
Приветствую , Syntec 6MB с поворотной осью А Бывают ,?

Syntec 6MB с поворотной осью А
Автор
andrey-kalin
, 12 Мар 2018 13:33
Поворотная ось Поворотка на Syntec
Сообщений в теме: 12
#1
 OFFLINE
OFFLINE
andrey-kalin
-
- Пользователи+
-

- 480 сообщений
Магистр CNC
- Пол:Мужчина
-
Из:СССР
#2
OFFLINE
mihams
-

- Опытный
-
- 1 367 сообщений
Гуру CNC
-
Из:Kovrov
Отправлено 12 Март 2018 - 13:40
ее можно включить как поворотную, в настройках это есть
#3
OFFLINE
andrey-kalin
-
- Пользователи+
-
- 480 сообщений
Магистр CNC
- Пол:Мужчина
-
Из:СССР
Отправлено 12 Март 2018 - 13:48
Вопрос вот в чем Хотим приобрести станок 4 Раздельных шпинделя ( Не 4 на одной голове ,а 4 раздельные сами по себе ) И к ним дополнительные 4 оси A Реально это ,,/?
Скрытый текст
Вот что то в этом роде ,но ось А должна находится сзади стола
Сообщение отредактировал andrey-kalin: 12 Март 2018 - 13:52
#4
OFFLINE
mihams
-
- Опытный
-
- 1 367 сообщений
Гуру CNC
-
Из:Kovrov
Отправлено 12 Март 2018 - 13:57
не понял про компоновку осей... 6МВ сделан для управления 4мя осями
( Не 4 на одной голове ,а 4 раздельные сами по себе ) - это уже как бы 4 оси...
#5
OFFLINE
andrey-kalin
-
- Пользователи+
-
- 480 сообщений
Магистр CNC
- Пол:Мужчина
-
Из:СССР
Отправлено 12 Март 2018 - 14:13
На фото станка есть 4 шпинделя * можно на этот станок добавить поворотную ось Вращения (А) каждым шпинделям ?
#6
OFFLINE
mihams
-
- Опытный
-
- 1 367 сообщений
Гуру CNC
-
Из:Kovrov
Отправлено 12 Март 2018 - 14:36
добавить можно, но независимо все это работать не будет. 6мв может только 4мя осями управлять
есть XYZA и можете куда угодно их подключать.
можно приделать больше осей, через плк их независимо откалибровать, инструмент можно независимо откалибровать
но при обработке все оси Х и А будут работать синхронно
есть XYZA и можете куда угодно их подключать.
можно приделать больше осей, через плк их независимо откалибровать, инструмент можно независимо откалибровать
но при обработке все оси Х и А будут работать синхронно
#7
OFFLINE
andrey-kalin
-
- Пользователи+
-
- 480 сообщений
Магистр CNC
- Пол:Мужчина
-
Из:СССР
#8
OFFLINE
courage
-

- Пользователи+
-
- 544 сообщений
Доктор CNC
- Пол:Мужчина
- Город:Новосибирск, Россия
-
Из:Новосибирск
Отправлено 15 Март 2018 - 02:39
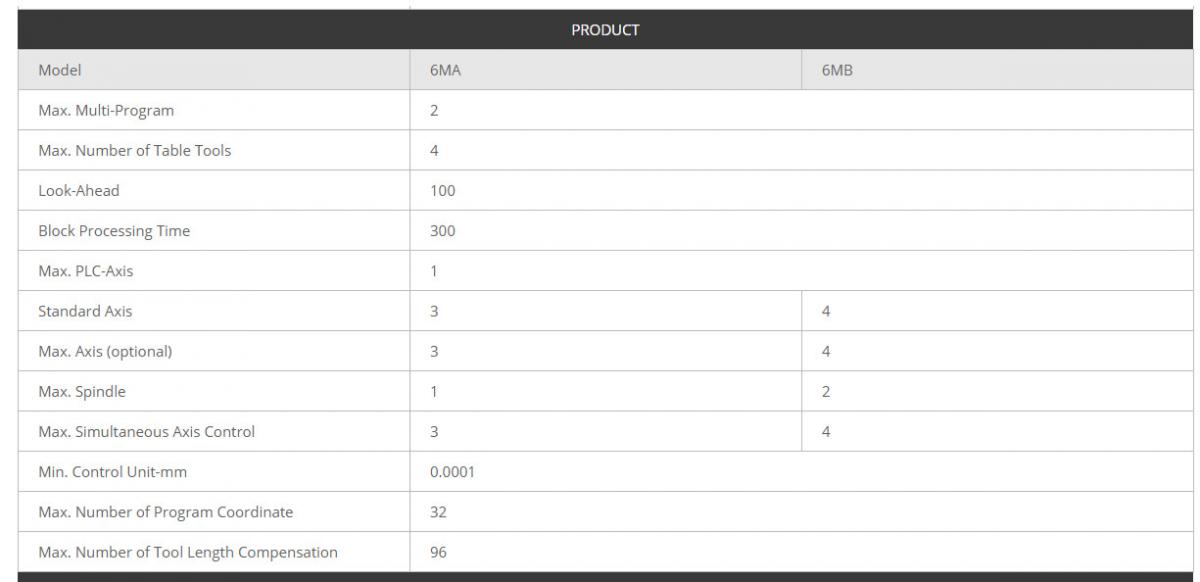
Стойка эта может управлять максимум 6 осями. В данном станке достаточно 4 осей для управления.
Чтобы двигать каждый шпиндель по порталу влево-вправо и вверх-вниз по отдельности китайцы ставят тумблеры которые в плохом варианте отключают степ сигнал, в хорошем если там сервоприводы сигнал Servo On отключают и включают, хотя на мой взгляд и то и то не очень.
Также станок такой выходит дороже и сложнее чем 4 шпинделя на одной площадке с возможностью регулировки ручной. На самой стойке отключение и включение перемещения соответствующего шпинделя реализовать не получится.
Фрезеровать в 4 осях будет, хотя я бы на вашем месте взял Ncstudio.
Опыт прямопропорционален количеству испорченного оборудования.
Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm.
Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.
Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm.
Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.
#9
OFFLINE
mihams
-
- Опытный
-
- 1 367 сообщений
Гуру CNC
-
Из:Kovrov
Отправлено 15 Март 2018 - 11:34
На самой стойке отключение и включение перемещения соответствующего шпинделя реализовать не получится.
кто мешает программно включать-выключать степ или Son?
единственно не будет обратного контроля и нужно будет программно следить за каждой осью
Стойка эта может управлять максимум 6 осями.
а через какой интерфейс еще двумя осями можно рулить?
я всегда думал что параметры на дополнительные оси от старших моделей и не используются.
#10
OFFLINE
MiG
-

