зайти в настройки : [POS] ,стрелка влево,Param.
быстро перейти к нужному параметру -
нажать в параметрах кнопку [F5](Goto Param.) и ввести номер нужного параметра.
G00 -" max.rapid travel feedrate" = параметры 461-466 (отдельно для каждой задействованной оси) ,
время разгона\торможения для G00 =441-446
а в третьем посте время разгона\торможения при обработке
Сообщение отредактировал MiG: 03 Июнь 2014 - 14:11
Спасибо за оперативный ответ, а Джи ноль только для каждой отдельной оси надо менять? И значение там надо уменьшить или увеличить для замедления? Извините за нубские вопросы - станок только привезли, раньше в Мак3 работал, так что в синтеке я рак
Интересы:Очень люблю жить.Очень не люблю когда мне мешают этим заниматься.
Из:Новосибирск
Отправлено 03 Июнь 2014 - 14:15
Спасибо.От всех.
Этого человека(MIG),я хочу увидеть,даже больше,чем торвна.
С Тимофеем-то всё понятно... А вот что за МОЗГ скрывается под этим аватаром с синим черепом... Вот это,реально - большой вопрос.
Т.е. если раньше на форуме было хоть что-то понятно(один знает то,другой это).То в случае с MIG - это полный разрыв шаблона.Этот человек знает ВСЁ.
Прикрепленные изображения
1
Все замечания и нравоучения носят исключительно юмористический характер.Ни коим образом не затрагивают честь и достоинство собеседника облезлого Кота с форточки.
если нужно просто уменьшить скорость перемещения G00 , то в параметрах 461 -х ,462-Y уменьшить скорость , z вероятно можно оставить как есть, в ней уже и так скорость небольшая стоит. если у вас в параметрах еще и для ведомой оси С (466) тоже проставлена скорость, такая же как в 462-м,то незабудьте и там поправить. если же скорость G00 оставить как есть , но сделать плавнее разгон\торможение , то увеличить время разгона в параметрах 441-446
Расхвалили,впору зазнаться... я так же как все,что-то знаю,что-то нет ... просто наладка основное мое занятие(на жизнь этим зарабатываю ), вот и приходится соответствовать .
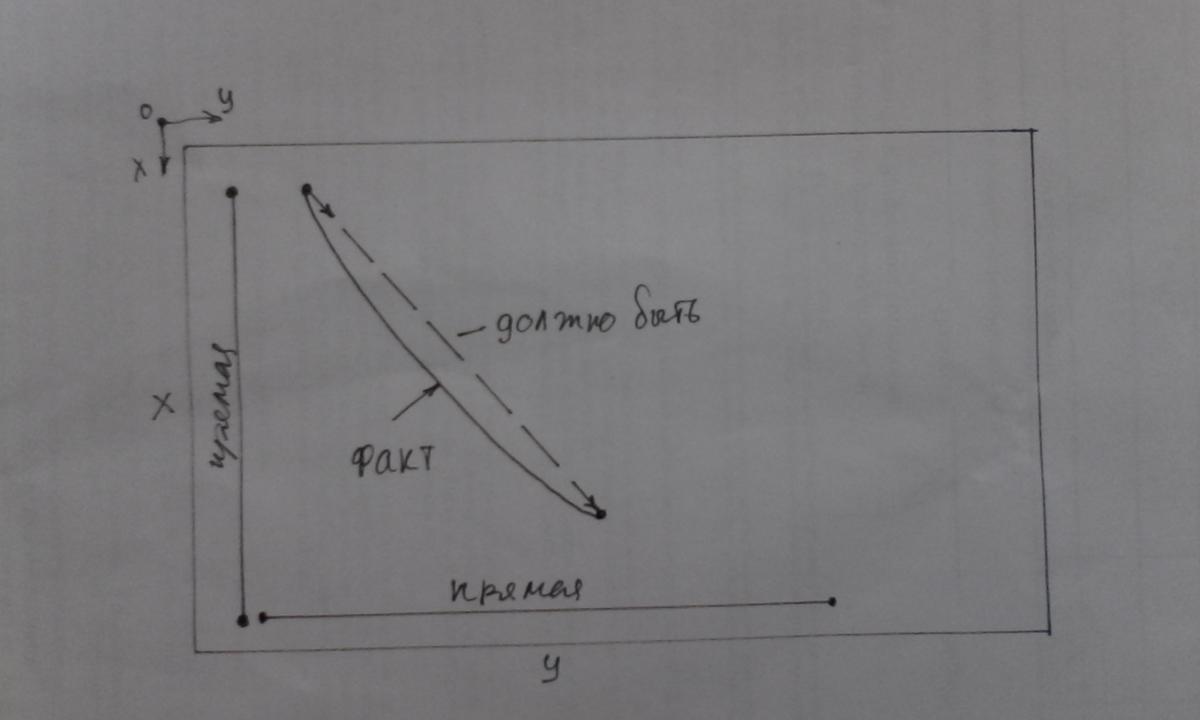
Обнаружился ляп в станке. Диагональный рез выполняет дугой. Я подозреваю, что это неправильно выставлены ускорения для игрек + икс. Станок портального типа. На диагонали квадрата 600 мм набег около 0,5 мм. На дуге плоского участка не видно. Обратное направление не проверили еще, - оператор один, а работы много...
