
Самодельный агрегат 500x500. Одна ось на 16-ых валах. понятно что жёсткости нет. Задумался о переделке на рельсы. Вопрос вот в чём - судя по информации MGH12 выдерживает до 200кг на одну каратетку. А на оси их 4 штуки, это 800кг.. Тем не менее народ даже на китайские 1318 ставит 15 и 20. Хотя в теории бы и 9-го рельса хватило? В чём прикол? я чего то не учитываю/не допонимаю?

Сообщений в теме: 11
#1
 OFFLINE
OFFLINE
Argus
-
- Пользователи+
-

- 5 сообщений
Абитуриент
- Пол:Мужчина
-
Из:москва
Отправлено 16 Октябрь 2025 - 19:47
#2
OFFLINE
3D-BiG
-

- Модератор
-
- 14 719 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 16 Октябрь 2025 - 21:36
Чаще всего нет смысла держать лишние мелкие складские позиции...
Сообщение отредактировал 3D-BiG: 16 Октябрь 2025 - 21:36
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#3
OFFLINE
nklw
-

- Опытный
-
- 897 сообщений
Доктор CNC
- Пол:Мужчина
-
Из:Новосибирск
Отправлено 17 Октябрь 2025 - 21:57
Тем не менее народ даже на китайские 1318 ставит 15 и 20. Хотя в теории бы и 9-го рельса хватило? В чём прикол?
Двадцатый рельс круче.
)
#4
OFFLINE
Dark Knight
-
- Опытный
-
- 1 316 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Сафоново
Отправлено 17 Октябрь 2025 - 22:46
В чём прикол?
Прикол в том, что у этого станка нет жесткости.
Вы туда хоть 25е поставьте, от этого он лучше работать не будет.
Это все равно что на савинснейм (очумельцы) начали поддержки ставить и говорят - это круто.
#5
OFFLINE
3D-BiG
-
- Модератор
-
- 14 719 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 17 Октябрь 2025 - 23:20
Двадцатый рельс круче.
Тридцатый - еще круче, а еще круче не на шариках ,а на роликовых слайдерах.... 
Это если мериться рельсами на тему, кто знает толще и длиннее... 
Сообщение отредактировал 3D-BiG: 17 Октябрь 2025 - 23:21
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#6
OFFLINE
Argus
-
- Пользователи+
-
- 5 сообщений
Абитуриент
- Пол:Мужчина
-
Из:москва
Отправлено 19 Октябрь 2025 - 20:45
В общем ясно что ничего не ясно. Наверное по этому ставят с запасом ибо нет понимания. У меня его тоже не появилось.
#7
OFFLINE
lkbyysq
-

