Ура, победил! выставил значение компенсации 0.2
Очень доволен. Надеюсь мой опыт кому то будет полезен.


Студент

Отправлено 27 Ноябрь 2015 - 20:05
Ура, победил! выставил значение компенсации 0.2
Очень доволен. Надеюсь мой опыт кому то будет полезен.
Абитуриент
Отправлено 11 Февраль 2016 - 22:51
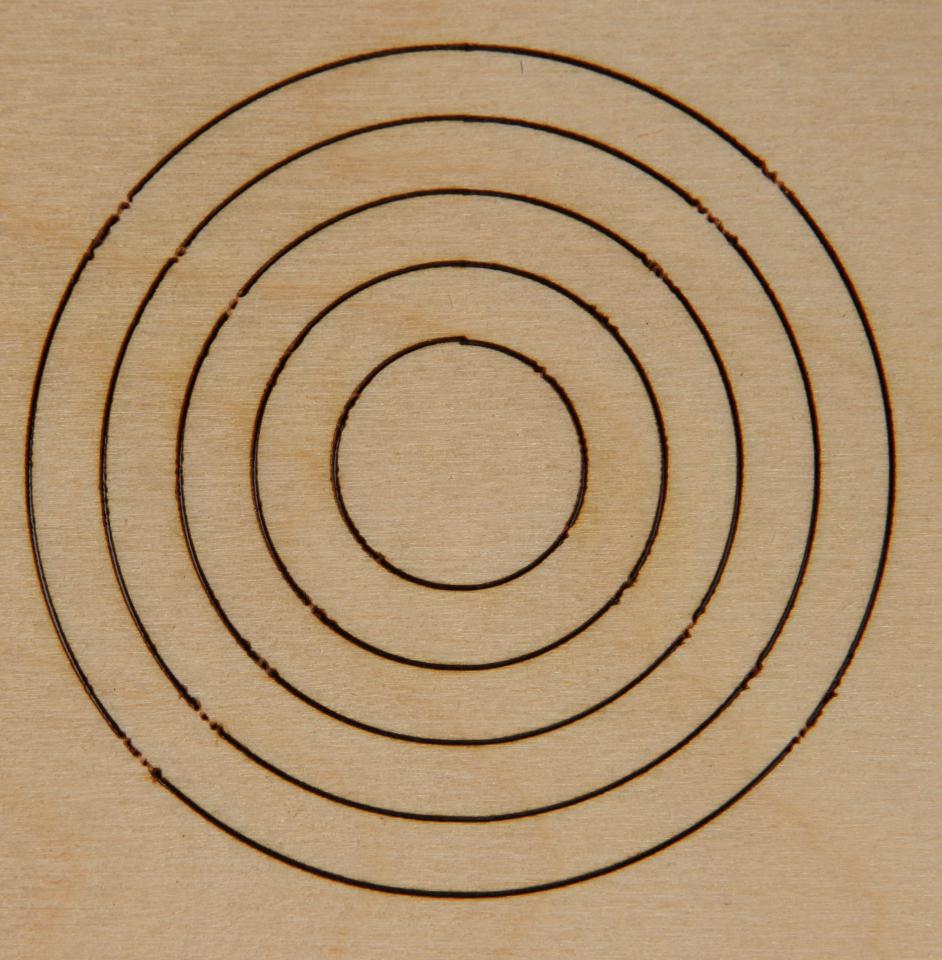
Луч делает пробелы в одних и тех же точках по окружности, независимо от радиуса.Ремни подтягивали,юстировку проверяли.
Абсолем CNC:)

Отправлено 11 Февраль 2016 - 23:07
Судя по маленькой окружности люфт присутствует.
А вот что по поводу пробелов - Вы оси XY нарисуйте.
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
Абитуриент
Отправлено 12 Февраль 2016 - 20:53
Спасибо.Разобрался.Отключил компрессор,вентилятор,чиллер,запустил в холостую резку и услышал как дребежит первое от трубки зеркало))
Абитуриент
Отправлено 13 Февраль 2016 - 15:02
Добрый день!



Сообщение отредактировал Admin: 13 Февраль 2016 - 20:32
перенесено
Бакалавр CNC
Отправлено 13 Февраль 2016 - 19:52
боюсь, как бы не запинали меня специалисты, ибо не специалист я, но предположение есть...
такая хрень (дизерингом, по-моему, называется) была замечена при перетянутом ведущем ремне по оси Х. Лечится, соответственно, ослаблением ремня.
еще предполагаю, что при убитой каретке такое может произойти.
Обратите внимание, у вас только при движении по одной оси это происходит, а когда эта ось неподвижна (или медленно движется) косяк пропадает. Просто непонятно, как деталь в станке лежала, соответственно непонятно, какая из осей косячит.