Можно добавить, что с точностью тоже есть проблема. Фрезеровали отверстие 7,5 мм фрезой 4 мм. И, в итоге, - пришлось уменьшить диаметр фрезы при создании УП до 3,6 мм, чтобы вставить штырёк 7,5 мм. Обнаружил, что он болтается, овальный в диагональном направлении. Это заметно и визуально.
0
Шпиндель починил в первый раз, - починишь и во второй раз. Скоро...
Срводвигатели, рейки. Ременные передачи с сервы на рейку. Портал стоит как вкопаный, когда пытаешься пошатать. Хотя, с микрометром не проверял. Пощупаю завтра.
Попробую про дугу объяснить. Вдоль осей перемещения по прямой линии. По диагонали, - не прямая а кривая. Т.е. начальная и конечная точки - правильные.
на квадрате 600х600 мм искривление составило около 0,5-0,7 мм (правильная дуга, без изломов). В случае с люфтами было бы смещение в начале и в конце.
0
Шпиндель починил в первый раз, - починишь и во второй раз. Скоро...
Ни чего не понял про дугу и набегающие 0.5мм, но судя по отверстию, надо люфты устранять. Механику смотреть надо, ускорения тут не при чем.
Боюсь, дело не в люфтах. У меня аналогичная заковыка, правда на G01 вроде бы ошибок нет, а вот на G02/G03 диаметры отверстий, измеренные вдоль осей X или Y, фрезеруются без ошибок (ну то есть с погрешностью в пределах допустимого), а вот по одной диагонали диаметр получается примерно на 0.25мм меньше номинала, а по другой - на те же 0.25 больше. Если я попытаюсь, скажем, насверлить 8 отверстий равномерно по окружности, позиционируясь с помощью G01, то они своими центрами попадают в заданные положения. А если позиционироваться по G02/G03, то эта четверть миллиметра вылезает в плюс по одной диагонали и в минус - по другой. По вертикали и горизонтали всё в нулях.Времена разгонов по осям стоят порядка секунды. Шибко сильно подозрение на встроенную математику этой стойки...
У кого проблемы с геометрией при фрезеровании, уточните пожалуйста модели сервоприводов которые у вас установлены, а также косозубая или прямая рейка.
Картина изменяется при настройке сервоприводов, а именно включению фильтров, изменению частоты и циклов позиционирования.
Мое мнение, что проблема вызвана следующими факторами:
1)Кривой настройкой сервоприводов китайцами и необходимостью донастройки этого дела вручную
2)Резонансом и совместными наводками при работе сервоприводов двух осей, чаще всего встречается при перемещении в разным направлениях (+X и -Y, -X и +Y) например окружности сплющиваются в яйцо по диагонали.
3)Качеством косозубой зубчатой рейки (со слов китайцев, но не очень я в этом уверен).
4)Отсутствием электромагнитных фильтров на вводных фазах сервопривода и сетевого дросселя на входе инвертора
5)Проблемами с проводами до сервоприводов и их энкодеров или подключения к заземлению (или не подключению) их защитной оплетки (Спасибо MiG за подсказку).
