Доброго времени суток господа Мастеровые и созерцатели !
Купили станок, изготавливался на заказ в фирме 777 в каменск шахтенском , под нужды производства. Было обговорено много моментов которые должны были быть выполнены, и на которое в последствии производителями был забит болт. При настройке импульсов на шаговые двигателя у настройщиков не было даже линейки что дало сразу понять что путь освоения будет долог и тернист . И Я очень надеюсь пройти его достойно с Вашей помощью. Начну излагать по порядку
Станок делался для долбления пазов. И первый паз У-40 мм на Х-10 мм показал что станок режет его не ровно по окружностям, и по оси Х-режет не 10 мм как рисовалось в Арт Сам а 9 мм.
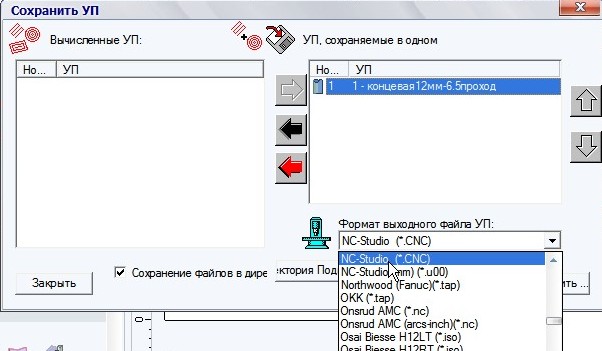
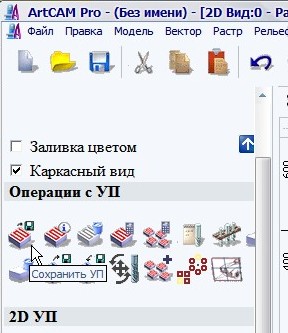
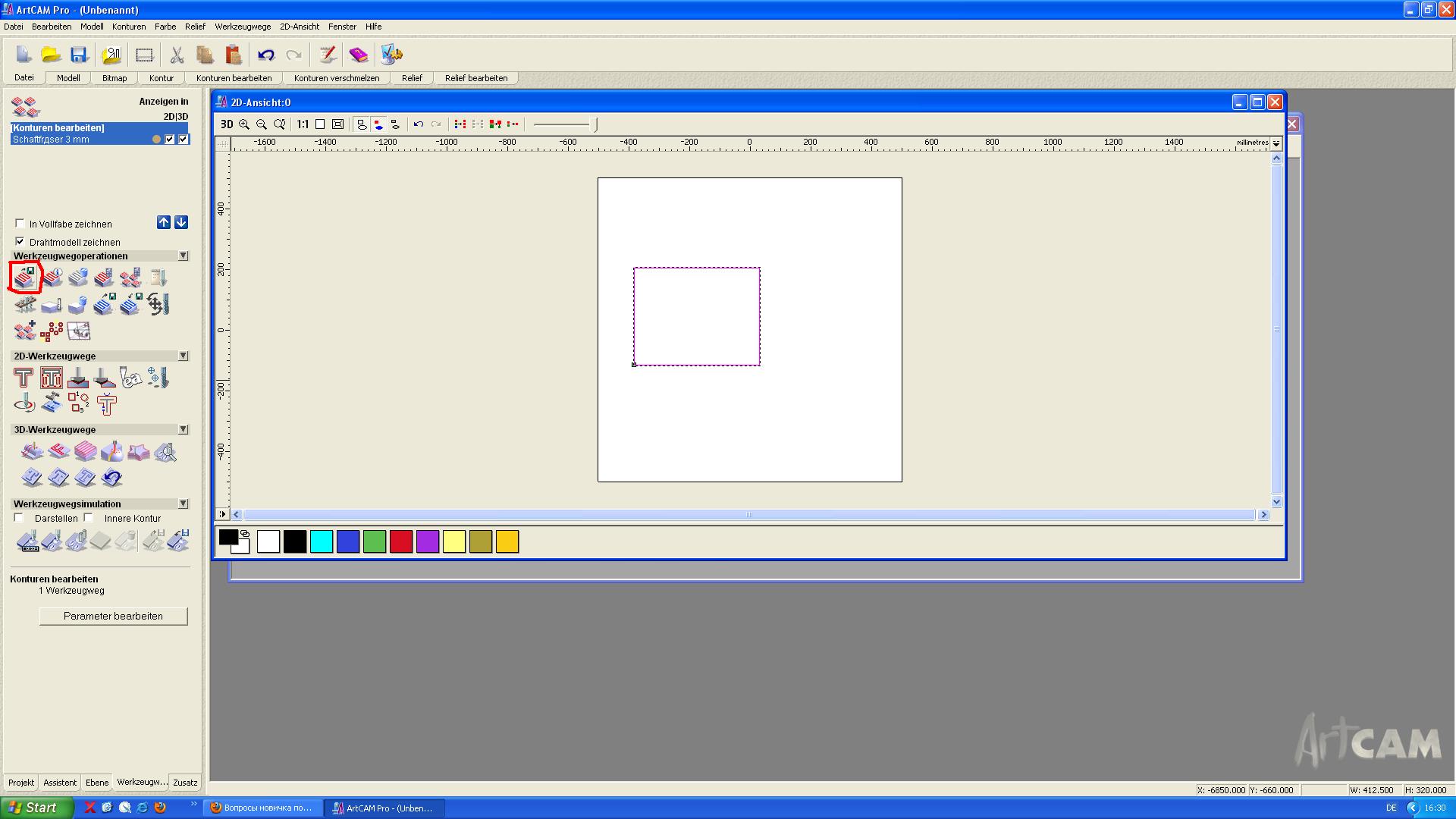
Решил начать устранения проблем с того что станок не ровно резал круги. Не овалом, а как будто идет наводка на движки. заземлил станок и рисовал круг карандашом в место фрезы с выключенными инверторами. Исключив наводки рисунок остался таким же прерывистым. Постпроцессор использовался G-code arcs_mm. (Tab)
