Да.
Спасибо!


Абитуриент


Отправлено 21 Август 2019 - 23:41
Да.
Бакалавр CNC

Отправлено 22 Август 2019 - 14:34
вчера только мельком глянул тему и пост про хвостовик 6 мм,
а уже вечером, совершенно об этом забыв очень впечатлился тем,
как она красиво заалела и свернулась..
пипец я ещё рукажоп  , взял ту, которая ближе лежала..
, взял ту, которая ближе лежала..
Абитуриент
Отправлено 01 Март 2020 - 17:07
Здравствуйте. Сразу сошлюсь на то что я не специалист.
Суть вопроса в том что получил от Gravman-а гайку er20
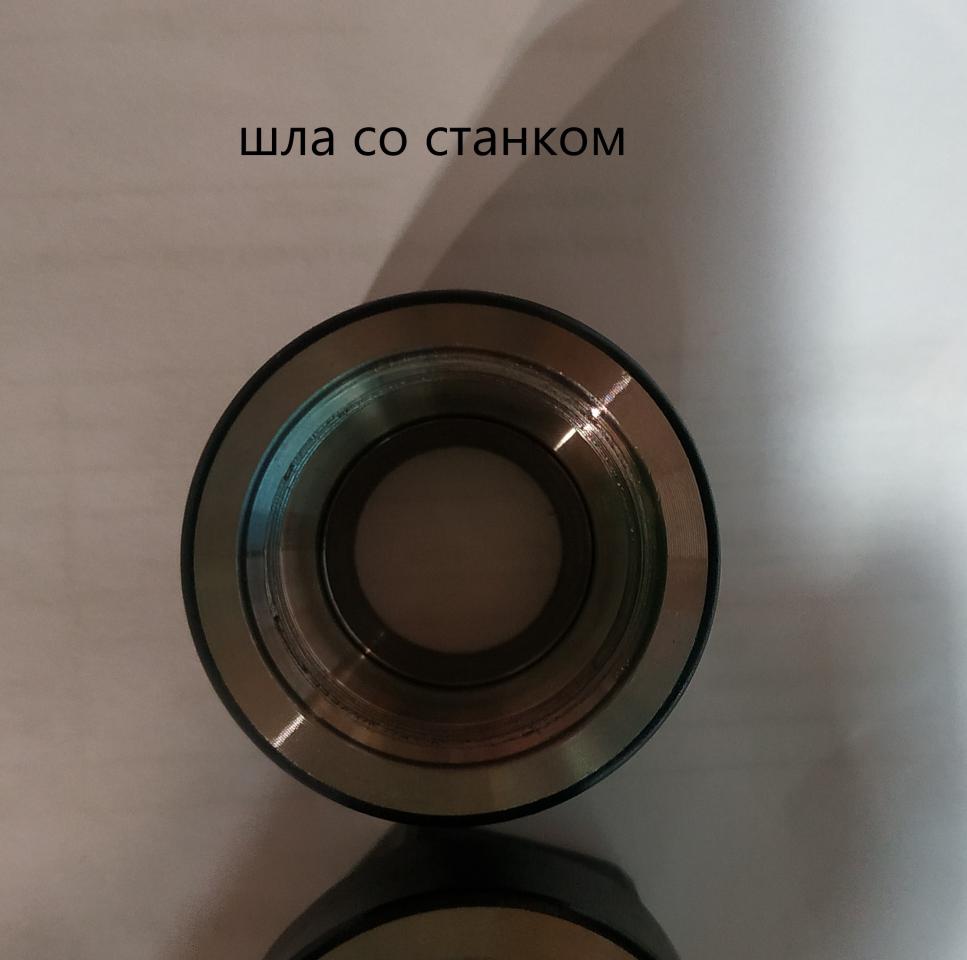
Если посмотреть внутрь виден огромный эксцентриситет каймы которая фиксирует цангу в гайке (фото прилагается). Дело в том что гайка которая шла у меня со станком (росфрезер) "ровная".
Я бы и не сомневался что купленная гайка "брак", но дело в том что чуть ранее купил у себя в городе гайку er20 точно так же в нее посмотрел и увидел такой же дикий эксцентриситет, пошел ее возвращать и в новой упаковке где было штук 30 гаек не нашлось ни одной ровной, все одинаково "кривые". Продавец местный видимо такой же "специалист" как и я ничего не пояснил, вернул деньги, но теперь после получение гайки от гравмана закралось сомнение что я чего то не понимаю.
Разъясните это вообще нормально состояние гайки? почему со станком пришла "ровная" если купленная гайка нормальная? Стоит ли искать "ровную" гайку и где?
Гуру CNC