То, что проблема в основном с сервоприводами подтверждается повторением проблемы на разных станках с разными системами управления.
-Например LNC, Syntec, Ncstudio.
-Косозубая рейка Miko, noname, различные калёные варианты тайваньских производителей.
-В основном проблема встречается с сервоприводами Yaskawa. С Delta не сталкивался с такой проблемой, но возможно она также присутствует. Остальные встречаются реже.
-Периодическом возникновении проблемы (бывает что месяц работа идет без проблем, потом начинаются косяки. Примерно как в случая мигающего контакта в кабеле.
Что не помогает в решении этого вопроса:
-Изменение настроек системы управления. Менял все что могло давать такой эффект в разных сочетаниях, в итоге или со временем или сразу эффект снова проявляется
-Установка ферромагнитов на концы проводов (на силовые и кабели энкодеров) для уменьшения помех.
-Перетяжка проводов по методу "похрену, лишь бы работало", например подключение сервоприводов ПВСом или соединение проводов через скрутки или контакторы.
Что помогает:
-Подстройка сервоприводов, контура позиционирования и контура скорости, настройка фильтров
-Установка электромагнитных фильтров
-Замена проводов или решение проблемы с экранами
Для статистики хотелось бы больше информации по проблеме.
Может кто уже нашел решение и поделится, может быть бывают разные случаи и по разному получалось решать вопрос.
В моих случаях успешнее остально помогала настройка сервоприводов (успешнее - потому что провода не приходилось перетягивать и процедуру можно повторять), но есть станки с порталом под 400 кг, где ось Y автоматом хрен настроишь, а по другому возникают сложности и при повышении жесткости и отклика возникает резонанс в состоянии покоя.
1
Опыт прямопропорционален количеству испорченного оборудования. Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm. Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.
Если вы хотите, чтобы заготовка вращалась - то нужна например переходная СК если в Powermill делаете программу, а так вопрос по моему не к системе управления.
0
Опыт прямопропорционален количеству испорченного оборудования. Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm. Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.
Лучше привести сюда параметры с 221 по 226 и с 321 по 326, это задание типа оси и имени оси.
Команда B360000 может ничего не давать по причине включенных ограничений (заданных пределов перемещения или обработки).
Давайте с этого начнем.
0
Опыт прямопропорционален количеству испорченного оборудования. Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm. Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.
модели сервоприводов которые у вас установлены, а также косозубая или прямая рейка.
Delta, рейка косозубая. По вашему, выходит, что шаг зубов плавающий это вряд ли. Экран на шпинделе болтался в воздухе. Я его на корпус стойки посадил.
По первому пункту согласен. Только я совсем пока не разбираюсь в сервонастройках. Настройка частотника для меня была проблемной. А тут, я думаю, - сложнее.
Второй пункт. Я думаю, что это разность ускорения-торможения. Для настроенных автоматически приводов. Т.е. китайцы просто запускают настройку автоматически. А, так как, массы движимых частей разные. Портал, хоть и на двух движках - масса портала Х +масса оси Z, а ось Х только массу агрегата Z гоняет. То Ускорения разгон/торможение - разные после автоматической настройки. В итоге, как у меня, - нет прямой линии при движении по диагонали.
пп 3 и 4, выпадают. Они бы обеспечили накопление погрешности, которого просто нет. Уехал по программе, - вернулся в тот же нуль.
п5. Надо проверить и исправить, при наличии. Если не даст видимого(ощущаемого) результата, то надёжность повысится.
С Delta не сталкивался
вот теперь и дельту можете добавить)))
помогала настройка сервоприводов
теперь вопрос. Что именно настраивать в дельте? Я после частотника побаиваюсь давить кнопки без предварительного изучения вопроса
Поэтому, я хочу поставить настройки ускорения для оси Х такие же как для более тяжелой оси У.
Лучше привести сюда параметры с 221 по 226 и с 321 по 326, это задание типа оси и имени оси.
Команда B360000 может ничего не давать по причине включенных ограничений (заданных пределов перемещения или обработки).
Давайте с этого начнем.
Принято. Узнаю точно -- напишу. Ограничения по памяти стоят с запасом -- -99999999 +99999999.
