арткам и клише, три знака поле запятой, зарезы, измерения под микроскопом?
точно нужен ли арткам для такого дела?


Доктор CNC


Отправлено 01 Сентябрь 2020 - 19:59
арткам и клише, три знака поле запятой, зарезы, измерения под микроскопом?
точно нужен ли арткам для такого дела?
Бакалавр CNC

Отправлено 02 Сентябрь 2020 - 13:33
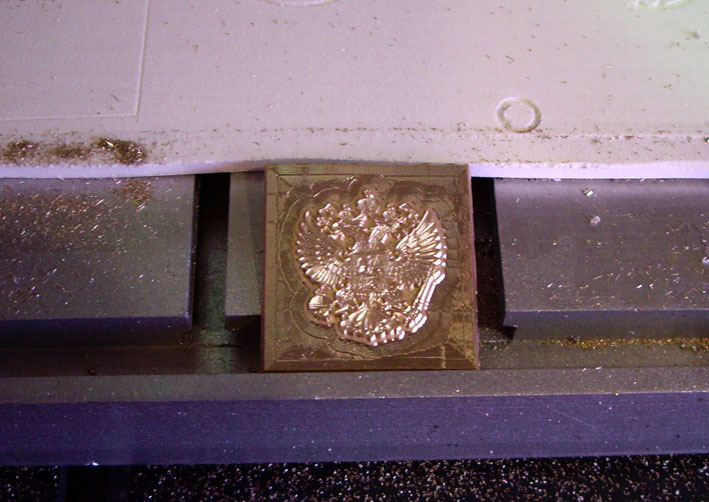
Совершенно с вами солидарен, я впервые с таким столкнулся - заказчик сделал фото под микроскопом и стал задавать вопросы, хотелось бы по возможности такого избежать в дальнейшем. Размер букв 1,2х1,3 мм.



Сообщение отредактировал cir: 02 Сентябрь 2020 - 13:34
Абсолем CNC:)
Отправлено 02 Сентябрь 2020 - 14:34
Купили партию фрез среди которых K2QXJ30.206
......
Сделал клише, заказчик сделал снимок его под микроскопом, в местах врезания/углах есть небольшие зарезы. На оттиске они скорее всего будут не видны, но объясняться мне всё-таки пришлось с заказчиком.
А зачем для изготовления блинтового клише фреза с шариком на конце? Ведь для этого есть граверы с полочкой с прогнозируемой точностью...
Самое смешное, что вернее всего будут видны при том как микросферки... Кода-то давно (1998-2001годы) плотно занимался полиграфическими клише и блинтовыми, и конгревными, и Праго - вообще всякими извращениями из мира постпечатной полиграфической спецотделки, так вот для некоторых заказов специально поверхности микроструктурировали граверами с шариком на конце для придания эффектов, как это делал на этикетке водки "Ариант классическая" - заглавная А сделана как Праго-тиснение, а фоновая строчная была микротекстурированна сферами 0.16мм диаметром, т.е. на одном клише использовались сразу оба приема...

Сообщение отредактировал 3D-BiG: 02 Сентябрь 2020 - 14:36
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
Доктор CNC

Отправлено 02 Сентябрь 2020 - 15:38
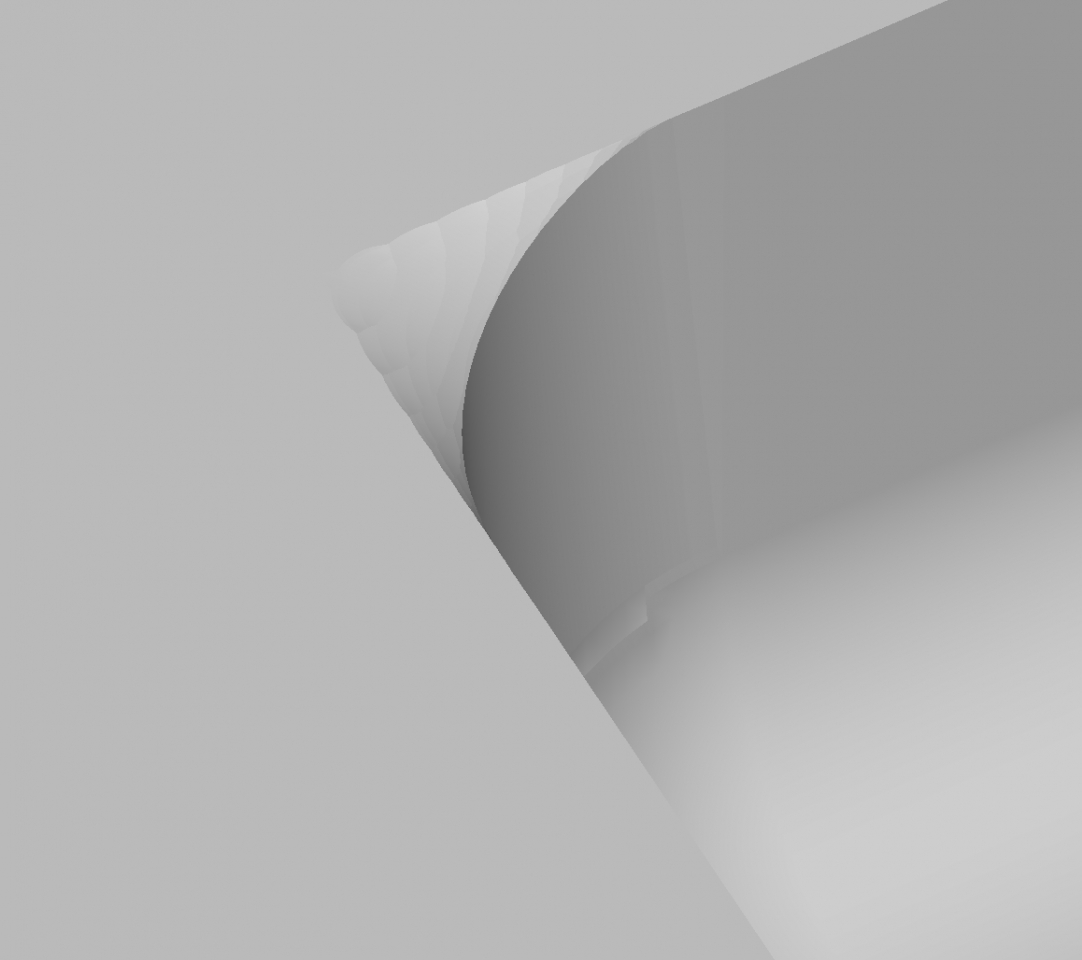
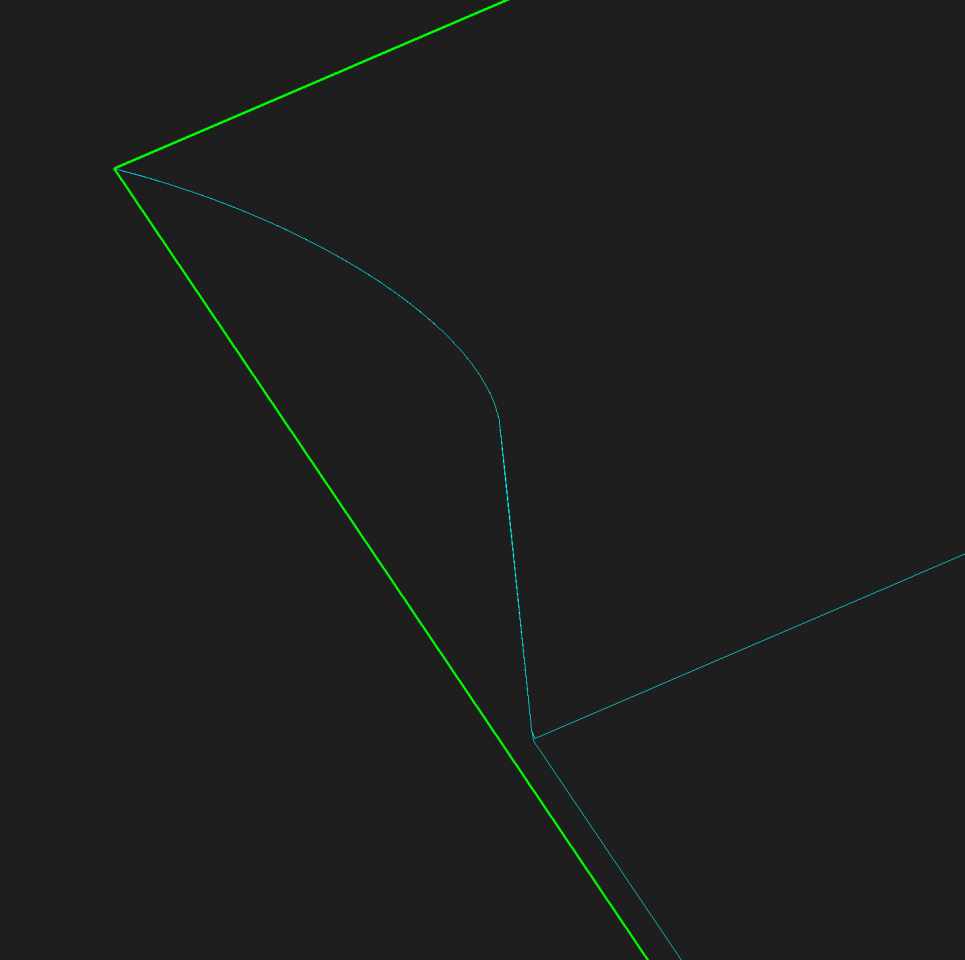