- Продвинутый
-
- 2 020 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Россия , Ковров
Отправлено 15 Март 2018 - 16:51
а через какой интерфейс еще двумя осями можно рулить?
я всегда думал что параметры на дополнительные оси от старших моделей и не используются.
Верно , 6mb - 4 осевая,
рулит максимум 4 осями (+ подчиненные).
p/s ...
Сообщение отредактировал MiG: 15 Март 2018 - 18:44
#11
OFFLINE
courage
-
- Пользователи+
-
- 544 сообщений
Доктор CNC
- Пол:Мужчина
- Город:Новосибирск, Россия
-
Из:Новосибирск
Отправлено 16 Март 2018 - 09:27
кто мешает программно включать-выключать степ или Son?
единственно не будет обратного контроля и нужно будет программно следить за каждой осью
а через какой интерфейс еще двумя осями можно рулить?
я всегда думал что параметры на дополнительные оси от старших моделей и не используются.
Программно никто не мешает. Проблема это сделать, потому что кнопок на стойке не много для переключения управления между шпинделями (F1,F2 можно задействовать) и ладдер дописать надо. А вот интерфейс не получится переделать я думаю, как есть стандартный так и будет.
Можно через одно место по разному сделать, но сама система управления под такую задачу не заточена.
Степ чтобы программно выключать надо его через реле развести или к стойке все двигатели подключить и чтобы стойка переключалась между выводами. Такого количества подключений нет, поэтому придется через реле или другие внешние устройства коммутировать.
Вот я о чем говорил.
Да. Осей 4 + два шпинделя с энкодерами. Это я ошибся, не посмотрел описание, а по памяти исходя из параметров написал, которые от старших моделей тут присутствуют.
Опыт прямопропорционален количеству испорченного оборудования.
Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm.
Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.
Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm.
Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.
#12
OFFLINE
mihams
-
- Опытный
-
- 1 367 сообщений
Гуру CNC
-
Из:Kovrov
Отправлено 16 Март 2018 - 12:42
Программно никто не мешает. Проблема это сделать, потому что кнопок на стойке не много для переключения управления между шпинделями (F1,F2 можно задействовать) и ладдер дописать надо. А вот интерфейс не получится переделать я думаю, как есть стандартный так и будет.
Можно через одно место по разному сделать, но сама система управления под такую задачу не заточена.
Степ чтобы программно выключать надо его через реле развести или к стойке все двигатели подключить и чтобы стойка переключалась между выводами. Такого количества подключений нет, поэтому придется через реле или другие внешние устройства коммутировать.
Вот я о чем говорил.
Да. Осей 4 + два шпинделя с энкодерами. Это я ошибся, не посмотрел описание, а по памяти исходя из параметров написал, которые от старших моделей тут присутствуют.
32 выхода есть + по модбусу дофига можно приделать
интерфейс как раз свой придется написать... для ручного режима, когда рулишь осями раздельно
для переключения можно использовать 2 кнопки поворота магазина.
#13
OFFLINE
noncompos
-
- Пользователи+
-
- 39 сообщений
Студент
-
Из:Воронеж
Отправлено 19 Июнь 2018 - 23:07
Здравствуйте. У меня обратный вопрос, как отключить поворотную ось B? Syntec 6MB, сервоприводы везде, надо чтобы оно работало без подключенной физически четвертой оси.
Темы с аналогичным тегами Поворотная ось, Поворотка на Syntec


Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных

