



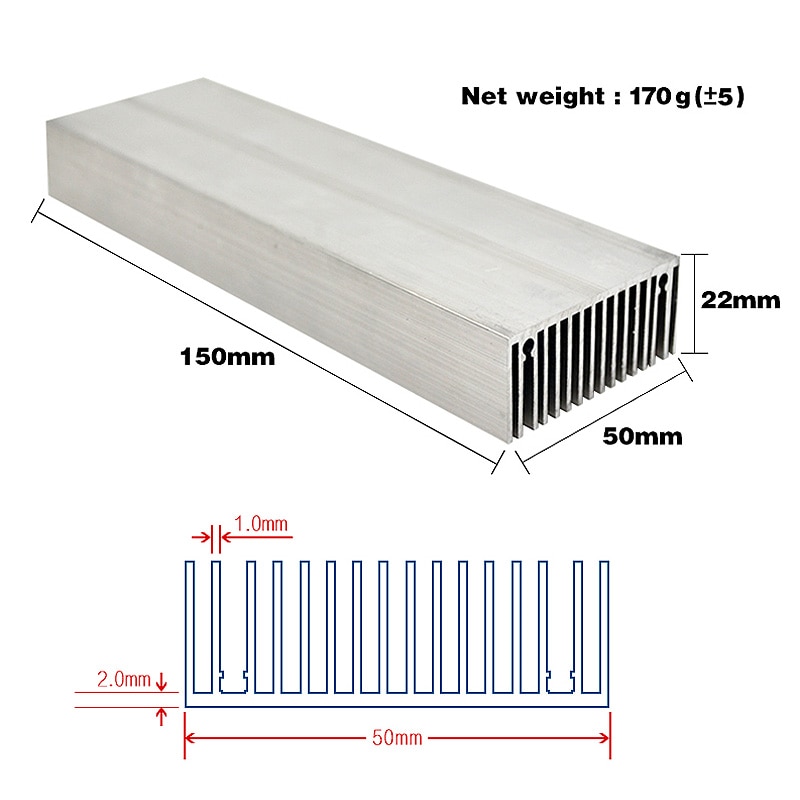
Задача - нарезать канавки в радиаторе пк, глубина прохода 30-40мм, на сколько позволит метода\фреза\диск
Ширина 2-3мм, чем меньше - тем, естественно лучше, про 3мм особенно вопроса не возникает, выглядит уже достаточно прочной,
Вопрос - с какой Максимальной скоростью и глубиной захода, вы бы посоветовали мне проделать данную процедуру на таком вот станке фрезой 2мм
Как бороться с налипанием при таком диаметре? Сож подаётся без распыления, струйкой.
Станок чугунный, вес пол тонны ровно, точность 2 сотки,поле 30х40, станина движется отдельно, что добавляет прочности.
мощность шпинделя 2.2кв обороты до 25к. шаговик.
Судя по таблицам, не допустим рез фрезой 2мм, более чем 8мм в глубину. - Это строгое условие?
И вопрос в догонку - можно ли, нарезать такие канавки не дисковой фрезой со сменными ножами, а дисковой отрезной фрезой? Проблема в том, что со сменными ножами, под такой диаметр - ничего не нашёл 2мм как никак, ну и потом глубина пропила 40мм это как минимум 120мм диаметр такой фрезы выходит, в жизни такого не встречал.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}