До кончика оправки, а затем коррекция на длину инструмента?
У нас ориентировочно это расстояние 150мм. Нужно точнее как-то мерить.
Где то в постах писал, как мерил "плечо".уложив шпиндель на 90 гр., и замерьте заодно реальный угол.


Доктор CNC


Отправлено 29 Апрель 2018 - 22:21
До кончика оправки, а затем коррекция на длину инструмента?
У нас ориентировочно это расстояние 150мм. Нужно точнее как-то мерить.
Где то в постах писал, как мерил "плечо".уложив шпиндель на 90 гр., и замерьте заодно реальный угол.
Доктор CNC
Отправлено 05 Май 2018 - 12:06
Поправил ПП, теперь в рабочую зону по Z переносить не надо, операция на станке с прибавлением 308 ликвидирована.)Я у вас не просто спрашивал по Z. Вот здесь и выходит на сцену магическое число, которое Вы должны прибавить к 0 калибровки. Не важно, к 0 стола, или к 0 вершины заготовки. 0 стола определить проще. Это число равно расстоянию от оси поворота до кончика. Вот когда вы в НЦ, к отмеренному нулю прибавите "плечо" и посмотрите, входитят ли траектории, и очень важно линии свободного перемещения в рабочую зону.
Я прибавляю 308.
Абитуриент
Отправлено 29 Май 2018 - 13:16
Всем доброго дня суток!Господа,выручайте советом!Привезли 4-х осевой станок velberg cm 2130 ATC-4D.Поворотная ось-A,стойка SYNTEC 6MD.Режем радиусные фасады,и столкнулись с такой проблемой,что не можем перенести геометрию фрезы(R6-1) на плоскость фасада,то есть загвоздка в том.что голова по отношению к болванке едет под 90 градусов и фреза не черпает внутреннюю часть.Как программно повернуть угол башки по отношению к заготовке,помогите пожалуйста!!??Да,пользуюсь ALPHACAM 2016 R1,заранее спасибо за адекватный ответ!
Доктор CNC
Отправлено 29 Май 2018 - 14:08
Уже режете или пытаетесь начать резать?
Есть постпроцессор для работы со стайкой?
Есть хоть какой скрин геометрий и траекторий?
Все-таки,90 гр. к плоскости балванки или к плоскости стола?
Сообщение отредактировал альфа стиль: 29 Май 2018 - 14:15
Абитуриент
Отправлено 29 Май 2018 - 14:23
Доктор CNC
Отправлено 29 Май 2018 - 15:05
ПП мне надо посмотреть
А что не так с тем. что шпиндель идет к заготовке перпендикулярно?
И готовую УП процесса надо посмотреть
Сообщение отредактировал альфа стиль: 29 Май 2018 - 15:05
Абитуриент
Доктор CNC
Отправлено 29 Май 2018 - 15:14
Да постпроцессор, и еще сам файл, который отправляете на постпроцессор.
Абитуриент
Отправлено 29 Май 2018 - 15:17
УП на болванку под р-фасады,в ней прошло без ошибок
https://yadi.sk/i/W0MR76WR3WekD8
Доктор CNC
Отправлено 29 Май 2018 - 16:14
Такой ПП у меня есть, УП в норме.
Я так понимаю, что Вы не можете обвернуть траектории (геометрии) вокруг заготовки?
Вот посмотреть бы файл, который Вы отправляете на ПП. Или пытаетесь отправить.
Абитуриент
Отправлено 29 Май 2018 - 17:02
Да,именно в этом проблема.
