Почитываю форум довольно-таки давно, и вот только сейчас собрался с силами чего нибудь написать да и раздел немного освежить..... Ну и в качестве отправной точки может моя скромная темка кому-то, да и пригодиться........
Довольно долгое время вынашивал идею завести себе в хозяйстве поворотную ось для фрезера(разумеется ЧПУ) прикидывал разные варианты редукторов,перебрал все возможные варианты изделий отечественного народного хозяйства на предмет люфтов и возможности их устранения ,и в конечном итоге подсёкся я на буржуйские изделия от Нarmonicdrive........Где и как добывал рассказывать не буду(явки и пароли всем известны поди) перейду сразу к фото конечного изделия......
 еще один вариант патрона
еще один вариант патрона Именно такой конструктив выбран исходя из имеющегося материала и возможностью самостоятельного изготовления без привлечения сторонних лиц..... кроме своего фрезера понадобился лишь токарный станок.
Именно такой конструктив выбран исходя из имеющегося материала и возможностью самостоятельного изготовления без привлечения сторонних лиц..... кроме своего фрезера понадобился лишь токарный станок.
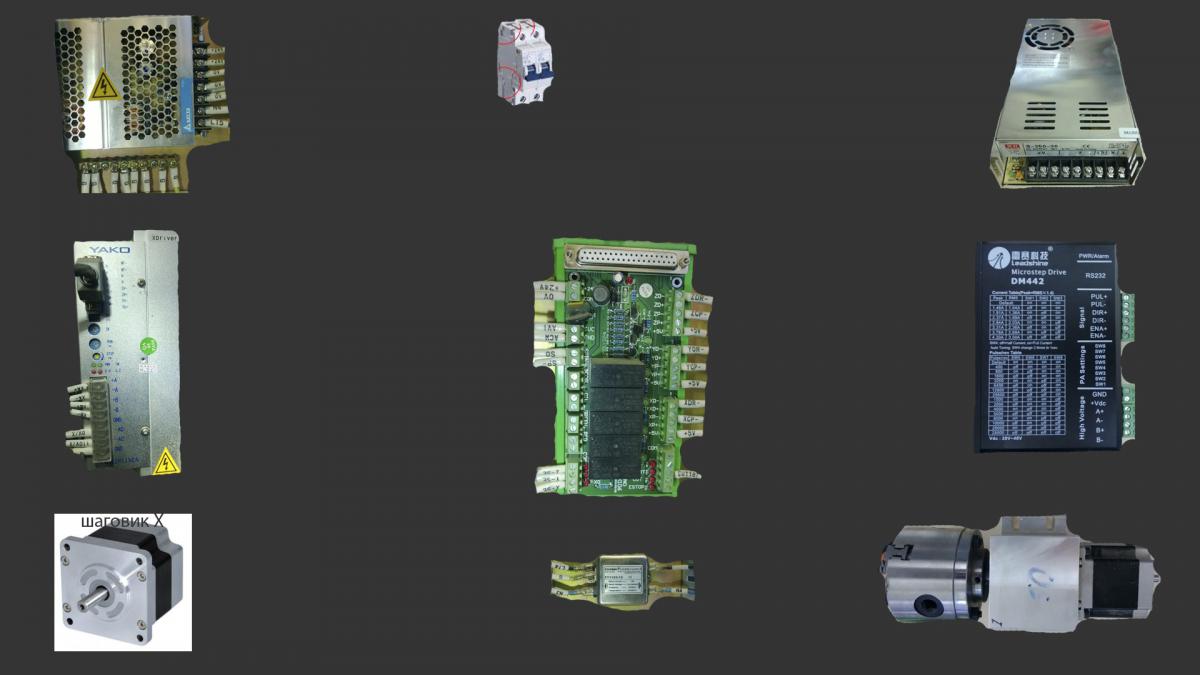
Фото основных узлов 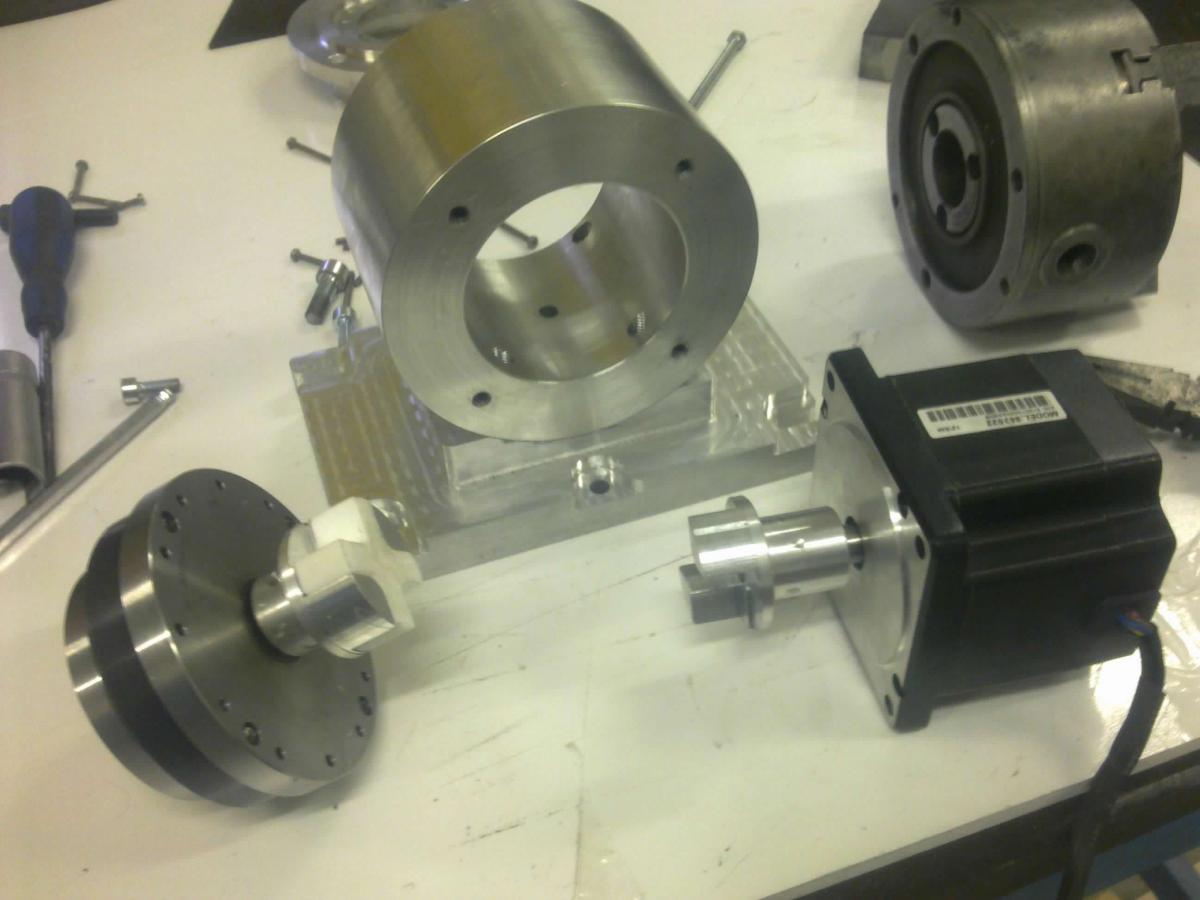 сам редуктор(кстати волновой а не планетарка) на фото слева внизу....20-й габарит с коэфф редукции 50;1
сам редуктор(кстати волновой а не планетарка) на фото слева внизу....20-й габарит с коэфф редукции 50;1 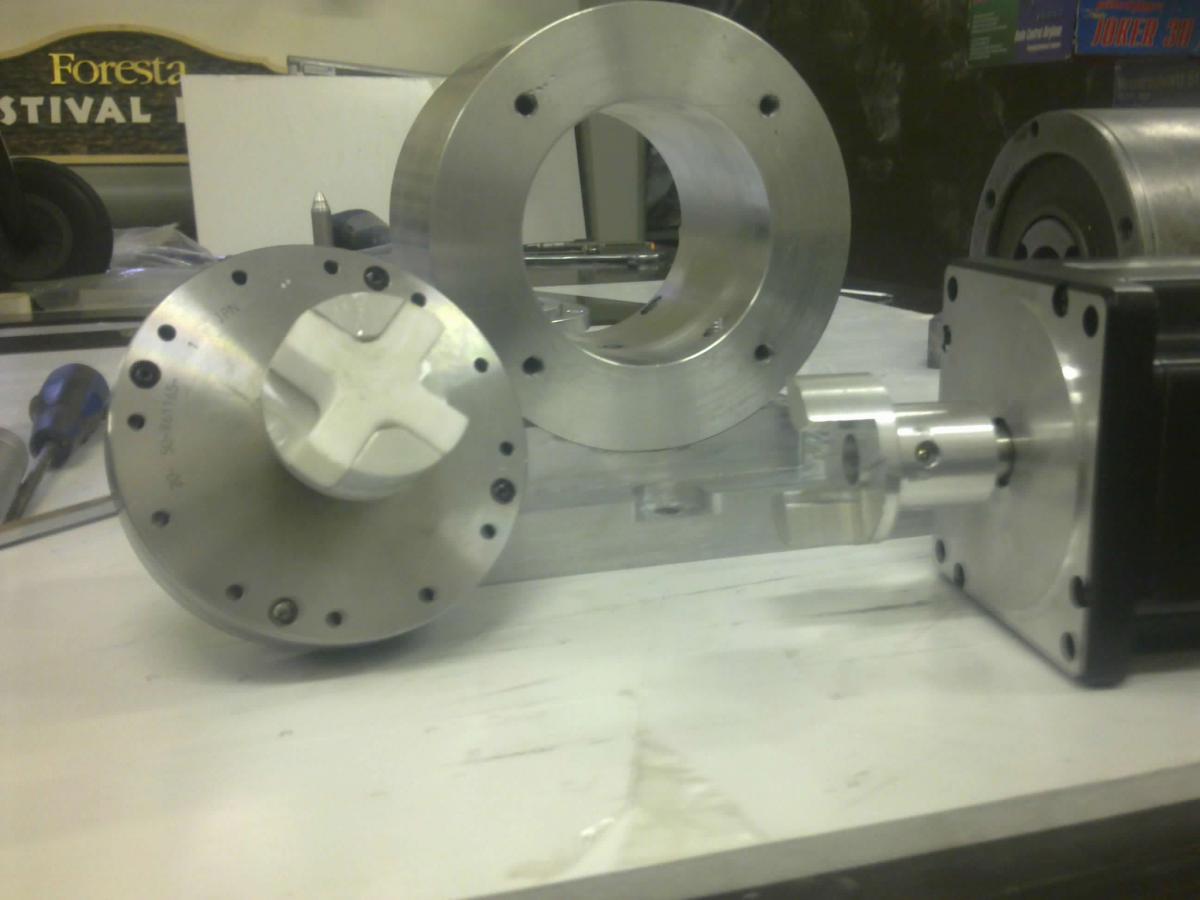

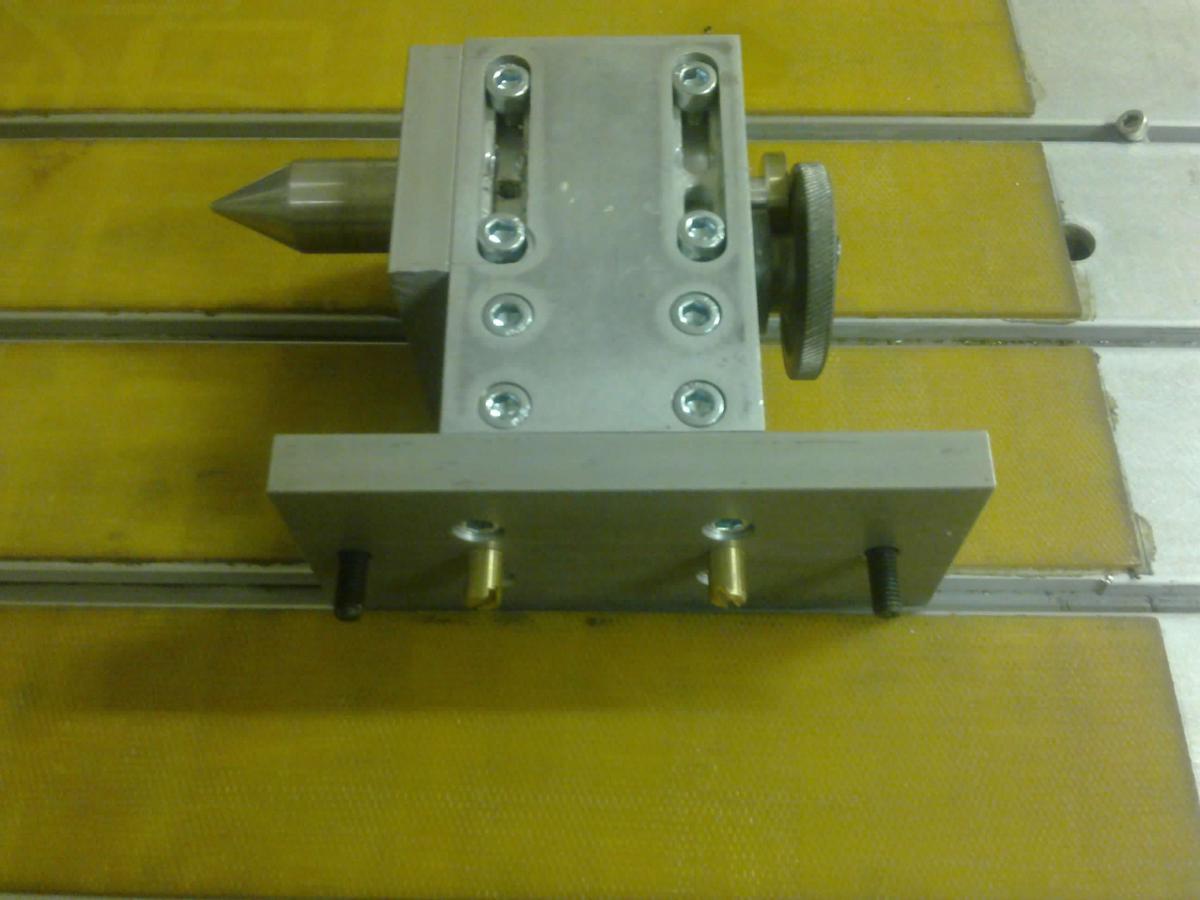
Ну и фрагмент от задней бабки..... тоже самопал
Ну и крайний ракурс...... Пардон,места для фото не хватило.
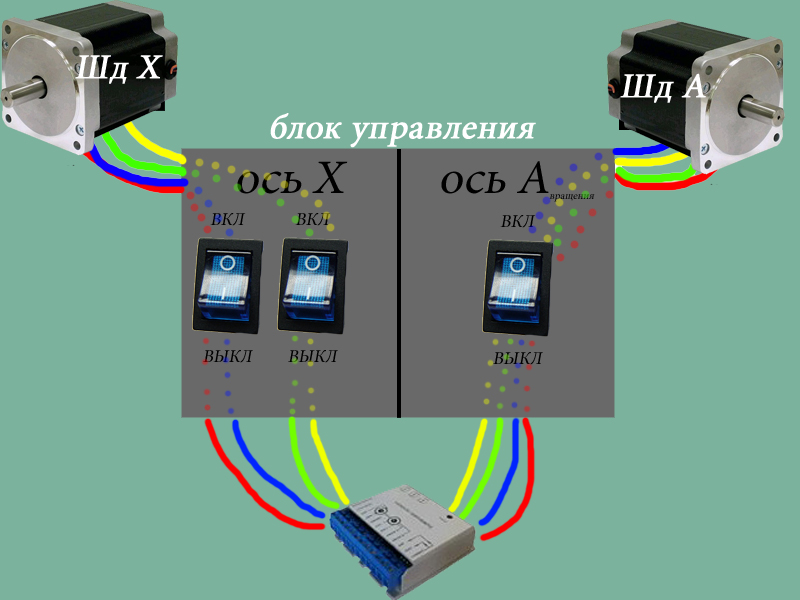
Привод шаговый если вдруг заинтересует.....скорость вращения 20об\мин... )на что и рассчитывал)
Да..... совсем забыл-люфтов нет вообще, по крайней мере имеющимися в наличии средствами обнаружить их не удалось.....
Похожие темы:
Дополнительная координата для гравировки на телах вращения
Хочу сделать ось вращения
Настройка поворотной оси в Mach 3
Фрезерный станок с осью вращения
Как настроить параметры поворотной оси
Программирование под 4-ю ось вращения
Посоветуйте программу для обработки тел вращения вращения
Работа c осью вращения
Как подключить поворотную ось Х на NC Studio
Поворотная ось вместо Y