
При завершении работы у меня не отключается перед сменой фрезы ШПИНДЕЛЬ! В чём проблемма? и как это исправить? Я привык что он не отключается, но хотел бы чтоб всё было быстро и не тратить драгоценное время... (Воткнуть тумблер или есть ещё варианты?) 
Может быть в настройках пульта хорошо порыться? 

При завершении работы шпиндель не отключается
Автор
_NEON_
, 05 Июл 2008 13:24
шпиндель не отключается вращение шпинделя
Сообщений в теме: 33
#1
 OFFLINE
OFFLINE
_NEON_
-
- Пользователи+
-

- 132 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:г. Анапа
- Интересы:Компьютеры, роботы и много подобных электронных вещей!
-
Из:г. Анапа
Отправлено 05 Июль 2008 - 13:24
#2
OFFLINE
vv92
-

- Cтарожил
-
- 9 367 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 05 Июль 2008 - 22:16
Шпинделем управляет частотник (инвертор). У стройство умное-програмируется под различные двигатели (есть куча настроек типа: время раскручивания, время торможения, рабочее и пиковые напряжения и ток-инструкция на 100 листах). От станка к нему подходят тонкие ( если толстые и экранированные-лучше) провода, по ним поступают сигналы на включение-выключение, частота вращения шпинделя. Ваша проблема может быть: 1 шпиндель "неправильно" запрограмирован, 2 станок по какой то причине не дает команд на отключение (а на включение дает?) 3 контакты управляющего кабеля.
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#3
OFFLINE
Admin
-

- Главные администраторы
-
- 1 796 сообщений
"Добрый" Админ
- Пол:Мужчина
-
Из:Мир-CNC
Отправлено 07 Июль 2008 - 12:12
_NEON_, а шпиндель запускается в ручную или автоматически после запуска программы?
Программа управления станком NC-Studio?
Программа управления станком NC-Studio?
Незнание правил форума не освобождает от ответственности!
Правила для раздела «Доска объявлений»
Вопросы по работе форума
Правила для раздела «Доска объявлений»
Вопросы по работе форума
#4
OFFLINE
_NEON_
-
- Пользователи+
-
- 132 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:г. Анапа
- Интересы:Компьютеры, роботы и много подобных электронных вещей!
-
Из:г. Анапа
Отправлено 07 Июль 2008 - 13:06
А как бы раздобыть настройки инвертора?Шпинделем управляет частотник (инвертор). У стройство умное-програмируется под различные двигатели (есть куча настроек типа: время раскручивания, время торможения, рабочее и пиковые напряжения и ток-инструкция на 100 листах).