- Cтарожил
-
- 10 148 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 19 Октябрь 2025 - 21:12
Вам важно, чтобы вероятность попадания в микрон с первого раза была не менее 0.95?
Или Вам достаточно попадания в десятку?
Если Вас устраивает попадание в миллиметр с первого раза с вероятностью 1, то оставьте круглые рельсы, а оператора научить туда попадать не составит труда.
Если есть мозг и время, то в сотку попасть можно и на круглых рельсах.
Если нет мозга, но есть деньги, то ставить надо много железа и роликовые направляйки. Тогда вероятность попадания в сотку с первого раза практически не будет зависеть от оператора, а будет зависеть только от наладчика и программиста.
К слову.
Режимы работы фрез производители приводят для "идеальных" станков, т.е. больших, тяжелых, несминаемых, невибрирующих и т.д.
Или Вам достаточно попадания в десятку?
Если Вас устраивает попадание в миллиметр с первого раза с вероятностью 1, то оставьте круглые рельсы, а оператора научить туда попадать не составит труда.
Если есть мозг и время, то в сотку попасть можно и на круглых рельсах.
Если нет мозга, но есть деньги, то ставить надо много железа и роликовые направляйки. Тогда вероятность попадания в сотку с первого раза практически не будет зависеть от оператора, а будет зависеть только от наладчика и программиста.
К слову.
Режимы работы фрез производители приводят для "идеальных" станков, т.е. больших, тяжелых, несминаемых, невибрирующих и т.д.
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#8
OFFLINE
nklw
-
- Опытный
-
- 897 сообщений
Доктор CNC
- Пол:Мужчина
-
Из:Новосибирск
Отправлено 19 Октябрь 2025 - 22:03
В общем ясно что ничего не ясно. Наверное по этому ставят с запасом ибо нет понимания. У меня его тоже не появилось.
Да хрен с ним, с пониманием. Достаточно предчувствия.)
Меж двух толстых рельсов легче организовать передачу, например, ШВП? легче.
Устанавливать толстые рельсы на толстые болты, сверля и нарезая резьбу для них - легче? Тоже легче.
Уже достаточно.
Кроме того, жутко закаленый рельс в самодеятельной конструкции - неплохое ребро жесткости того же портала; соответственно, чем ребро толще, тем жестче.
На скручивании портала, правда, так себе эти ребра работают, а вот на изгиб вполне. Больше железа, меньше трясучки.
У толстого рельса больше вероятность подклинивания при хреновой сборке станка, но: разбираясь в причинах подклинивания и устраняя их, приобретете какие-нибудь полезные навыки (наверно). Тоже плюс.
Ставьте двадцатку и не парьтесь.
#9
OFFLINE
lkbyysq
-
- Cтарожил
-
- 10 148 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 19 Октябрь 2025 - 22:55
Не-не.
Выводы верные, но принципиально не верны рассуждения.
"Закалка" и "жесткость" - несвязанные вещи.
Вот что говорит про закалку Алиса.
"Основная цель закалки — увеличение твёрдости и износостойкости, рост предела прочности и упругости, снижение вероятности образования трещин в процессе производства, улучшение магнитных свойств и расширение областей применения."
Акцентирую: рост ПРЕДЕЛА прочности. Т.е. суть - повышение гибкости без разрушения, согнуть можно сильнее, оно потом восстановится.
Нам же нужно чтобы вообще не гнулось.
А "жёсткость" - это способность сопротивляться нагрузке, не гнуться. А это от материала зависит и от его, грубо, количества.
Сталь в том же количестве жёстче алюминия.
Камень жёстче стали.
Станок в тонну весом жестче станка в сто кг из того же материала.
И второе.
Изменение жесткости при изменении материала или его количества происходит во всех направлениях, что изгиб, что кручение. И там и там модуль юнга и момент инерции сечения.
Выводы верные, но принципиально не верны рассуждения.
"Закалка" и "жесткость" - несвязанные вещи.
Вот что говорит про закалку Алиса.
"Основная цель закалки — увеличение твёрдости и износостойкости, рост предела прочности и упругости, снижение вероятности образования трещин в процессе производства, улучшение магнитных свойств и расширение областей применения."
Акцентирую: рост ПРЕДЕЛА прочности. Т.е. суть - повышение гибкости без разрушения, согнуть можно сильнее, оно потом восстановится.
Нам же нужно чтобы вообще не гнулось.
А "жёсткость" - это способность сопротивляться нагрузке, не гнуться. А это от материала зависит и от его, грубо, количества.
Сталь в том же количестве жёстче алюминия.
Камень жёстче стали.
Станок в тонну весом жестче станка в сто кг из того же материала.
И второе.
Изменение жесткости при изменении материала или его количества происходит во всех направлениях, что изгиб, что кручение. И там и там модуль юнга и момент инерции сечения.
Сообщение отредактировал lkbyysq: 19 Октябрь 2025 - 22:59
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#10
OFFLINE
Argus
-
- Пользователи+
-
- 5 сообщений
Абитуриент
- Пол:Мужчина
-
Из:москва
Отправлено 27 Октябрь 2025 - 02:11
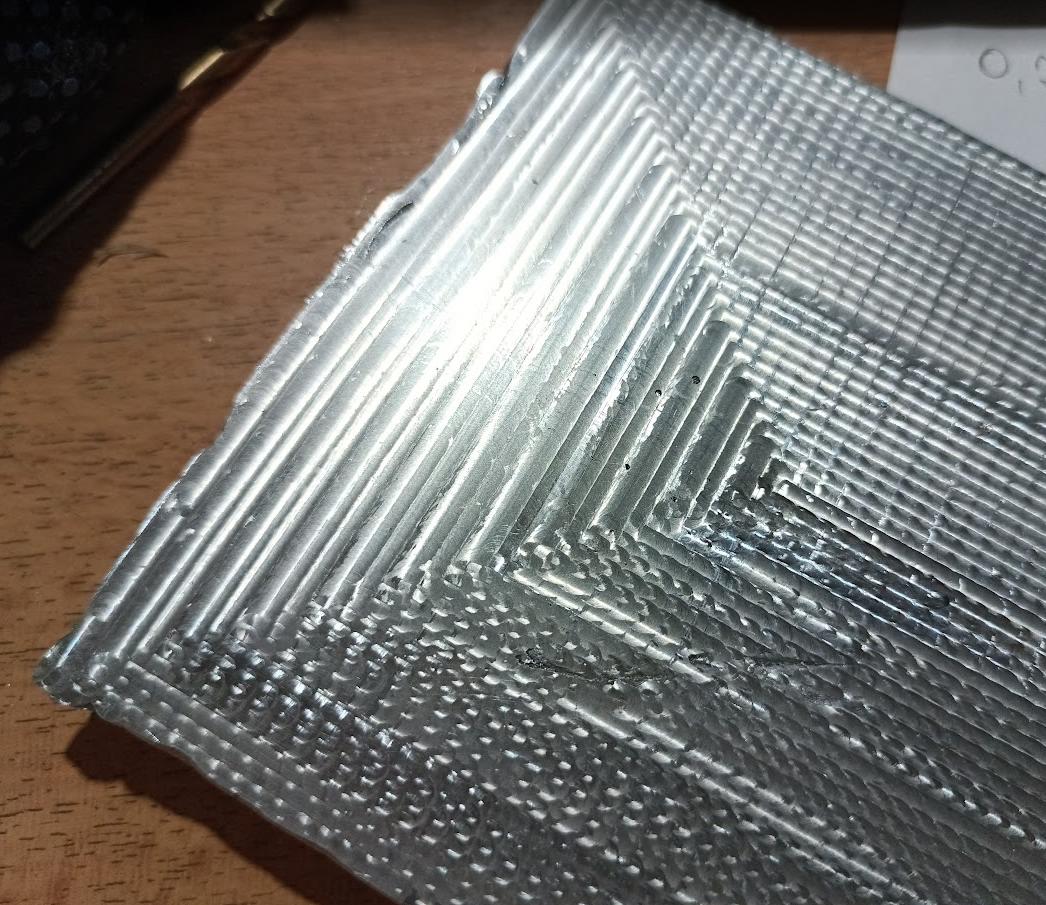
Спасибо за советы. Инфо принял. Может до кучи прокомментируете фото? В чём причина столь разного следа от фрезы при движении по разным осям? направление не менялось.
#11
OFFLINE
lkbyysq
-
- Cтарожил
-
- 10 148 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 27 Октябрь 2025 - 02:46
Плоскость торца фрезы не параллельна плоскости обработки.
Также не забывайте, что фреза при работе всегда гнется (и станок тоже) и плоскость торца меняет своё положение относительно плоскости обработки.
Там, где "сильная рябь", там плоскость торца наиболее параллельна плоскости обработки. "Рябь" - это отклонение в плюс-минус вокруг ноля.
Там, где нет ряби - там хуже, там плоскость отклоняется в какую-то одну сторону.
Т.е. либо станов по этому направлению легче гнётся, либо фреза сильно неперпендикуляона.
Чтобы было легче понять, нарисуйте фрезу, как она наклоняется, как она гнется, и соответственно как наклоняется плоскость торца и какой след оставляет на детали каждый зуб фрезы при своём обороте.
Также не забывайте, что фреза при работе всегда гнется (и станок тоже) и плоскость торца меняет своё положение относительно плоскости обработки.
Там, где "сильная рябь", там плоскость торца наиболее параллельна плоскости обработки. "Рябь" - это отклонение в плюс-минус вокруг ноля.
Там, где нет ряби - там хуже, там плоскость отклоняется в какую-то одну сторону.
Т.е. либо станов по этому направлению легче гнётся, либо фреза сильно неперпендикуляона.
Чтобы было легче понять, нарисуйте фрезу, как она наклоняется, как она гнется, и соответственно как наклоняется плоскость торца и какой след оставляет на детали каждый зуб фрезы при своём обороте.
Сообщение отредактировал lkbyysq: 27 Октябрь 2025 - 02:46
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#12
OFFLINE
Argus
-
- Пользователи+
-
- 5 сообщений
Абитуриент
- Пол:Мужчина
-
Из:москва
Отправлено 28 Октябрь 2025 - 11:39
Я так и думал, спасибо. Буду настраивать.
Темы с аналогичным тегами Выбор направляющих

Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}