Был выбран пост G-code_mm. (Tab) И станок начал резать круг уже овалом со смешением в 1 мм по Х ( Диаметр круга 80 мм) и мелкими прерывистыми шагами. и в конце работы возвращаться с начало в точку возврата который Я указал в Арт Сам а потом сразу в нули по Х.У и выключать шпиндель. Это корректировать можно в ручную но хотелось бы узнать как можно поменять пост так что бы он не добавлял команды возврата в ноль и не выключал шпиндель .
Стал штудировать темы дабы понять в чем вина такого не до реза настройка станка или неправильный пост и провел измерения перемешивания станка в ручную в Вектор Контроле.
Итог : при перемещении в ручную по У на 25 сантиметров хода станок переезжает 0.3 мм , А при перемещении по Х на 15 см не доехал 0.1 мм.
По обоим осям стоят серводвигателя и зубчатая рейка (одинаковые) . Арт Кам 9.1 . Управляв. программа NcStudioV5.5.60.
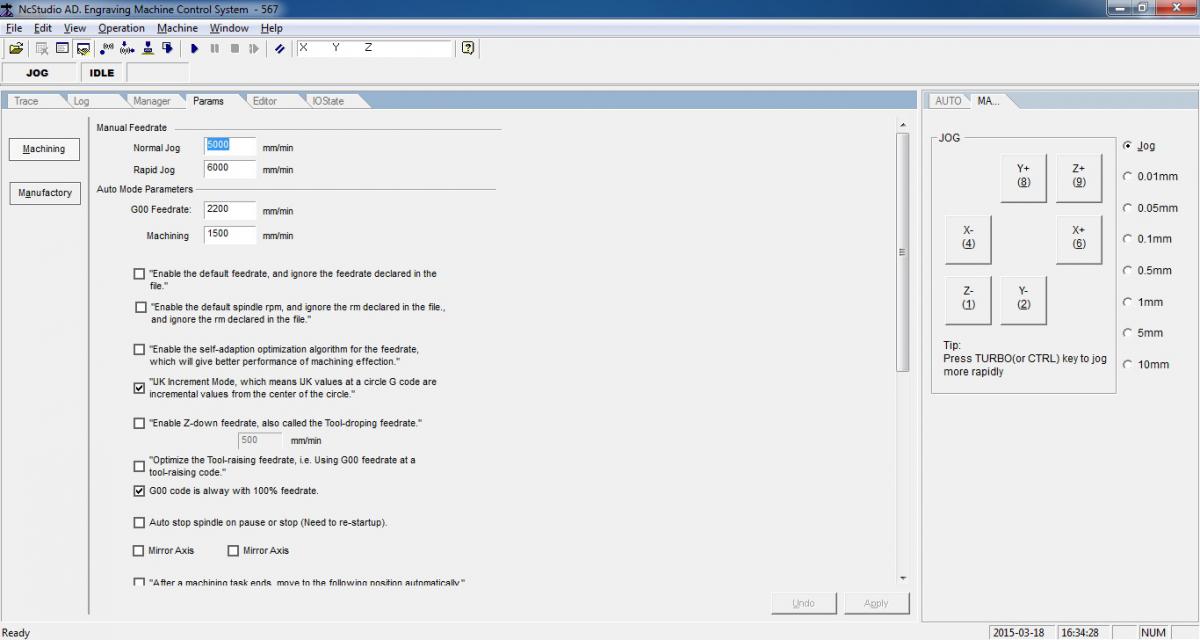
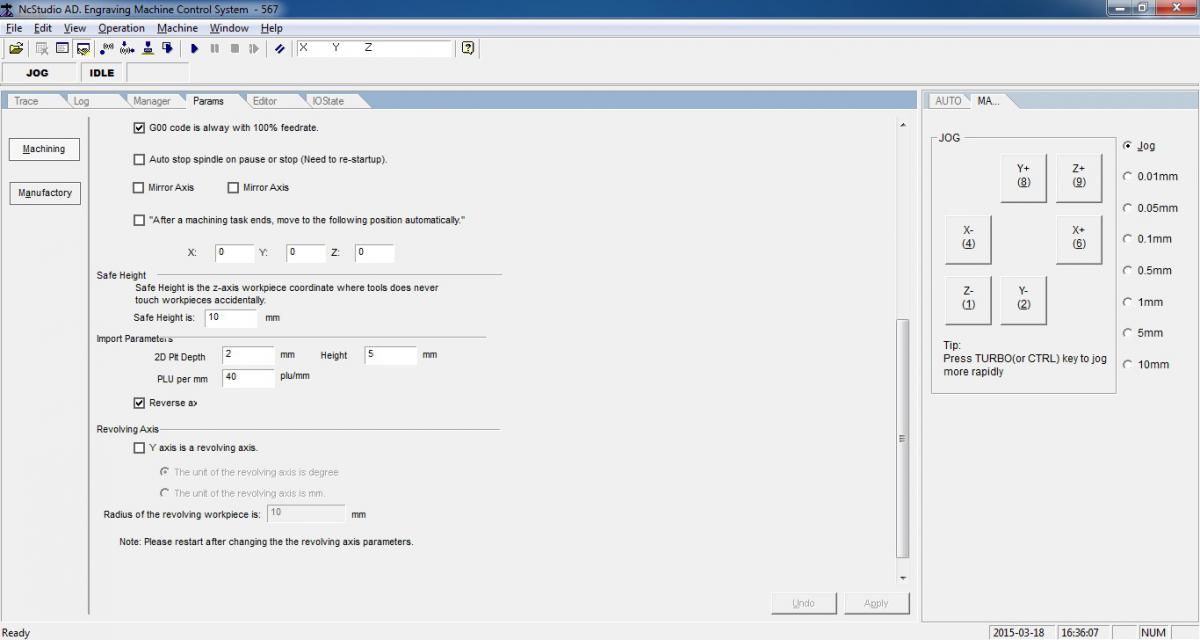
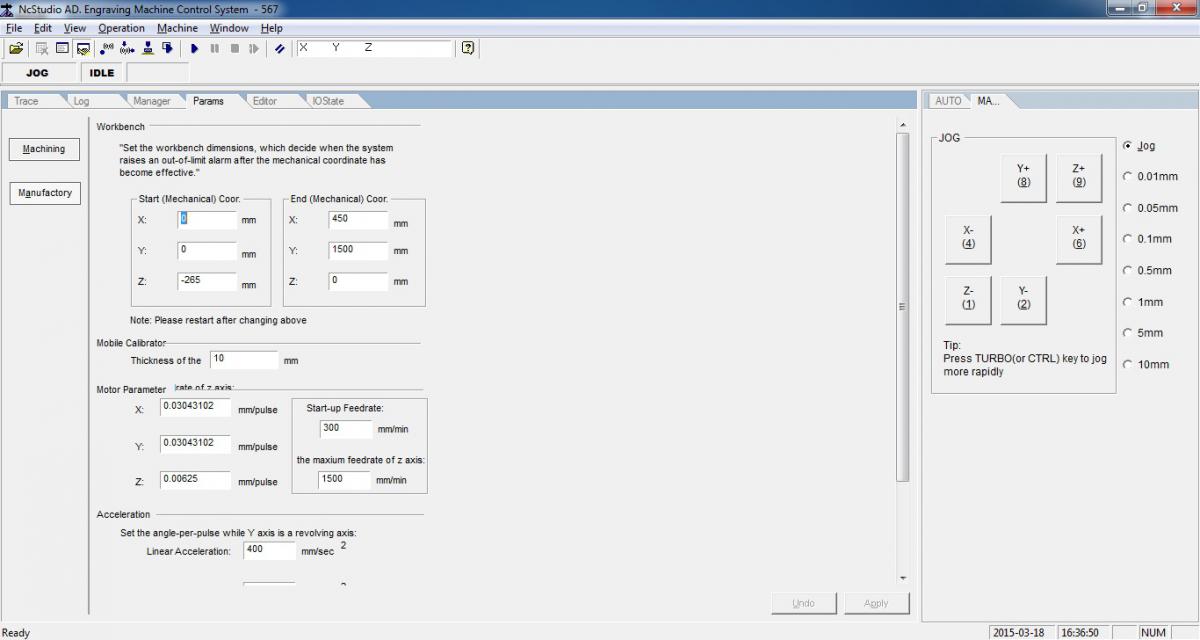
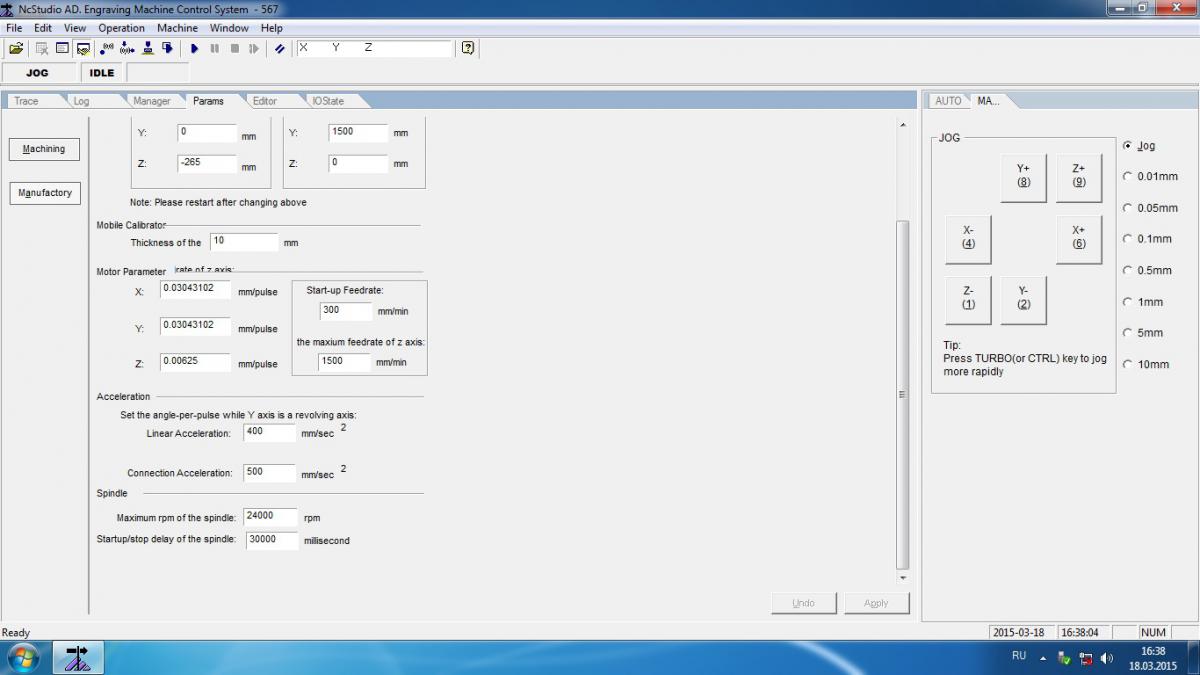
Прилагаю скриншоты с настройками NcStudio
Всем заранее благодарен за помощь



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}