при снижении скорости резки проблема должна уменьшиться или пропасть.
P.s. но это никак не объясняет пропадание проблемы при использовании файлов, созданных прямо в Лазер-кат.
может у вас в кореловских файлах слишком много узлов и станок соответственно рывками от узла к узлу режет?
Сообщение отредактировал Яша81: 13 Февраль 2016 - 19:56
Студент

Отправлено 15 Февраль 2016 - 13:20
боюсь, как бы не запинали меня специалисты, ибо не специалист я, но предположение есть...
такая хрень (дизерингом, по-моему, называется) была замечена при перетянутом ведущем ремне по оси Х. Лечится, соответственно, ослаблением ремня.
еще предполагаю, что при убитой каретке такое может произойти.
Обратите внимание, у вас только при движении по одной оси это происходит, а когда эта ось неподвижна (или медленно движется) косяк пропадает. Просто непонятно, как деталь в станке лежала, соответственно непонятно, какая из осей косячит.
при снижении скорости резки проблема должна уменьшиться или пропасть.
P.s. но это никак не объясняет пропадание проблемы при использовании файлов, созданных прямо в Лазер-кат.
может у вас в кореловских файлах слишком много узлов и станок соответственно рывками от узла к узлу режет?
Собственно верно - либо ремень ни в пи.... , либо каретка. Но каретка редко когда выходит, а ремни портятся чаще или перетянуты.
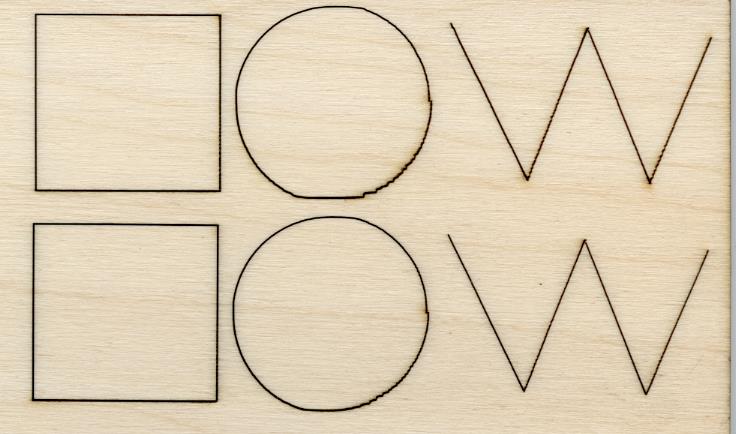
У меня есть тест свой - рисую в Лазеркате квадрат, круг, и три-пять наклонных линий под углом в 45 градусов, запускаю на выполнение, и смотрю особенно наклонные линии. Если на них волнистые линии, то ремни ослабляем или натягиваем. Чаще на Раббитах по Х ремень нужно подтянуть.
Абитуриент
Отправлено 22 Сентябрь 2016 - 15:00
Добрый день!
Нужна консультация по настройке LaserCut 5.3.
В какой-то момент пропало замедление скорости при резке углов. Раньше на подходе к углу скорость значительно снижалась и угол проходился на малой скорости. Сейчас все режется на одной скорости и в углах рез получается волнообразный. При установке рабочей скорости 10 и Quick Speed=10 тряска пропадает.

Сообщение отредактировал rino_rino: 22 Сентябрь 2016 - 17:33
Студент

Отправлено 03 Октябрь 2016 - 08:01
Здравствуйте. У меня такая же проблема!
LaserCut 5.3, станок Rabbit 1290SC (новый). С самого начала гравировка шла отлично, а вот рез cразу шёл волнистой линией.
При снижении скорости реза до 10 волна уходит. Но так медленно невозможно работать!
