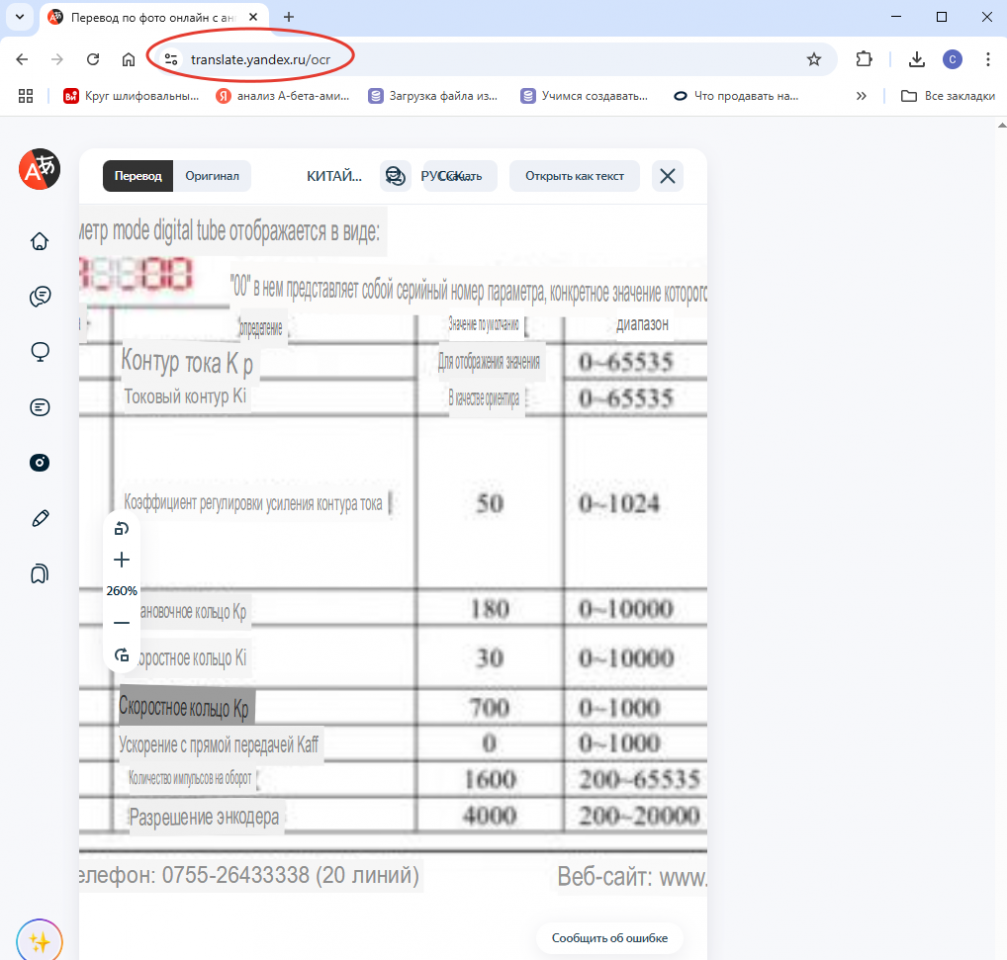
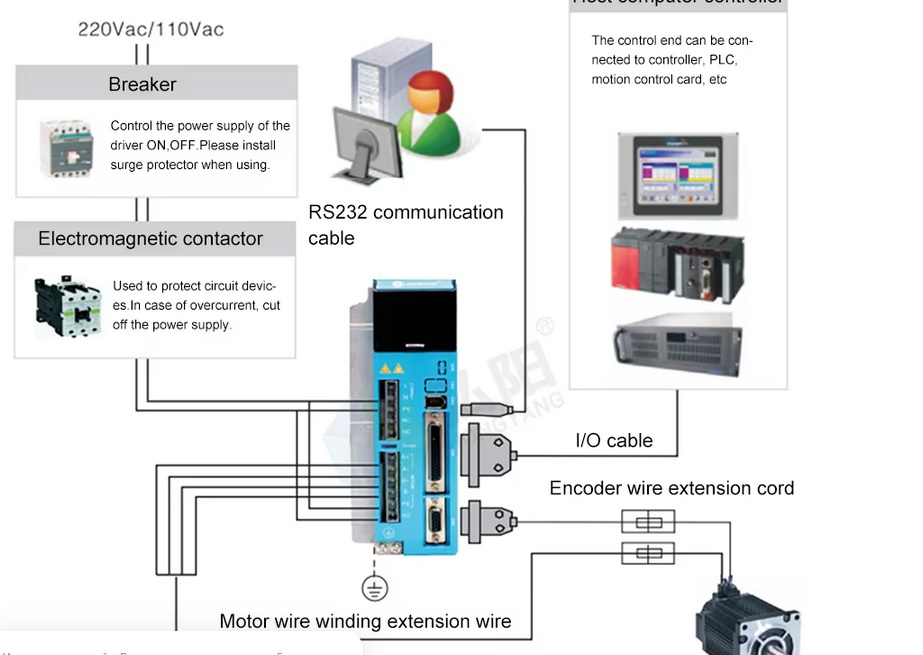
Здравствуйте товарищи. Буду признателен за помощь в следующем вопросе. Станок Raymark TOF-2030R40L, шпиндель с водяным охлаждением 5,5квт, драйвера leadshine HBS1108S, привода Leadshine 86HMS85H-E1, ВВН на 7,5 квт(заготовка лежит уверенно, сдвинуть не получается) станок управляется NCStudio 5.5.60.0, обрабатываю мдф 16мм, после фрезеровки торец имеет следы толи динамической волны, толи биения, местами ровный, фрезы компрессионные, пробовал 4, 6, разных производителей, но все недорогой китай(у соседа по цеху через стенку с этими же фрезами все нормально) подача 4 метра, 1 проход, уменьшение скорости подачи ситуацию не меняет, если добавить проход, по мимо следов появляется ступенька Обороты 18000-20000, если поставить ниже, то идет сильная вибрация и резонанс на голову, прям жуть как звенит верхний кожух. Пробовал покачать голову за шпиндель, и вот если только включить станок и не двигать портал, то стоит мертво(но я шатал без фанатизма), а если произвольно НЦшкой подвигать портал, и после этого пошатать, либо поддавить в одну сторону потом в другую, то привод по X реагирует, появляется еле заметный люфт, привод как будто корректируется, т.е он поддался на усилие с которым я шатнул шпиндель в сторону и вернулся на место. Это не то что бы он двинулся на пол милима и вернулся, но если приложить руку к шестерне, то еле еле ощущается какое то движение, и слышно звук от привода в этот момент. Так же ошибается на размере детали что длина, что ширина, погрешность в пределах мм, не зависит от длины фрезерования по оси, на прямоугольнике 2000х500 милим может быть и на длине и на ширине. Может драйвера не настроены, что бы привода нагрузку держали, либо что еще. Если потребуются какие либо еще данные, дополню. Заранее благодарен!
Прикрепленные изображения
Сообщение отредактировал Admin: 21 Апрель 2025 - 12:05
Перенесено












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}