Остается только попросить помощи у кого-нибудь грамотного(в отличии от меня
 ) из Санкт-Петербурга... Помогите люди добрые(не за спасибо конечно
) из Санкт-Петербурга... Помогите люди добрые(не за спасибо конечно  )
)


Абитуриент

Отправлено 12 Ноябрь 2012 - 20:41
) из Санкт-Петербурга... Помогите люди добрые(не за спасибо конечно )
Студент
Отправлено 13 Январь 2013 - 03:37


Кот CNC

Отправлено 13 Январь 2013 - 08:30
Все замечания и нравоучения носят исключительно юмористический характер.Ни коим образом не затрагивают честь и достоинство собеседника облезлого Кота с форточки.
Кто людям помогает - тот тратит время зря.
Хорошими делами прославиться нельзя.
Студент
Отправлено 13 Январь 2013 - 13:51
Студент
Отправлено 13 Январь 2013 - 16:19
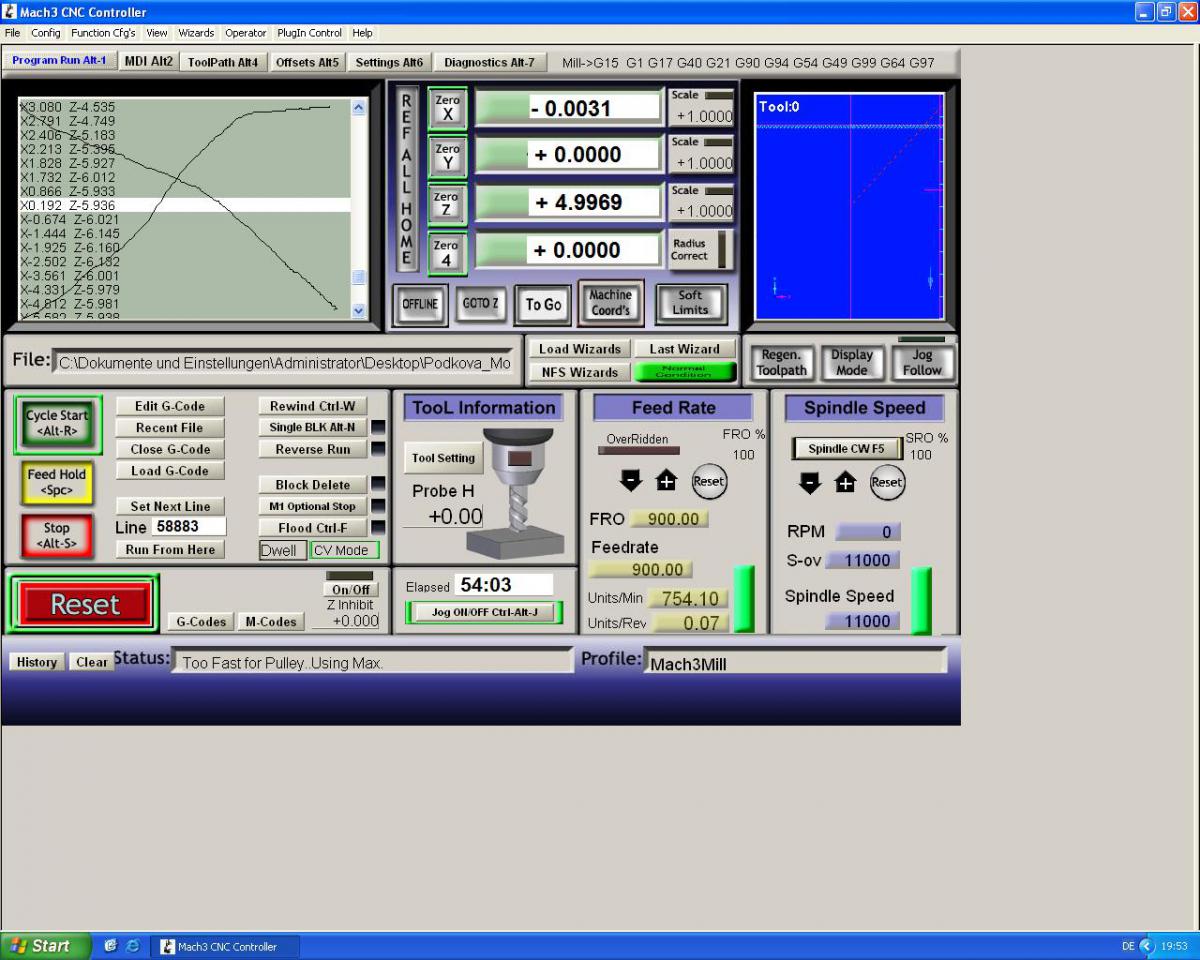
Пропуск шагов (сбой координат) скорее всего или из за слишком высоких скоростей и ускорений (обычно оставляют ощутимый запас для надежности), или из за помех (например при работе шпинделя), особенно если неправильно организована гальваническая развязка между компьютером и платой управления станка, или из за медленной опторазвязки, если она сделана на оптронах pc-817, а частота step выше 10-15 кГц, или из за резонансных вибраций, особенно если драйвер работает в режиме шага или полушага, или из за недостаточной мощности блока питания, или из за недостаточной емкости в выходном каскаде блока питания, или из за люфтов в механике (при резких изменениях направления движения могут быть небольшие удары и мотор может пропустить шаги).