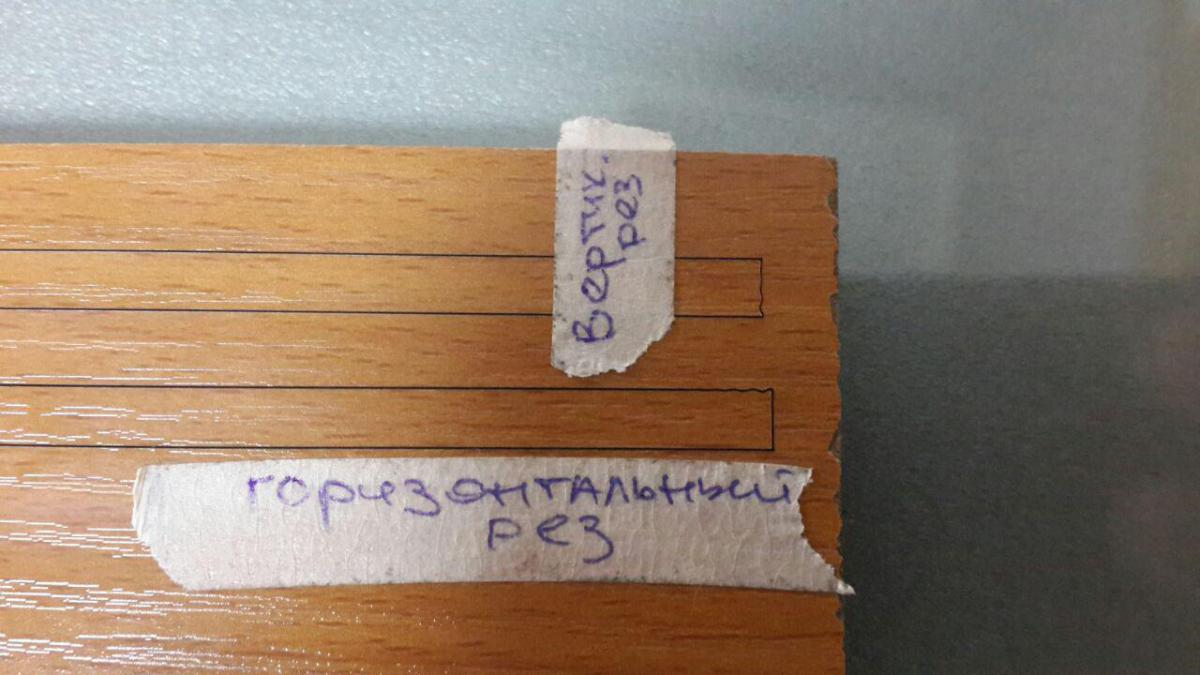
*Смотрите приложенное фото.
Сделал прямой рез вертикально и горизонтально. Горизонтальный рез по оси Х в местах после прохода углов становится волнистым.
Я не нашёл настройку по уменьшению скорости приближения к углам. Вернее нашёл, вроде бы, но она, почему-то вообще никак не сказалась на работе станка.
Что я не так делаю?
Как поступить? Писали, что нужно ослабить ремень по оси Х? Какие могут возникнуть с этим сложности? Могу ли я что-нибудь сорвать по-неопытности, испоритть или не суметь установить правильный натяг. Как понять, что он правильный?
