


Добрый день, уважаемые.
Третий день бьюсь над решением проблемы со станком, решил обратиться сюда, может кто что подскажет.
Станок Exitech 1325 с автоматической сменой инструмента.По Y 2 севодвигателя - Y и C. Система управления Syntec EZ4.
Изначально выдавал ошибку при перемещении по оси Y, скакал по направляющим, и останавливался, выдавая ошибку MOT 023 - Y Axial follow error overtake serious
Кроме того, выскакивала ошибка на драйвере.
Я снял подшипники, почистил, смазал, установил обратно, освободил привода и выровнял портал. После присоединения приводов по Y станок стал снова ездить скачками. Заменил и силовые провода и провода от датчика обратной связи на серваках. Эта ошибка ушла станок стал ездить нормально, быстро, гонял его на 150%, но появилась другая ошибка - при приезде порталана в зону замены инструмента выскакивает ошибка по осям и Y и C и X (см.вложения)
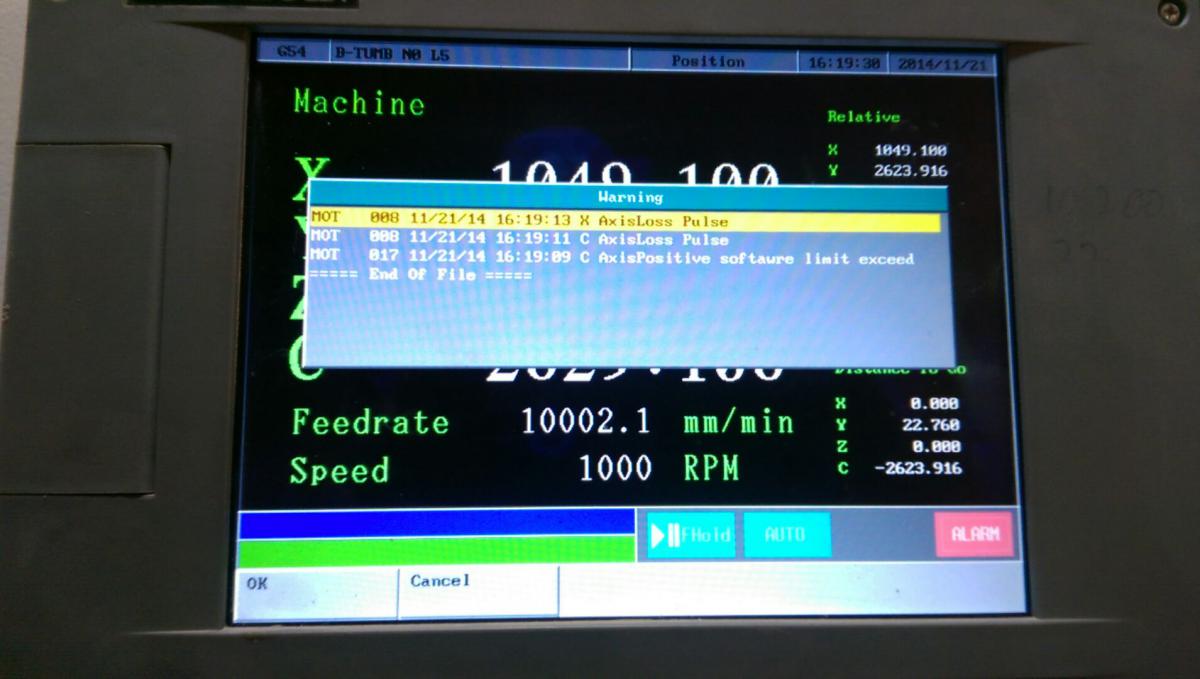

Был момент, что станок при замене инструмента поехал вверх по Z, навернул держатель инструмента, я его тоже заменил. Может ли эта ошибка выскакивать из-за того, что улетели координаты держателя одного инструмента? Шпиндель подъезжает очень точно, заезжает в замену и выскакивает ошибка. Также и при ручном подводе в держатель. Всю головы сломал. Может перепрограммировать место замены именно этого инструмента?
Похожие темы:
Как в syntec восстановить координаты магазина инструментов?
Ошибка по оси Z при отправлении на смену фрезы