Отправлено 01 Март 2020 - 17:15
Разъясните это вообще нормально состояние гайки?
более чем нормальное, иначе как цангу вынимать ?
а пришедшая со станком как раз неправильная )
не верьте никому, уж мне то вы можете поверить
Бакалавр CNC
Отправлено 01 Март 2020 - 17:34
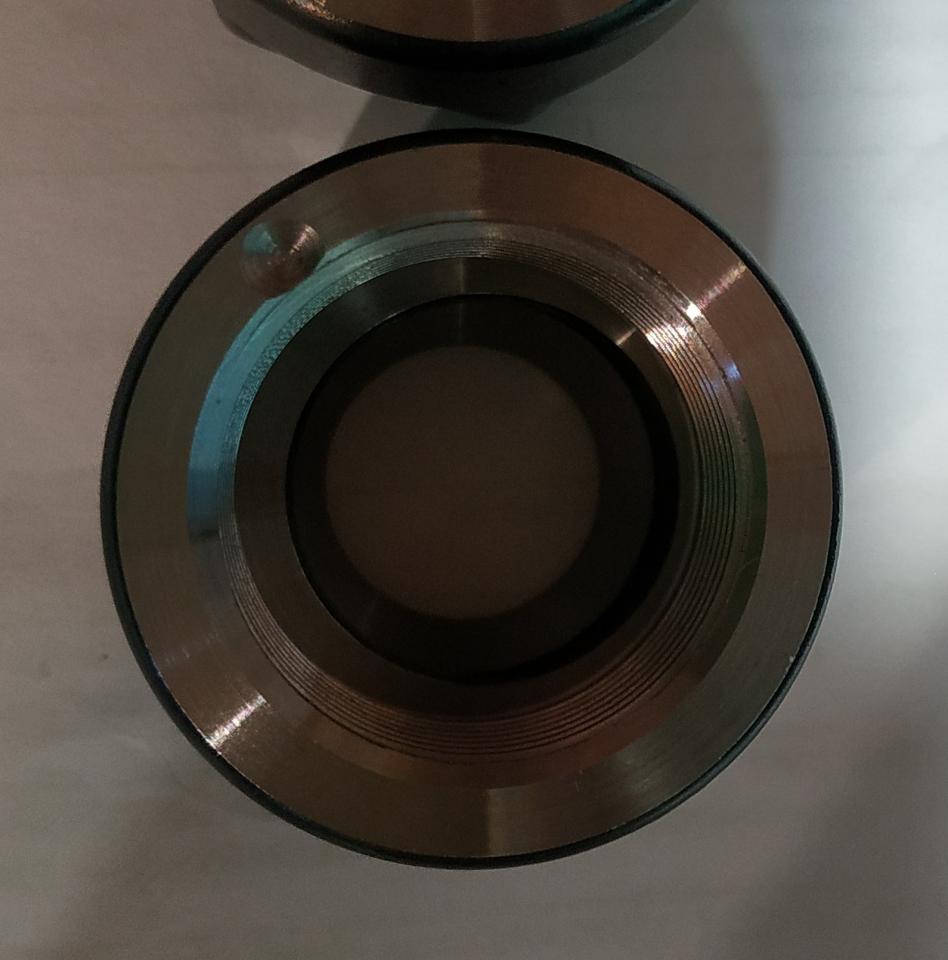
fortune314, Вы заметили, что на Гравмановской гайке есть высверливание, и скорее всего есть и еще сбоку. Это означает то, что гайка балансировалась.
Доктор CNC

Отправлено 01 Март 2020 - 18:48
Гуру CNC

Отправлено 01 Март 2020 - 18:53
"Родная" гайка имеет балансировочные отверстия по окружности?
Абсолем CNC:)
Отправлено 01 Март 2020 - 19:10
За этот "эксцентриситет" цанга зацепляется выборкой и при откручивании гайки экстрагируется из конуса шпинделя... Поэтому перед тем как ставить в цангу фрезу, надо цангу защелкнуть за этот "эксцентриситет" выборкой, а уж затем ставить фрезу в цангу... Посмотрите на приведенной картинке из каталога сборку цангового патрона ну и внимание и станет все ясно, там этот "эксцентриситет" на чертежах называется эксцентриковое кольцо... Кстати на этой картинке изображены основные ошибки при зажиме фрезы в цанге ,которые приводят к дефекту цанг типа внутренний кольцевой выступ, на котором потом ломаются фрезы внутри цанги...

