При фрезеровании врезание нужно делать наклонно или по дуге, вертикально входить не советую.
А почему нельзя,входить вертикально?
Кончик уходит в сторону или ездит по кругу?


Пользователь LinuxCNC


Отправлено 13 Октябрь 2014 - 04:48
При фрезеровании врезание нужно делать наклонно или по дуге, вертикально входить не советую.
Абсолем CNC:)

Отправлено 13 Октябрь 2014 - 07:42
Вертикально входить фрезой в твердый материал нельзя если у фрезы есть мертвая зона на нижней кромке. Ее хорошо видно на двух- и трехзаходных фрезах, а также на многих составных...
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
Гуру CNC
Отправлено 13 Октябрь 2014 - 15:22
Если одна из торцевых режущих кромок доходит до оси вращения фрезы то вертикальные врезания без проблем.....картинка для наглядности ![]()
а с такой к примеру заточкой  при вертикальном врезании уже можно тестировать станок на прочность.....
при вертикальном врезании уже можно тестировать станок на прочность.....
Сделанное правильно — красиво. Если сделанное тебе не нравится — то и работать оно будет хреново. Перевари, пересверли, выпили заново — ну, или хотя бы покрась.
Бакалавр CNC
Отправлено 13 Октябрь 2014 - 19:59
Мне кажется даже с такой заточкой будут проблемы с вертикальным врезанием по металлу. Долго такая фреза не проживет.
Гуру CNC
Отправлено 14 Октябрь 2014 - 01:13
Мне кажется даже с такой заточкой будут проблемы с вертикальным врезанием по металлу. Долго такая фреза не проживет.
Сталь не обрабатываю(станок не позволяет) а на Д16Т проблем с вертикальным врезанием не испытывал . И разумеется этот режим использую только при отсутствии возможности подойти к заготовке с боку или сделать наклонный врез.
Сделанное правильно — красиво. Если сделанное тебе не нравится — то и работать оно будет хреново. Перевари, пересверли, выпили заново — ну, или хотя бы покрась.
Пользователь LinuxCNC
Отправлено 14 Октябрь 2014 - 06:01
Абсолем CNC:)
Отправлено 14 Октябрь 2014 - 08:18
А гравёры лучще заглублчть вертикально?
у граверов нет мертвой зоны, но из-за особенностей заточки скорость врезания на твердых материалах при максимальных подачах имеет смысл ставить не более 1/2 - 1/3 от подачи, иначе можно и их раздавить...
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
Студент
Отправлено 07 Сентябрь 2015 - 19:31
привет всем, у меня вопрос к уважаемым гуру чпу)
задание на работе сверлить медную трубку на станке чпу, трубка в диаметре 12 мм, толщина стенки 1-1,5 мм
взяли старую фрезу фирмы SGS (d10mm - она для алюминия), со временем она затупилась и сейчас прогрызает, такое ощущение что станок развалится)
думаю заказать SGS для обработки стали, коллеги же говорят что бы искал сверло, ищу не могу найти... посоветуйте что то..
Еще у нас пара нюансов, станок деревянный вообще) шпиндель трохи подразбитый, потому я не хочу покупать сверла с большой рабочей частью, думаю купить ту фрезу с рабочей частью 22 мм, что скажете?
фрезы без мертвых зон
Сообщение отредактировал RomperStomper7777: 07 Сентябрь 2015 - 19:33
Гуру CNC

Отправлено 07 Сентябрь 2015 - 19:53
Сверла, в отличии от фрез, можно подточить. Там реужшие кромки только снизу.
Но чё-то станок Ваш со шпинделем пугает.
Так-то я слабо про станок понял, но остерегаюсь на всякий случай.
Студент
Отправлено 07 Сентябрь 2015 - 20:01
Гуру CNC

Отправлено 07 Сентябрь 2015 - 20:22
К токарям сходите, позычьте: https://www.google.r...ровочное сверло
Студент
Отправлено 07 Сентябрь 2015 - 20:26
К токарям сходите, позычьте: https://www.google.r...ровочное сверло
увы такое сверло не канает, специфика зажимной формы не позволит ими сверлить, нужно чисто в диаметре 10 мм
вы просто скажите, существуют такие или нет? если нет то закажу фрезу
Гуру CNC