Еще дело в том, что в NC studio -- A растет, т. е. может быть скажем А-720 или А123456, а на Синтеке только от 0 до 360, А361 -- это опять А1, меня это смущает. Должно быть как бы "абсолютное" позиционирование угловой оси.
NVE, бывает и швп с шагом 5.05 когда налаживаешь и думаешь, что в шары е@$%ься ну не бывает такого чтобы перемещение было больше. Тут дело не в шаге рейки даже, а в том что нет нормально инструмента для измерения перемещения по косозубой рейке. Так бы хоть проверить можно было. По словам китайцев, а не по моим собственным эта проблема связана с качеством рейки или её сборки. По поводу накопительной погрешности согласен отчасти. Стойка не абсолютную позицию на столе мотора получает, а только обороты вокруг его оси, а что там с натягом ремня, рейкой, люфтами, кривой установкой в редуктор или другими вещами ей фиолетово. Хотя когда в ту же точку приезжает, скорее всего дело не в механике.
А у вас оба сервопривода по У вообще ездят? А то вдруг на одном портал туда-сюда мотается?
Открою страшную тайну ) Все станки на которых я настраивал сервоприводы (больше 20 штук) приходят с ненастроенными сервоприводами.
В основном выбирается режим управления (контроль положения, скорости или момента), направление вращения и коэффициенты электронной редукции. Как максимум китайцы ещё контуры позиционирования и скорости подстраивают.
В остальном параметры один в один по-умолчанию, поэтому в зависимости от условий эксплуатации, помех электросети, других вещей стоит хотя бы автоматическую настройку производить.
Для Delta лучше через их софт это делать, нужно будет правда кабель или купить или спаять самостоятельно (ну кстати примерно одинаково по цене выходит если отдать человеку с паяльной станцией два разъёма и кабель либо купить в Москве).
Можно конечно панельку взять и через нее настраивать, но через программу удобнее, да и резервную копию параметров сделать как-то проще, чем на бумажку всё переписывать
Самый удобный в этом отношении софт у Yaskawa. По поводу того, что даёт настройка сервоприводов можете посмотреть вот это видео:
Правда одной настройки будет мало, в этом я убедился. Но с другой стороны если знать какие у вас задачи, может быть получится повысить качество изделий.
В основном настройкой приходится занимать если совсем все печально, а так для большинства задач мебельного производства даже нет смысла трогать.
Вот для рекламщиков, если идёт гравировка клише на станке с автосменой инструмента это имеет значение, там и точность другая, надо в 0.03 попадать, а не в 0.1 мм.
Посмотрите страницу 2-5 - 2-13 по монтажу фильтров и проводов, а также слова по поводу заземления, схему на страницу 3-1 по рекомендуемому монтажу ЭМ фильтра и тормозного резистора, скажите что у вас из этого есть (если есть).
Чаще всего помогает настройка параметра P2-31 - частота полосы пропускания. Бывает что она меньше 80 Гц, на большинстве станков установив (конечно предварительно сохранив все параметры, прочитав руководство и поняв в каком режиме настроены параметры сервоприводов) - 80 вы можете решить вопрос с неправильным перемещением.
Настройки полосы пропускания НУЖНО сделать одинаковыми у сервоприводов по оси Х и Y, иначе у вас картинка не изменится.
НО, это не один параметр который нужно настраивать, рекомендую попробовать по алгоритму на странице 5-15, включить режим автоопределения момента инерции и подавая в режиме JOG со стойки команды перемещения добиться постоянного момента, если будет свист, гудение двигателя, то подправлять параметры по алгоритму.
Это лишь один из вариантов, почему у вас такой эффект может быть. Проверять надо последовательно всё, механику, редуктор, провод, настройки сервоприводов, настройки систему управления.
Евгений Рыбаков, да, это я затупил уже на ночь глядя, проблема в настройках управления поворотной осью. У самого под мачем и ncstudio всё в порядке с вращением.
Тут скорее всего или настройка в параметрах поможет решить вопрос, или придется лезть в мозги и в Ladder'e править.
0
Опыт прямопропорционален количеству испорченного оборудования. Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm. Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.