Вся соль в том,что диаметр фрезы очень большой(60 мм),и я не могу фрезеровку довести как надо по стандарту.
Отправляю фотки 2д и радиуса,может присоветуете что)
https://yadi.sk/i/duMlNxD43WeySv
https://yadi.sk/i/jlTWvAlE3WeyWd
Доктор CNC
Отправлено 29 Май 2018 - 18:25
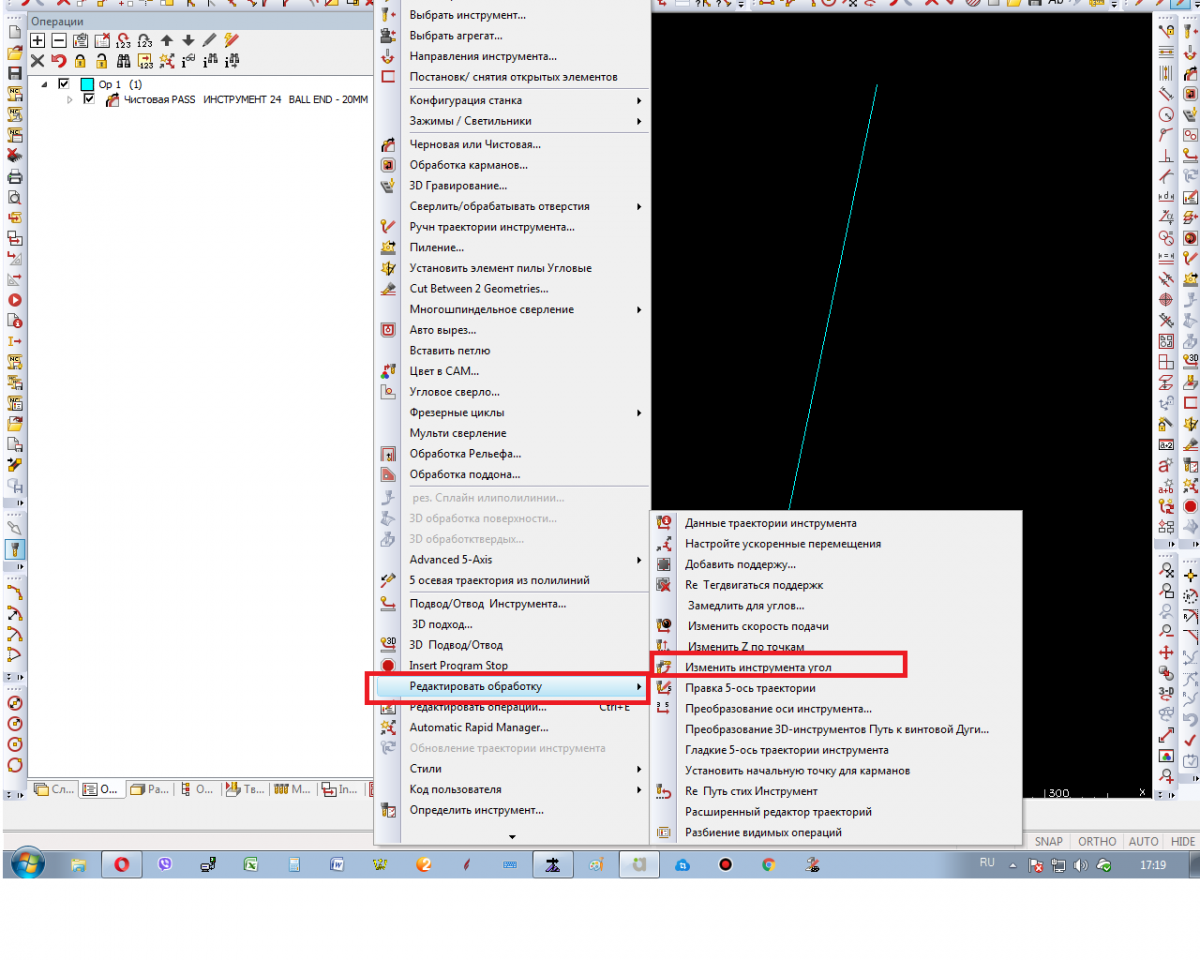
Знаю я вашу проблему, (у меня такая же фреза) решал ее правкой угла и координат. А потом нашел в альфе возможность изменить угол в плоской обработке. только там надо не только угол изменять (примерно 2 гр.) но и траекторию относительно основной (если фреза не имеет острого кончика. в данном случае траектории д.б. примерно в одном месте.
вот здесь пока посмотрите, завтра можно к вопросу вернуться
Абитуриент
Отправлено 29 Май 2018 - 19:43
Доктор CNC
Отправлено 30 Май 2018 - 09:40
В общем нашел я эту кнопочку,за что Вам огромнейшее СПАСИБО!Вот только в шагах бы еще разобраться,что где и как вертеться должно.перевод у альфы кривой.если только знающий человек пошаговую инструкцию скинет,вот бы было замечательно!))))
А какая инструкция? Жмем на все возможные иконки и кнопочки, курсором водим по геометрии. Если она активируется, то победа где-то близко ))). Я сам пока не до конца разобрался с этой функцией. Она какая-то "неустойчивая", сбрасывает наклоны при обновлении траекторий.
Абитуриент
Отправлено 30 Май 2018 - 14:19
А какая инструкция? Жмем на все возможные иконки и кнопочки, курсором водим по геометрии. Если она активируется, то победа где-то близко ))). Я сам пока не до конца разобрался с этой функцией. Она какая-то "неустойчивая", сбрасывает наклоны при обновлении траекторий.
А что если допустим поиграть радиусом заготовки?то есть болванку выставлять не радиусом 300,а чуток больше?И как вот этот чуток поймать интересно можно?
Доктор CNC
Отправлено 30 Май 2018 - 19:29
А что если допустим поиграть радиусом заготовки?то есть болванку выставлять не радиусом 300,а чуток больше?И как вот этот чуток поймать интересно можно?
Правильный ход мысли, Единственное. что надо две программы писать, под две заготовки.
https://yadi.sk/d/gmzEO-zZ3WhkKv здесь чертежик этой фрезы, то же самое пробовал делать . Надо перенести фрезу в точку захода по Х и Z (вместо Z на чертеже Y)Подгоняйте угол, зеркальте как у меня, продлевайте типа к центру и получите новый радиус. поворачивать по моим прошлым расчетам надо на 2.89 гр. Координаты берете из готовой УП р-фасада с этой фрезой.
Сообщение отредактировал альфа стиль: 30 Май 2018 - 19:35
Студент
Отправлено 06 Июнь 2018 - 00:33
Абитуриент
Отправлено 22 Июнь 2018 - 12:17
Доктор CNC
Отправлено 22 Июнь 2018 - 14:51
Абитуриент
Отправлено 22 Июнь 2018 - 15:16
0 пользователей, 0 гостей, 0 анонимных


Community Forum Software by IP.Board Русификация от IBResource
Лицензия зарегистрирована на: Мир CNC