#5
OFFLINE
3D-BiG
-

- Модератор
-
- 14 566 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 07 Июль 2008 - 15:04
настройки частотного преобразователя шпинделя зависят от производителя - у разных производителей ячейки могут быть отличаться - надо просто брать даташит на Ваш частотник и смотреть согласно этому описанию в каких ячейках частотника что прописано (вот думаю купить себе какой-нибудь частотничек килавата так на 2-2.5 и разобраться досконально с его программированием, а не как сейчас их понимаю - взял на складе конкретный и по конкретной карте прошивки от поставщика станков тупо загнать параметры...)
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#6
OFFLINE
_NEON_
-
- Пользователи+
-
- 132 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:г. Анапа
- Интересы:Компьютеры, роботы и много подобных электронных вещей!
-
Из:г. Анапа
Отправлено 07 Июль 2008 - 18:41
Шпиндель запускается автоматически, после запуска файла.... Станок управляется пультом RZNC-D5416-4[1].111(zhb275)...._NEON_, а шпиндель запускается в ручную или автоматически после запуска программы?
Программа управления станком NC-Studio?
Работаю только в программе ArtCam7 и Corel 12, 13.....
#7
OFFLINE
vv92
-
- Cтарожил
-
- 9 367 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 07 Июль 2008 - 19:55
Возможно кто то понажимал кнопочки на инверторе, но скорее всего у вас кривой постпроцессор, при окончании работы нет команды на выключение.
Для 3D-BIG, бери 2.2кВт, все чястотники с большей мощностью работают от 380В, три фазы (и с трехфазным входом стоят дороже).
Для 3D-BIG, бери 2.2кВт, все чястотники с большей мощностью работают от 380В, три фазы (и с трехфазным входом стоят дороже).
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#8
OFFLINE
3D-BiG
-
- Модератор
-
- 14 566 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 17 Июль 2008 - 15:21
_NEON_:
посмотрите последние 2-3 строки ваших файлов фрезеровки - если в них есть незакоментированная (т.е. активная) строка с текстом M05 (это команда останова шпинделя, только М-должна быть английская а не кириллическая!!!!) - тогда проблема со станком, если нет, то напишите такое завершение программы:
..... конец программы...
M05
M30
%
и проверьте - выключится или нет шпиндель - если выключится, то подправьте постпроцесор (или если боитесь сами - свяжитесь со мной - это делаю без проблем - например позавчера малевал постпроцессор под фрезер M-6 с поддержкой смены инструмента и автокалибровки - работает - куда ему деваться...)
Думаю дело в этом....
посмотрите последние 2-3 строки ваших файлов фрезеровки - если в них есть незакоментированная (т.е. активная) строка с текстом M05 (это команда останова шпинделя, только М-должна быть английская а не кириллическая!!!!) - тогда проблема со станком, если нет, то напишите такое завершение программы:
..... конец программы...
M05
M30
%
и проверьте - выключится или нет шпиндель - если выключится, то подправьте постпроцесор (или если боитесь сами - свяжитесь со мной - это делаю без проблем - например позавчера малевал постпроцессор под фрезер M-6 с поддержкой смены инструмента и автокалибровки - работает - куда ему деваться...)
Думаю дело в этом....
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#9
OFFLINE
_NEON_
-
- Пользователи+
-
- 132 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:г. Анапа
- Интересы:Компьютеры, роботы и много подобных электронных вещей!
-
Из:г. Анапа
Отправлено 18 Июль 2008 - 08:39
Привет!!! проверил... завершение работы есть в конце файла... пока (чтоб фрезу поменять) работаем с выключением станка, неудобно но...
#10
OFFLINE
3D-BiG
-
- Модератор
-
- 14 566 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 18 Июль 2008 - 11:00
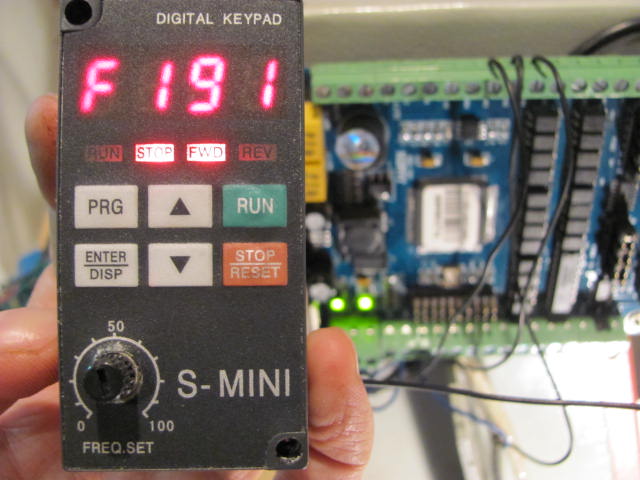
Тогда остается посмотреть как себя ведут сами сигналы идущие от платы управления до частотного преобразователя. Обычно на частотнике (видел только такие решения) замыкают вывод FWD (вращение по часовой стрелке) на вывод COM. Для этого на выключенном станке подключить к этим клемма вольтметр (напряжение не более 24 вольт, хотя и 12 может быть и 5 - в зависимости от конструкции) и посмотреть - проходят команды на включение и выключение или нет - это позволит решить кто конкретно виноват - частотник или плата.... (да и фотку частотника и марку его неплохо бы здесь разместить - тогда и доку будет проще поискать...)
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#11
OFFLINE
_NEON_
-
- Пользователи+
-
- 132 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:г. Анапа
- Интересы:Компьютеры, роботы и много подобных электронных вещей!
-
Из:г. Анапа
Отправлено 28 Август 2008 - 09:37
Дело было в пульте! Я разобрался! В настройках "System Parameter", Shpindel setup.... там всё по нулям было!
#12
OFFLINE
vv92
-
- Cтарожил
-
- 9 367 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 28 Август 2008 - 16:39
А как должно быть? И как регулируете скорость (можно ли с пульта)?
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#13
OFFLINE
_NEON_
-
- Пользователи+
-
- 132 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:г. Анапа
- Интересы:Компьютеры, роботы и много подобных электронных вещей!
-
Из:г. Анапа
Отправлено 29 Август 2008 - 19:43
Скорость шпинделя задаю в арткаме, станок понимает эти команды..... 
#14
OFFLINE
woodman
-