То что станок остановился не по нулям - особой роли не играет, скорее всего размер шага не позволяет попасть точно в нужную координату.
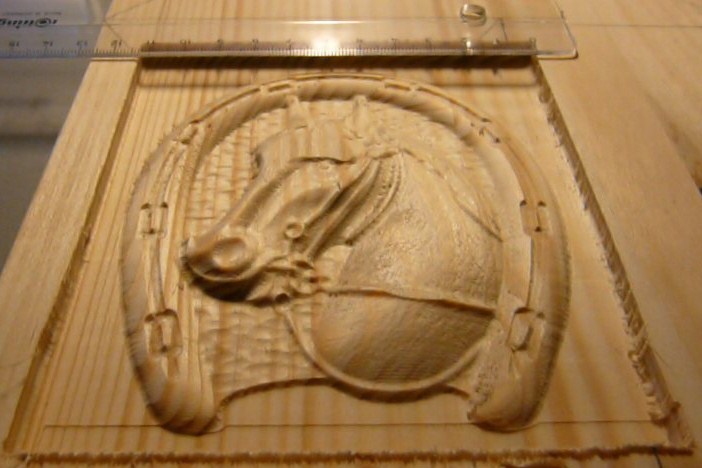
Размер в 123 x 113 при поле в 120 x 110 по той простой причине, что черновую вы обрабатывали шаровой фрезой и она срезала 1,5 мм лишнего своей стенкой т.к. имеет радиус 1,5 мм.
Фреза ходила по воздуху потому что неправильно настроен был ноль по Z, или опять же потеря шагов по Z, или стол кривой, или заготовка плоха закреплена, или при подготовке УП допущена ошибка и рельеф действительно выходит за габариты заготовки.
Студент
Отправлено 13 Январь 2013 - 16:51
 , а еще лучше молиться или плясать с бубном
, а еще лучше молиться или плясать с бубном  .
.Сообщение отредактировал Michael Yurov: 13 Январь 2013 - 16:52
Студент
Отправлено 13 Январь 2013 - 17:51
Пропуск шагов,сверло хохшвайне,полный ахтунг,механико-электрический капут и алес не гуд+происки китайских экстремистов.(шутка).
Проблемы механики и электроники.Возможно вместе,возможно отдельно.Фото станка бы посмотреть... Ну и сразу можете проверять провода,механику(на предмет подклинивания и люфтов).
А ещё лучше просите кого-то из спецов помочь удалённо(скайп чудеса творит).