Конусы с шариками при гравировке дают в моей программе вот такой результат.
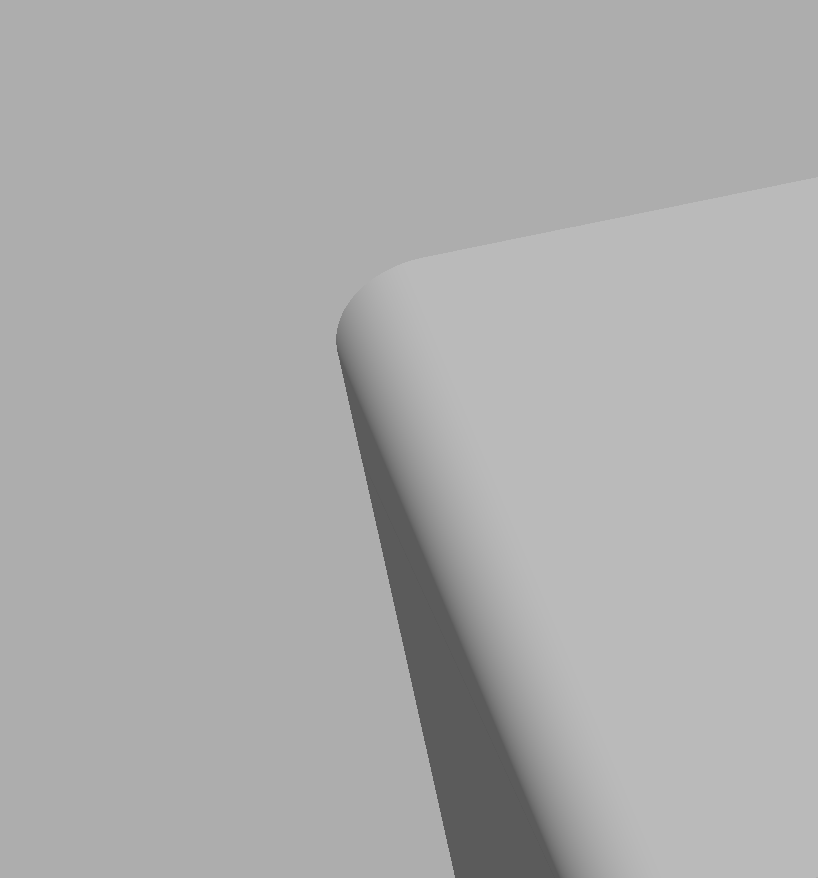