Сообщение отредактировал 3D-BiG: 01 Март 2020 - 19:21
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
Абитуриент
Отправлено 01 Март 2020 - 21:24
да"Родная" гайка имеет балансировочные отверстия по окружности?
Вы заметили, что на Гравмановской гайке есть высверливание, и скорее всего есть и еще сбоку. Это означает то, что гайка балансировалась.
спасибо, учту.на этой картинке изображены основные ошибки
Гуру CNC
Отправлено 01 Март 2020 - 22:25
Гайка "от станка" - это родная гайка, поставляемая со шпинделем с завода (Hanqi). Эти гайки всегда с отличной балансировкой, в отличии от большинства предлагаемых на нашем рынке. Кстати, сейчас все больше получает распространение гайки без зацепа для цанги. Они идеальны в плане балансировки, 30.000 об/мин, но требуют специальный ключ.
Единственный нюанс, резьба М24х1 у них и не подходит на наши шпиндели. Во всяком случае я М25х1.5 не нашел (пока...)

Студент

Отправлено 02 Март 2020 - 13:35
пришедшая со станком как раз неправильная
ровную оставьте для потомков как исключение из правил
почему со станком пришла "ровная" если купленная гайка нормальная
Гайки без смещения поставляются со шпинделями от производителя (Changzhou Hanqi Spindle Motor Co., Ltd) уже более двух лет. Эти гайки имеют лучшую балансировку, чем ранее выпускавшиеся с эксцентриковым зацепом. Трудности извлечения цанги из такой гайки по сравнению с эксцентриковыми не замечено.
Студент

Отправлено 04 Март 2020 - 21:01
Абсолем CNC:)
Отправлено 04 Март 2020 - 21:35
Эксцентричную балансировку наверно сложнее технологически выполнить.
Безразлично - только чуть больше съем материала при балансировке...
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
Бакалавр CNC
Отправлено 11 Июнь 2020 - 16:00
Вопрос Ивану. Нужен гравёр по металлу с пяткой 0.8, а в прайсе не нашёл. В чём проблема?
Абсолем CNC:)
Отправлено 11 Июнь 2020 - 17:45
Обычно такие делал алмазным бруском из обломков...
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
"Добрый" Админ

Отправлено 11 Июнь 2020 - 21:01
Нужен гравёр по металлу с пяткой 0.8, а в прайсе не нашёл. В чём проблема?
Нет проблем. На сайте внизу таблицы с типовыми граверами есть сноска:
* - возможно изготовление под заказ с другими параметрами полочки (Т, мм) и угла (А ,град)
Просто в заявке укажите необходимые параметры гравера и все.
Бакалавр CNC
Отправлено 11 Июнь 2020 - 21:25
Бакалавр CNC
Отправлено 01 Сентябрь 2020 - 17:19
Здравствуйте.
Купили партию фрез среди которых K2QXJ30.206
Инструмент для меня новый с большим количеством положительных отзывов.
При его настройке и работе появился вопрос.
В табличных данных о инструменте указана длинна рабочей части L - 5,7 мм.
Но в базе данных Арткама, при вбивании остальных параметров D-3,175; R-0.1; A/2-15°, она оказывается несколько меньше - 5,638
Сделал клише, заказчик сделал снимок его под микроскопом, в местах врезания/углах есть небольшие зарезы.
На оттиске они скорее всего будут не видны, но объясняться мне всё-таки пришлось с заказчиком.
(Если необходимо, попозже выложу снимки/скриншоты этого дела.)
Вопрос - почему разняться табличные данные инструмента и полученные арткамом, что с этой разницей делать, как её компенсировать?
Абсолем CNC:)
Отправлено 01 Сентябрь 2020 - 18:21
Если вам ну очень надо, то обмеряйте инструмент под микроскопом и забивайте результаты измерений - для особоточных задач в свое время я так и делал... Да еще надо не забывать проверять биения кончика...
Сообщение отредактировал 3D-BiG: 01 Сентябрь 2020 - 18:22
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
Бакалавр CNC
Отправлено 01 Сентябрь 2020 - 19:13
Увы, пока такой возможности нет. И вы совершенно правы на счёт биения.
Наделся что дело не в допусках с погрешностями при изготовлении фрезы.
Решил что возможно полуугол в 15° градусов заявлен для удобства и "красоты", а на самом деле он, в силу каких-то неизвестных мне причин, 14,85(4)°.
В любом случае спасибо.
0 пользователей, 1 гостей, 0 анонимных


Community Forum Software by IP.Board Русификация от IBResource
Лицензия зарегистрирована на: Мир CNC