Буду ОЧЕНЬ благодарен за совет! Очень жду. Спасибо.

Абсолем CNC:)

Отправлено 03 Октябрь 2016 - 09:32
Смазать лазер, проверить натяжку ремней... Если станок с большим полем и с тугой механикой, то эти переколебания убираются проблемно...
P.S. Уже в третьей теме ваш оффтоп... Ай-яй-яй!!!!
Студент
Отправлено 03 Октябрь 2016 - 20:17
Студент

Отправлено 06 Октябрь 2016 - 23:14
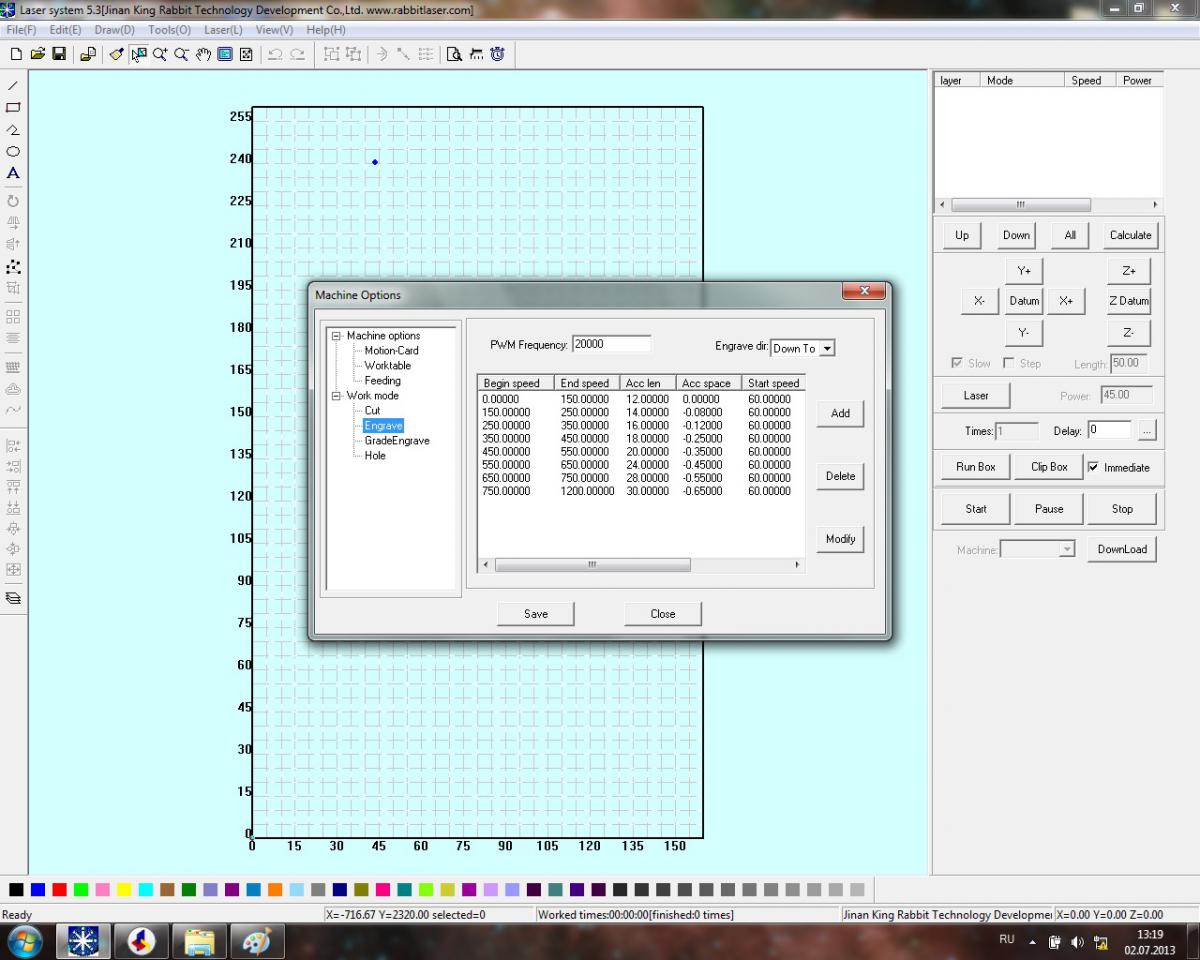
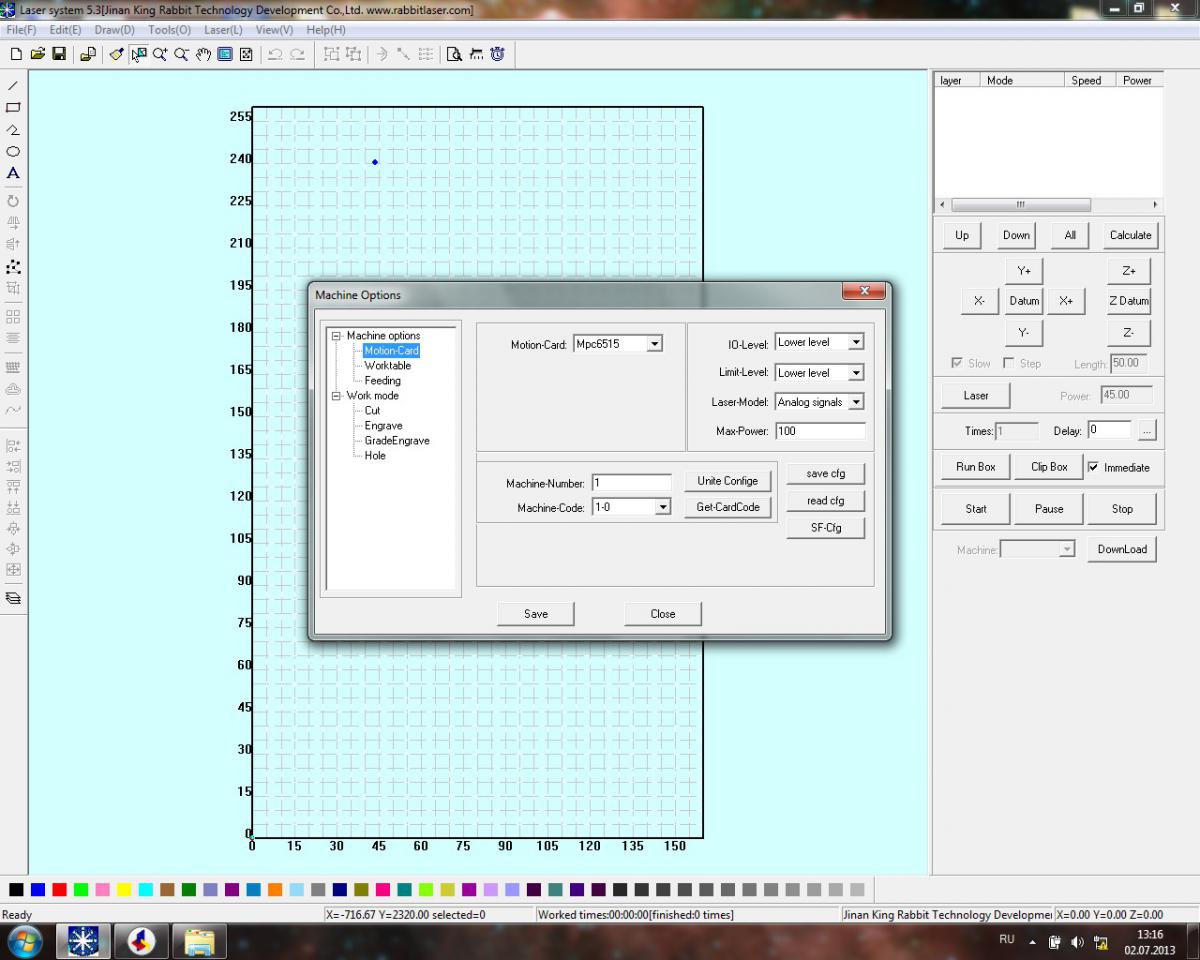