- Пользователи+
-
- 53 сообщений
Студент
- Пол:Мужчина
- Город:Челябинск
Отправлено 02 Сентябрь 2008 - 16:28
напиши подробно какие параметры ты внес в Spindel Setup, у меня точно такаяже проблемаДело было в пульте! Я разобрался! В настройках "System Parameter", Shpindel setup.... там всё по нулям было!
и каким постпроцессором пользуешся?
Mecanumeric MecaSIGN MS153 Precix 5100 RK 203 ShopBot Type3 ArtCAM
RhinoCAM InventorHSM Fusion360 Mach3
#15
OFFLINE
_NEON_
-
- Пользователи+
-
- 132 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:г. Анапа
- Интересы:Компьютеры, роботы и много подобных электронных вещей!
-
Из:г. Анапа
Отправлено 03 Сентябрь 2008 - 20:14
Меню -напиши подробно какие параметры ты внес в Spindel Setup, у меня точно такаяже проблема
и каким постпроцессором пользуешся?
System main -
жмём OK -
Systrm Parametr -
Spindle Setup -
жмём OK -
Input Control -
Line Number (ставим 1) -
жмём OK -
input State Number (ставим 2) -
жмём OK -
input the - 0 Speed grade (ставим 1)-
Жмём OK.
По крайней мере у меня так, удачи в настройке!
Сообщение отредактировал _NEON_: 03 Сентябрь 2008 - 20:15
#16
OFFLINE
sergei007
-

- Опытный
-
- 81 сообщений
Студент
- Пол:Мужчина
- Город:Алматы
Отправлено 08 Сентябрь 2008 - 15:27
Здраствуйте недавно приобрел китайский фрезер но с ним пришол ноль документации а мне нужно подравить параметры инвектора может кто поможет с руководством по настройкам от производителя добиться ничего не могу частотник китайский Rituo могу поделиться руководством на Simens и Delixi. Спасибо!
#17
OFFLINE
woodman
-
- Пользователи+
-
- 53 сообщений
Студент
- Пол:Мужчина
- Город:Челябинск
Отправлено 08 Сентябрь 2008 - 15:32
sergei007
а какие пораметры надо подправить?
а какие пораметры надо подправить?
Mecanumeric MecaSIGN MS153 Precix 5100 RK 203 ShopBot Type3 ArtCAM
RhinoCAM InventorHSM Fusion360 Mach3
#18
OFFLINE
sergei007
-
- Опытный
-
- 81 сообщений
Студент
- Пол:Мужчина
- Город:Алматы
Отправлено 19 Сентябрь 2008 - 20:36
доброго времени Суток ! прежде всего хотелось бы перевести инвектор на аналоговое управление частотой так как три доступные ступени скорости меня не устраивают мне нужен более широкий диапазон частоты вращения шпинделя также хотелось бы сократить время пуска и торможения да и вообще когда есть руководство спокойней на душе что завтра если что можно вернуть настройки такая техника по опыту общения с ней иногда даёт сбои а китайская тем более.
#19
OFFLINE
Tol66
-

- Пользователи
-
- 3 сообщений
Абитуриент
-
Из:ЕКБ
Отправлено 29 Март 2012 - 00:39
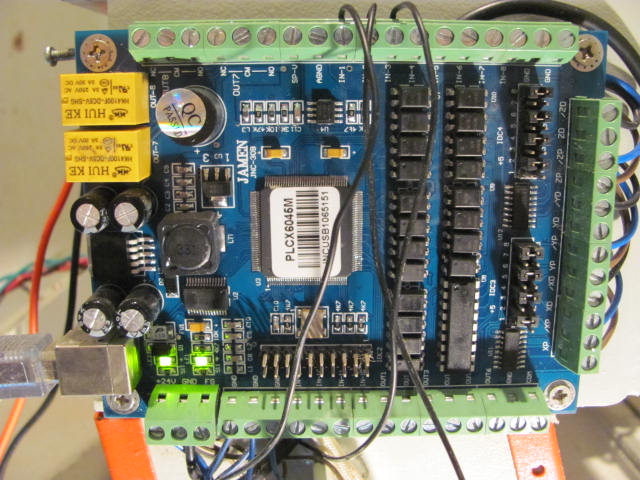
Проблема такова, имееться Sicono SC2518D, работает все отлично, но одно смущает после окончания УП шпиндель не выключается, запуск вручную, позвонил в тех. под. где брали его, ответ- программное отключение не предусмотрено на нем, ответили, только в ручную с помощью пульта с боку. Можно ли что нить сделать? Управление МАШ3, в комплекте инструкция к "JaMen JNC-30 Manual" (большая загрузить не могу сюда), может чем то поможет, все "перетыкал" - перечитал. Реально что нибудь сделать или нет? 

#20
OFFLINE
Rom359
-
- Пользователи+
-
- 32 сообщений
Студент
- Пол:Мужчина
- Город:Сыктывкар
-
Из:Сыктывкар
Отправлено 25 Февраль 2016 - 11:05
В арткам делаю программу фрезеровки и в конце программы фрезеровки шпиндель не выключается. вручную знаю как, но хотелось бы автоматом.
Темы с аналогичным тегами шпиндель не отключается, вращение шпинделя




Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных

