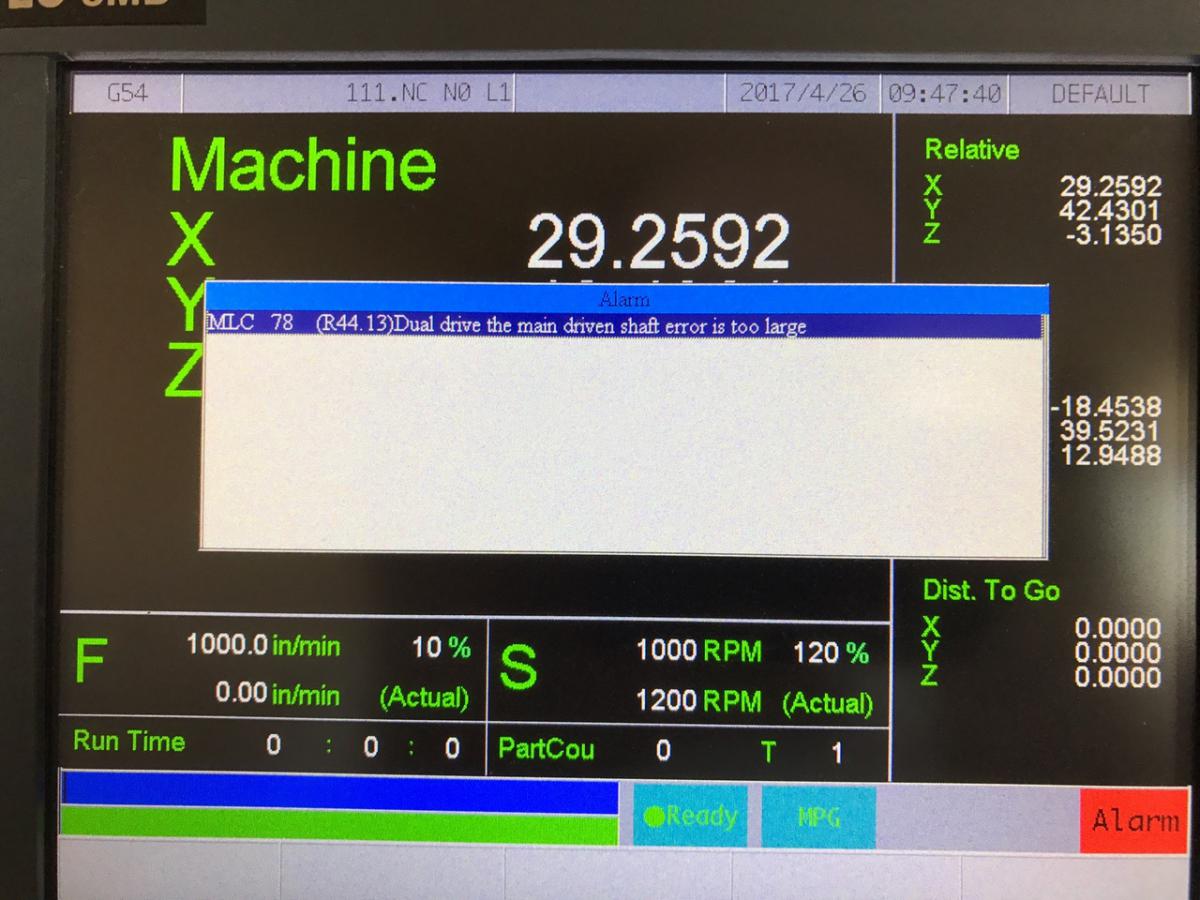
Здравствуйте. Новый станок, Syntec 6MD, приводы Yaskawa (на Y два мотора, на X и Z по одному) выдает ошибку MLC 78 (R44.13) Dual drive the main driven shaft error is too large. Может кто знает, как это исправить, или с чего начинать проверки? Появляется при включении, позволяет двигать осями в JOG, позволяет вывести в HOME все оси. MDI и AUTO режимы не позволяет. Везли какие-то злые транспортники, весь станок обстучали, даже "гусеницу" с проводами одну повредили (самую большую, которая от станины на портал провода ведет).