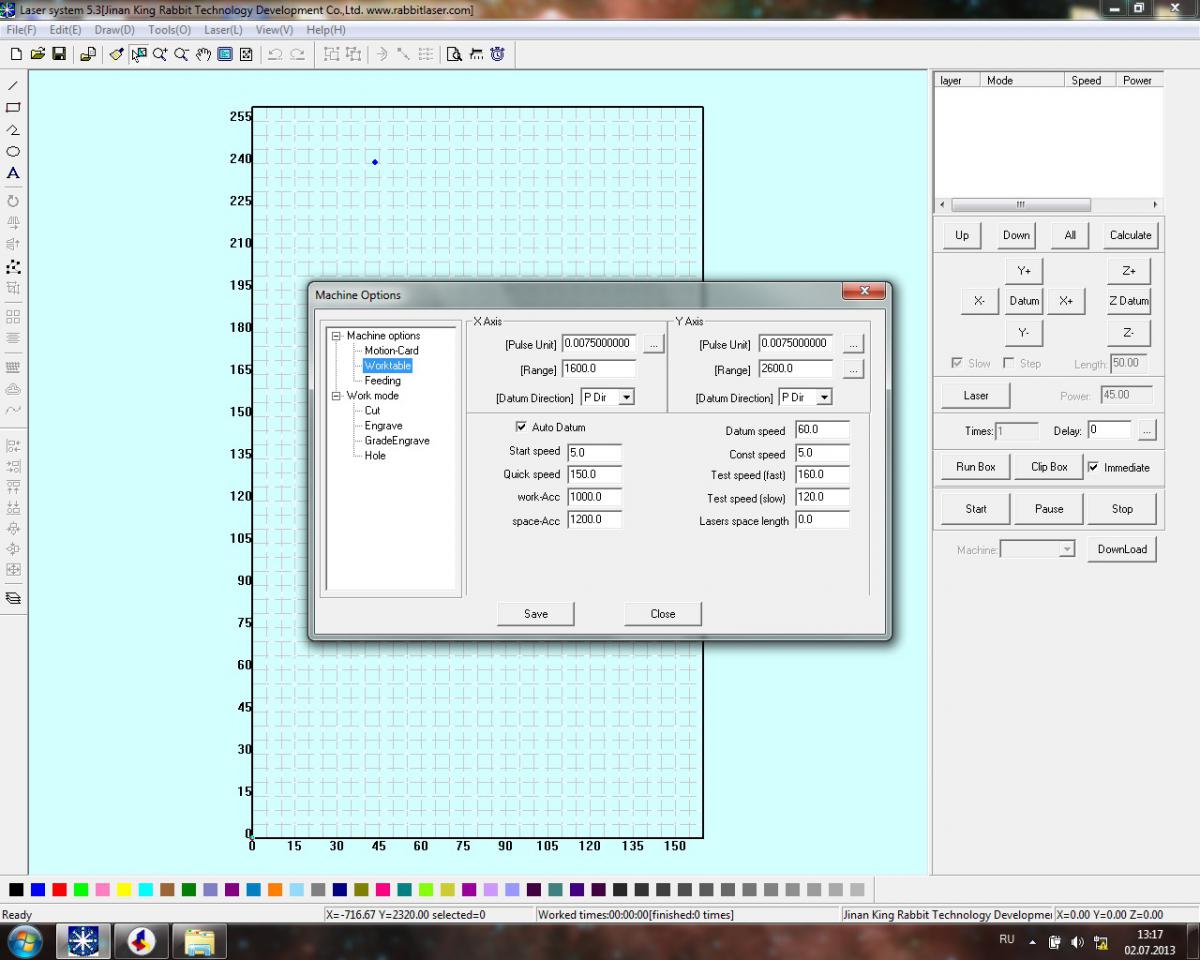
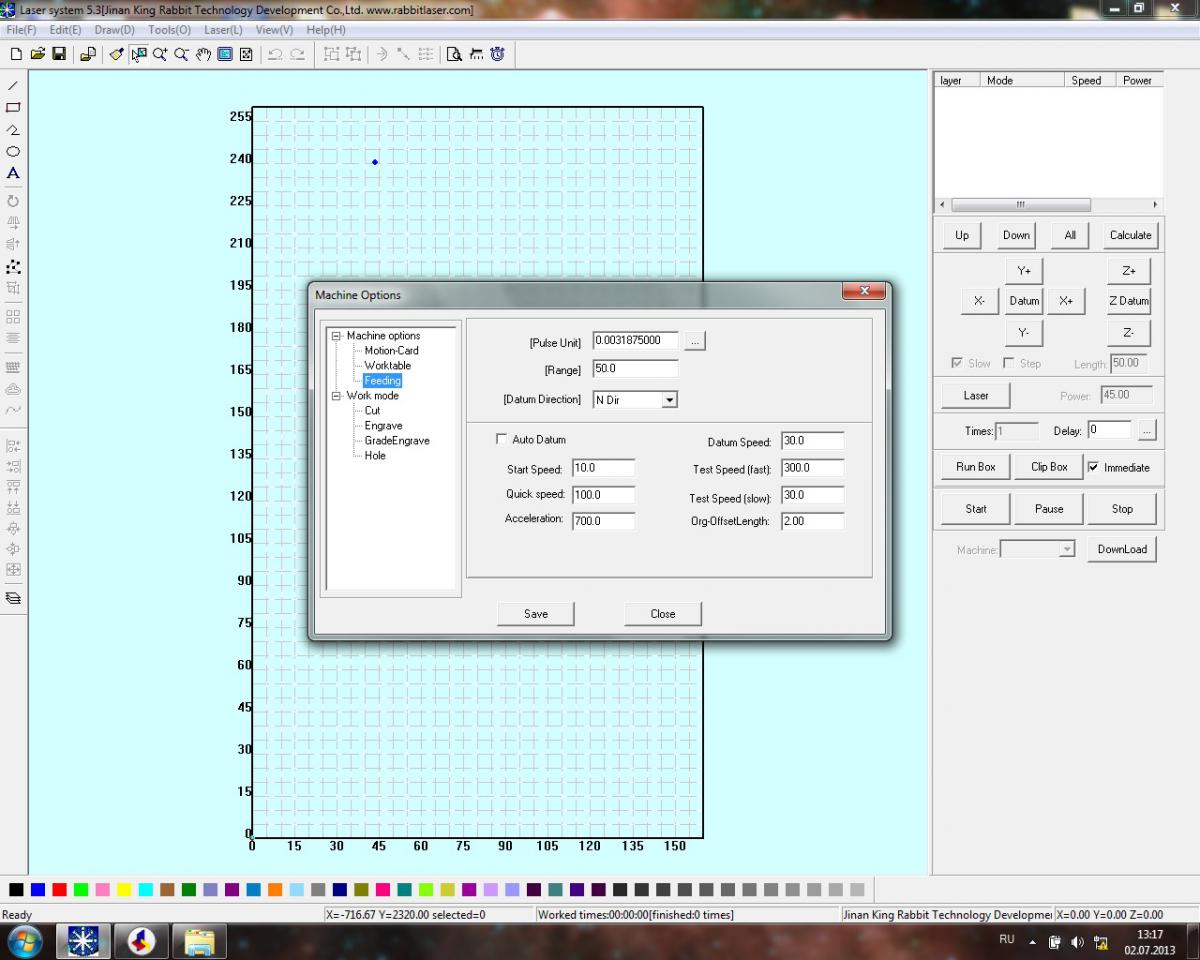
WWS, лучше выложите скриншоты с параметрами которые забиты на вашем станке и тогда уже все дружно попробуем разобраться.Исправлять недочет надо осознанно,да и людям читающим форум может пригодится такая информация .
А скриншоты такого плана требуются:
1.Из меню user (считать параметры read)
Скрытый текст2.из меню file->vendor setting (пароль rd8888)(считать параметры read)
Скрытый текст
Господа, а нет ли у кого параметров скоростей, ускорений и пр. с нормально функционирующего станка на RDC6332G?
Студент
Отправлено 07 Ноябрь 2016 - 18:54
При гравировке заметил, что ремень по оси Х движется с колебаниями. Не пойму, как такое возможно: то ли ремень как-то не так натянут, то ли узел вращения ремня (подшипник?) кривой.
Прилагаю видео, посмотрите, что не в порядке на Ваш взгляд?
https://yadi.sk/i/W2oSwMUKyDNty
Может ли это быть причиной этих волнистых линий при раскрое на скорости выше 10-ти ? Как раз по оси Х! Но как это исправить?