Опасаться нужно подергиваний там, где движение должно быть равномерным, часто это происходит по причине неравномерности импульсов, что в свою очередь может привести к срывам и пропускам.
Вообще, обычно во время обработки на компьютер с Mach3 стараются даже не дышать, а если и смотреть, то так чтобы не сглазить
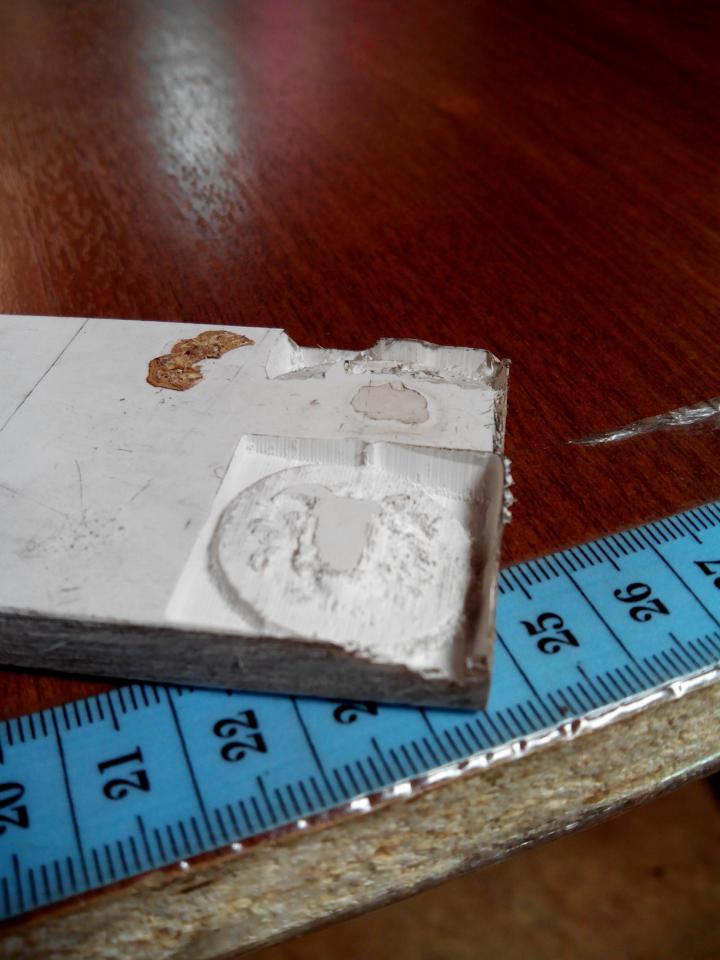
Про щуп не очень понятно, как вы его используете, но если, как контактную пластину, то обязательно нужно задать в скринсете или макросе поиска нуля толщину этой пластины.
И автомобильный щуп обычно изготовлен из стали, что может быть опасно для фрезы, лучше что-то помягче, например, медь. Либо - наклоняемую или подпружиненную контактную пластину.
Фото "Нулевика" 
Студент
Отправлено 13 Январь 2013 - 18:40
Абитуриент
Отправлено 22 Январь 2013 - 22:49
Абитуриент
Отправлено 20 Февраль 2013 - 02:30
Бакалавр CNC
Отправлено 01 Март 2013 - 15:47
Студент
Отправлено 01 Март 2013 - 18:19
Бакалавр CNC

Отправлено 01 Март 2013 - 19:47
Есть такое дело у меня с PowerMill так было.по умолчанию стояли установки холостых перемещений 3000мм/мин. и станок терял шаги.Может програма написанная АртКамом имеет приоритет установки лимита скорости?
Бакалавр CNC
Отправлено 01 Март 2013 - 22:30
Сообщение отредактировал К@лян: 01 Март 2013 - 22:33
Абитуриент
Отправлено 12 Ноябрь 2015 - 17:26

Абсолем CNC:)

Отправлено 12 Ноябрь 2015 - 17:31
А что написано в УП?
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
Абитуриент
Отправлено 12 Ноябрь 2015 - 17:45
Гуру CNC

Отправлено 12 Ноябрь 2015 - 18:21
На форуме есть несколько тем про смещение Z на разных системах, здесь самая большая, посмотрите...
Абсолем CNC:)
Отправлено 12 Ноябрь 2015 - 18:44
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
0 пользователей, 0 гостей, 0 анонимных


Community Forum Software by IP.Board Русификация от IBResource
Лицензия зарегистрирована на: Мир CNC

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}