Конусы с плоским срезом такие.
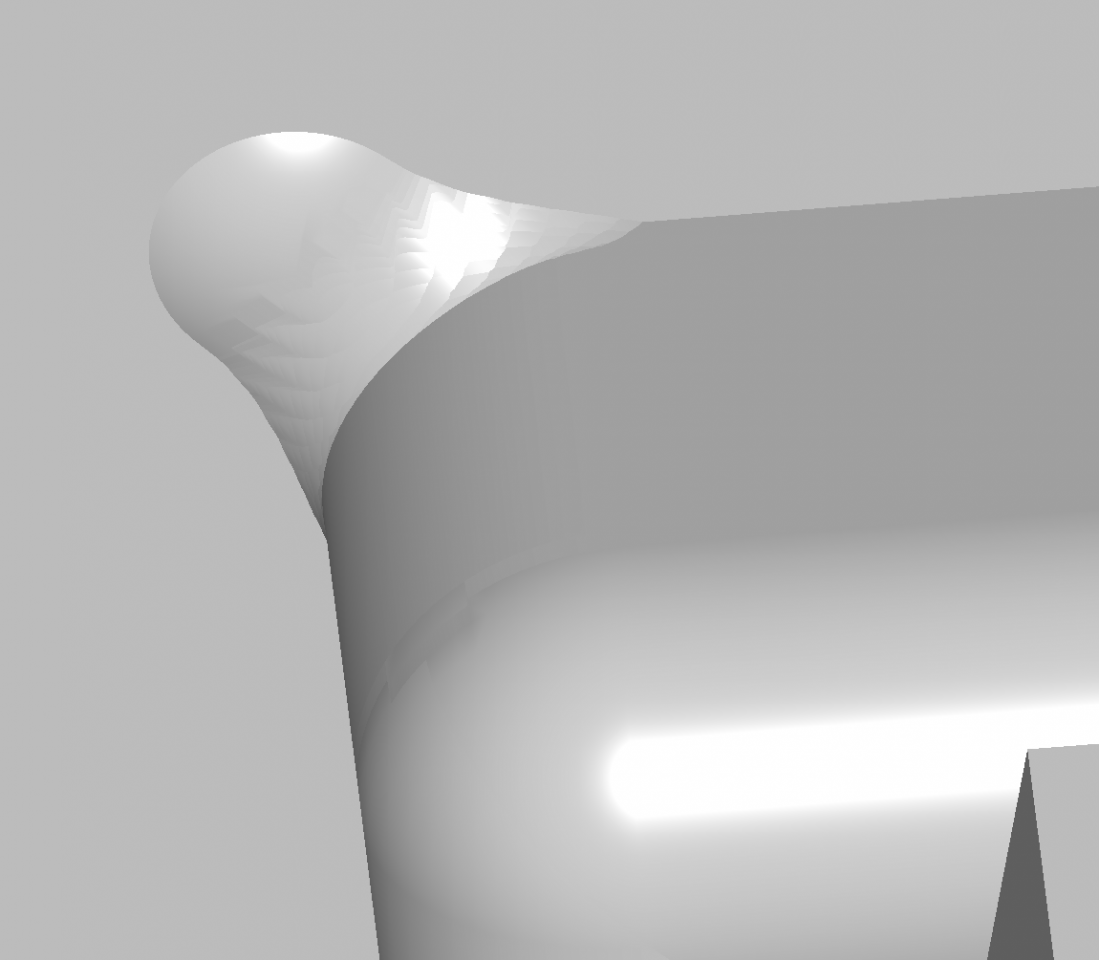
А это либо неправильно выбранный ноль поверхности, на картинке (-0.1 мм), либо неточный параметр датчика калибровки фрезы или поверхности. Конус с шариком.
Сообщение отредактировал альфа стиль: 02 Сентябрь 2020 - 15:40
Абсолем CNC:)
Отправлено 02 Сентябрь 2020 - 16:11
Конус с шариком при ошибке привязки к поверхности дают более сильный дефект, чем фрезы с полкой...
конус шариком хорош для конгревных дел и ювелирки...


Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
Абсолем CNC:)

Отправлено 02 Сентябрь 2020 - 17:52
три картинки
Мне не нравятся эти картинки. Не точное указание в Арткам угла не полностью объясняет поведение фрезы на картинках.
Будто при подрезке угла при выходе фреза "впрыгивает"на поверхность. То ли гнется, но вроде и не гнется. То ли отжим идет из-за того, что кончик не пилит, то ли нет. Непонятки в поведении.
Сообщение отредактировал lkbyysq: 02 Сентябрь 2020 - 17:53
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
Бакалавр CNC
Отправлено 02 Сентябрь 2020 - 18:20
Бакалавр CNC
Отправлено 02 Сентябрь 2020 - 21:08
А зачем для изготовления блинтового клише фреза с шариком на конце? Ведь для этого есть граверы с полочкой с прогнозируемой точностью...
На предыдущем станке, мой напарник как-то по оказии купил в магазине "Конфискат" пару пучков какого-то безымянного твёрдосплавного прутка Д 3 и 6 мм.
Из него нам нарезали ромбовидных в разрезе граверов с параметрами аналогичными обсуждаемому инструменту.
Я к ним изначально очень скептично относился, но по итогу вышел на подачи для работы по латуни 900мм/м - х/у, 250-з при 30т. оборотах, без СОЖ, с одним только обдувом от шпинделя на гравировке в -2мм по з.
Ни один гравер с плоской полкой, от Тайдвеев с ДЖтулсами до СГC и Ханит, у меня с такими параметрами не ходил даже близко сопоставимое время. Визуально простым глазом и под полиграфической увеличилкой клише выглядели безупречно. Микроскопов не было, и оттисками наших клише были все довольны. Поэтому все работы мы потихоньку перевели на эти самопальные граверы с радиусом на конце.
Поскольку опыт у меня относительно небольшой я решил что от формы кончика гравера зависит его выносливость, теперь подозреваю что пруток нам попался для изготовления инструмента по мифрилу и адамантию. )))))
А это либо неправильно выбранный ноль поверхности, на картинке (-0.1 мм), либо неточный параметр датчика калибровки фрезы или поверхности.
Мне не нравятся эти картинки. Не точное указание в Арткам угла не полностью объясняет поведение фрезы на картинках. Будто при подрезке угла при выходе фреза "впрыгивает"на поверхность. То ли гнется, но вроде и не гнется. То ли отжим идет из-за того, что кончик не пилит, то ли нет. Непонятки в поведении.
В начале 201х на станки устанавливались (по крайней мере мне такой попался на предыдущем месте) датчики длины с допустимой погрешностью в 0,1мм, но нашему станку около 2-х лет, а с 2015, по словам сервисников, уже ставят датчики с погрешностью в 2-3мкм. "0" выставляется вручную, но "передавить" не получится - сработает защита шпинделя и заблокирует ось.
Но в целом я думаю вы правы, это результат комплекса погрешностей. Где-то всё-таки передавили при выставлении 0, + что-то соврал датчик + что-то добавили погрешности инструмента.
В целом пробные оттиски с пробного клише получились нормального качества, заказчик успокоился, результатом доволен.
На итоговом клише я учёл некоторые моменты - уменьшил точность траекторий, уменьшил всё-таки угол до 14,85°, привязывался максимально "нежно", получилось отлично даже под микроскопом, количество "зарезов" как и их размеры уменьшились кратно, но всё-равно остались.
А какой стратегией делалось? Со всеми галочками.
Как-то так, только точность была 0,002

Абсолем CNC:)
Отправлено 02 Сентябрь 2020 - 21:50
. Микроскопов не было
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
Абитуриент
Отправлено 26 Декабрь 2020 - 10:09
Всем доброго утра
Подскажите пожалуйста, почему пишется, что фреза по лдсп (алмаз), а на видел всё та же фанера? Я про сайт gravman.ru.
Реально ли как то посмотреть, как обрабатывается лдсп? А то я тут у одной компании купил, и рез на торце не ровный и сколы небольшие сверху, вообщем чёрт знает что...
Сообщение отредактировал Sprint: 26 Декабрь 2020 - 13:07
Абсолем CNC:)
Отправлено 26 Декабрь 2020 - 16:44
Вот года 4-5 назад при запуске станка баловался алмазной фрезой по ЛДСП да еще запечатанной на UV- принтере: конечно проба здесь отснята, но ребята эти и не только они режут таким алмазками ЛДСП на 6м/мин постоянно...
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
Бакалавр CNC
Отправлено 05 Март 2021 - 01:50
Gravman сейчас какого качества инструмент продает и свой или китайский?
Бакалавр CNC
Отправлено 31 Май 2021 - 15:41
Здравствуйте!
Заказывали несколько раз инструмент. Столкнулся с тем что от партии к партии может меняться заточка.
Речь идёт о K2QXJ60.206

И

У первого гравера на обороте режущей кромки 1 грань, скруглённая спинка и маленькая канавка, у второго много граней, скругление начинается с проточки (её не видно), более широкая канавка и меньший угол спирали.
По моим задачам, с одинаковыми настройками станка, второй тип ходит в разы больше чем первый почему-то.
Можно ли их как-то по разному обозначать?
0 пользователей, 1 гостей, 0 анонимных


Community Forum Software by IP.Board Русификация от IBResource
Лицензия зарегистрирована на: Мир CNC
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}