Звук, кстати, таким скрипящим и должен быть или нужно как-то смазать? Если да, то как? Не обливать же его смазкой полностью? А тавотницы я там не увидел.
Жду помощь. Спасибо.
Сообщение отредактировал YADA: 07 Ноябрь 2016 - 18:55
Абсолем CNC:)
Отправлено 07 Ноябрь 2016 - 21:34
Обычный скрипичный эффект при движении длинного привода каретки с большим сопротивлением трогания и меньшим сопротивлением качения, наложенной на собственную частоту колебаний... Вот за это и НЕ люблю слайдерные системы, а предпочитаю Юминговские на блок-подшипниках, ибо в них меньшее сопротивление, и они позволяют выбирать люфты... Поэтому им такой скрипичный эффект меньше сказывается....
Лечится совокупной игрой жидкой смазки рельса и натяжки ремней, как приводного, так и в редукторе, ну и проверить легкость вращения в подшипниках...
Это больше влияет на волны на гравированных плашках, а на резку мало влияет, тот косяк по резки я описывал как лечить, открытым ответом на ваше письмо в личку...
Звуки вроде Не фатальны...
Поливать маслом весь станок не стоит, и даже топить в чане с маслом тоже - расход масла большой, да и загореться оно, собака, может... Мажьте рельс перед кареткой, протаскивайте каретку по смазке, далее с другой стороны и опять протаскивайте, и так пару тройку раз, но если очень хочется тавотницу, то найдите чертеж вашего слайдера и посмотрите на чертеже, где ставится тавотница ( сейчас заткнуты эти оба места болтиками покраям слева и справа), выпишите из Китая этих тавотниц и вкрутите ее, купите спецшприц под конус этой тавотницы и закачивайте шприцом смазку ( это если в полный рост и все по-взрослому), хотя можно воткнуть туда трубочку от подходящего стержня, через которую и заливать жидкую смазку обычным шприцом, а затем затыкать чопиком/колпачком отверстие... Но в обоих случаях излишки смазки будут капать на рабочий стол и рабочий материал... Выбор за вами - любой из трех приведенных вариантов имеет право на "жизь"...
Типы смазки уже описывал именно вам в предыдущих постах...
P.S. вот уже почти полный курс по телепатическому запуску станка и начитан, который в лучшем случае, прочитаете только вы, и те, кто уже это все знает... Через неделю-другую опять будет кто-то долбиться с такими же вопросами: "хелп!!!! мне читать некогда, а бизнес стоит!!!!" Все у нас писатели - с читателями напряженка... Вон сегодня подобный цирк по запуску какого-то безродного хлипкого фрезера с "точностью аж 0.05мм" на Крессовском шпинделе..., Но там хоть по поводку определения таксидермии хорошо сказал, аж улыбнуло... Ну реально халява-сервис всего китайского ржна...
Сообщение отредактировал 3D-BiG: 09 Ноябрь 2016 - 08:39
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
Студент
Отправлено 09 Ноябрь 2016 - 05:34
Благодарю за ответ. Будем пробовать. Отпишусь.
Абитуриент
Отправлено 01 Август 2018 - 14:40
Студент
Отправлено 23 Ноябрь 2018 - 00:42
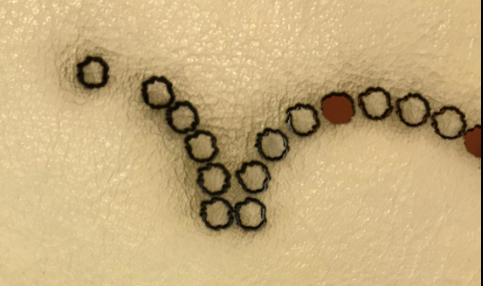
Плохая резка - лесенкой.
Помогите, пожалуйста, разобраться в причине такой резки. Регулировка ремней не помогла. Картинка прикреплена.
Здравствуйте!
Скорее всего клинит двигатель.
Абитуриент
Отправлено 16 Декабрь 2020 - 23:35
Привет, коллеги!)