Отправлено 07 Сентябрь 2015 - 20:48
К токарям сходите, позычьте: https://www.google.r...ровочное сверло
У центровки Ф10мм, хвостовик дюже большого диаметра. 25, а то и под 32мм, если по ГОСТу.
Ну, ежели под ER40, то Ф25 войдёт... 
Гуру CNC
Отправлено 07 Сентябрь 2015 - 21:36
У центровки Ф10мм, хвостовик дюже большого диаметра. 25
Так не только носиком сверлить. Сверло под цангу ф10, тем более, там трубка тонкостенная, да еще и медная.
Опять же, обороты для такого сверла могут быть гораздо большие, чем под обычное.
А если еще центровку с увеличенной стружкоотводной канавкой найти, то вообще класс. Типа такого:

Пианист CNC

Отправлено 07 Сентябрь 2015 - 22:09
Не знаю. Мож конечно и не правильно - мне западло фрезу менять на сверло.
Да и отверстия стандартные всегда - под резбу 5мм, 6 мм, 8мм, и 10мм.
Делаю в макете отверстия соответственно 4,2; 5; 7, 8,5 по моему, точно сейчас не скажу и вырезаю четверкой торцевой одноперой. заодно и углубление под шляпку болта делаю.
И не парюсь особо...
Сообщение отредактировал preps: 07 Сентябрь 2015 - 22:11
Есть такая профессия - от Родины защищаться ).
Гуру CNC
Отправлено 07 Сентябрь 2015 - 23:00
Так не только носиком сверлить. Сверло под цангу ф10, тем более, там трубка тонкостенная, да еще и медная. Опять же, обороты для такого сверла могут быть гораздо большие, чем под обычное. А если еще центровку с увеличенной стружкоотводной канавкой найти, то вообще класс.
А, вон оно как. Тогда что ж, почему бы и не попробовать.
Гуру CNC
Отправлено 08 Сентябрь 2015 - 00:08
вы просто скажите, существуют такие или нет?
Как же не быть, есть конечно. Навскидку:

Абсолем CNC:)

Отправлено 13 Ноябрь 2017 - 16:05
А если Я хочу нафигачить в 200-х изделиях из латуни Л63 #1мм по 5'000 отверстий вот таким сверлом от Гравмана я обрету таки счастье?
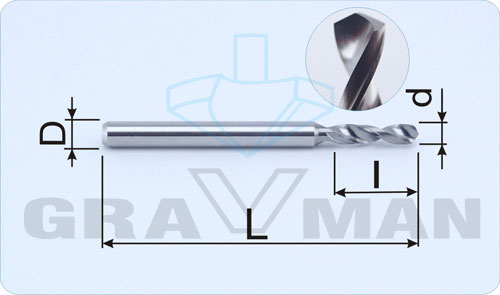
K2DR32012, изготовлена из твердого сплава K200 (CB-CERATIZIT, Тайвань) для материалов твердостью до HRC45
d=2, l=12
D=3.175, L=38
Вот прям могу рассчитывать на одно отверстие в секунду при однослойной закладке?
А пять слоев?
А десять слоев за раз? Да чтоб по три секунды на отверстие?
А сколько сверл мне потребуется? Неужели одно? Сколько они в латуни ходят? Как и фрезы - вечно?
А если я бутерброд сверлю, вынимать сверло обязательно? Стружка-то послойно рваться будет. Или смазывать кончик все же потребуется? С каким шагом вынимать? Три диаметра?
Ну там прижим, вертикальность, масляный туман и прочее само собой.
Сообщение отредактировал lkbyysq: 13 Ноябрь 2017 - 16:21
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
Гуру CNC
Отправлено 13 Ноябрь 2017 - 16:29
У меня выходит 6366 RPM, F890.
А пять слоев? А десять слоев за раз? Да чтоб по три секунды на отверстие
ИМХО небудет так работать. Будет ломать сверла.
Сколько они в латуни ходят? Как и фрезы - вечно?
Почти. Когда режим подберете.
С каким шагом вынимать?
Для этого Ф сверла = 1,50Ф.
Студент
Отправлено 08 Ноябрь 2018 - 05:45
Скажите, а как делать отверстия в дереве, МДФ с помощью сверла? Какие настройки (обороты, подача), чтобы сверла не сжечь, не сломать? Например, отверстия по 1-1,5мм на глубину 50мм, а также 6мм на глубину 40-60мм.
0 пользователей, 1 гостей, 0 анонимных


Community Forum Software by IP.Board Русификация от IBResource
Лицензия зарегистрирована на: Мир CNC



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}