Такая у меня беда:
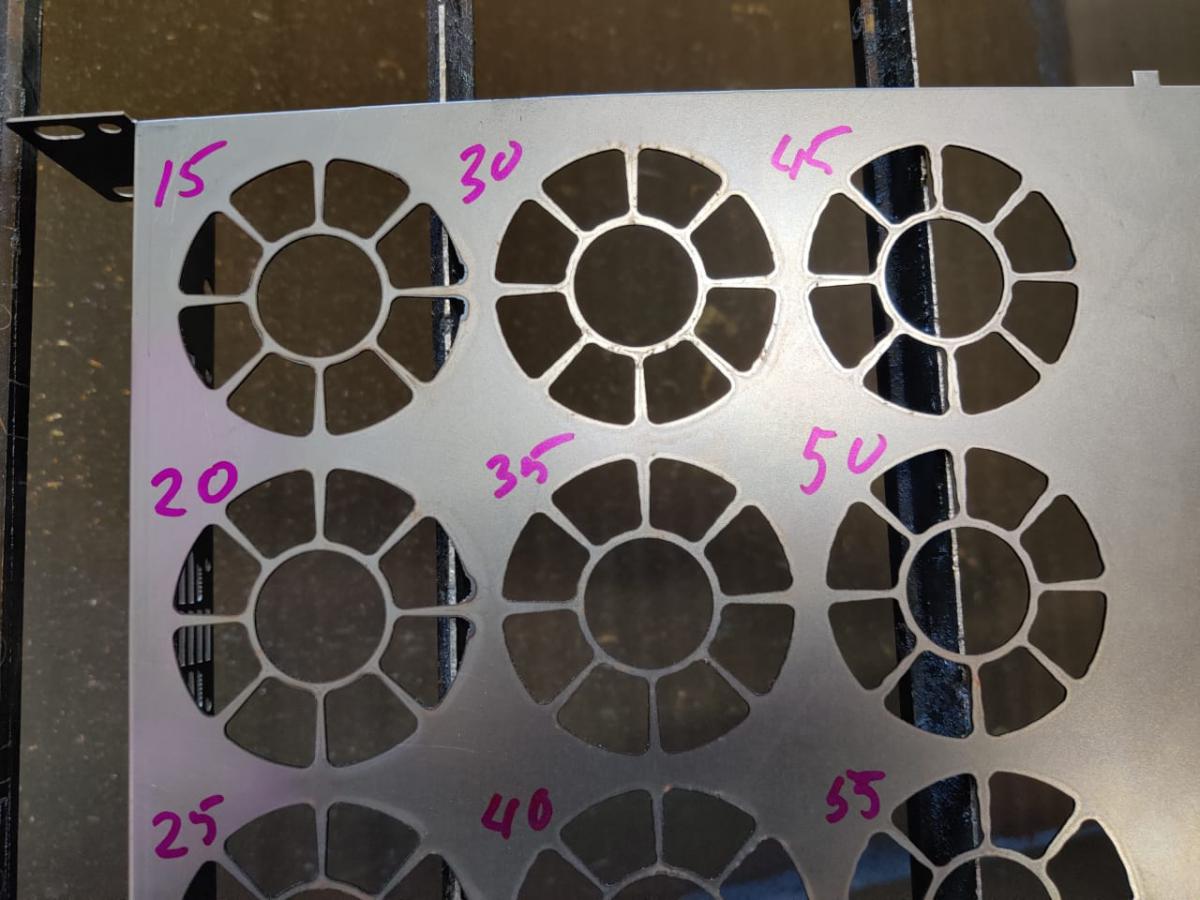
Имеется китайский портальный CO2 лазер Dahan L2 1325, мощностью 320W. Режем металл 3ий год как. И вот сначала не так бросалось в глаза, но рез на малых размерах кривых стал волнистый. Во вложении я прикрепил фотки.
Что я уже делал:
Подтянул ремни по X и по Y, проверил крепление зеркал и их кронштейны - все жёстко, линза новая, тоже не болтается, голова пересобрана, закреплена жёстко, уменьшал ускорение, уменьшал скорость реза, смазал все хорошо, проверил по уровню ли станок (да)...
Отдельно скажу что файл раньше использовали этот же, тестили на другом лазере, там все хорошо. Также пробовал резать его как в LaserCut, так и в RDWorks - результат волны(
Что мне еще проверить? На что обратить внимание?


Сообщение отредактировал Admin: 17 Декабрь 2020 - 07:31
Перенесено
Абитуриент
Отправлено 07 Апрель 2021 - 13:20
Приветствую!
После обновления комплектов зеркал и линз на лазере Юминг CMA 1390-T, рез стал волнообразной линией (вместо прямой). Фото вложил.
Впервые сталкиваюсь с такой проблемой (за ~10 лет работы станка).
Опытом и знаниями типичной настройкой тракта луча имею (трубка-система зеркал-линза-рабочий стол).
Подскажите, куда копать?
Спасибо
Сообщение отредактировал Admin: 07 Апрель 2021 - 13:50
Перенесено
Абсолем CNC:)
Отправлено 07 Апрель 2021 - 13:37
Случаем линза не слабо зажата, и может болтаться?
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
0 пользователей, 1 гостей, 0 анонимных


Community Forum Software by IP.Board Русификация от IBResource
Лицензия зарегистрирована на: Мир CNC


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}