
Здравствуйте! У меня станок SHMS 1325 CNC Router, какой больше подойдёт постпроцессор.
Спасибо

Вопрос по постпроцессору для ArtCAM
Автор
sergei007
, 13 Сен 2008 23:02
постпроцессор Постпроцессор ArtCAM
Сообщений в теме: 716
#22
 OFFLINE
OFFLINE
3D-BiG
-

- Модератор
-

- 14 719 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 08 Декабрь 2009 - 00:38
какой тип электроники у фрезера - или хотя-бы фотку пульта или интерфейс программы управления....
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#23
OFFLINE
vv92
-

- Cтарожил
-
- 9 413 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 08 Декабрь 2009 - 01:59
G-kod mm.tap или подправте от Апекса (инверсия по Z).
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#24
OFFLINE
cascad
-

- Пользователи+
-
- 182 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:СПб
Отправлено 08 Январь 2010 - 14:30
Доброго здоровья и с прошедшими праздниками Вас, уважаемый Admin!
Подключил XS-6 прямо к компьютеру через LPT-порт. Программа-Mach2. Всё работает, кроме одного-инверсия по Z. Cитуация получилась следующая. Положение Home по Z станок ищет внизу, а концевик, естественно, находится в верхней точке. Если инвертировать ось Z в Mach2, то Home ищется, как надо, в верхней точке, но и все перемещения по Z-инвертируются. Вероятно, нужен другой постпроцессор, или подправить используемый- G-kod mm.tap
Подскажите, как лучше сделать. Заранее спасибо!
Подключил XS-6 прямо к компьютеру через LPT-порт. Программа-Mach2. Всё работает, кроме одного-инверсия по Z. Cитуация получилась следующая. Положение Home по Z станок ищет внизу, а концевик, естественно, находится в верхней точке. Если инвертировать ось Z в Mach2, то Home ищется, как надо, в верхней точке, но и все перемещения по Z-инвертируются. Вероятно, нужен другой постпроцессор, или подправить используемый- G-kod mm.tap
Подскажите, как лучше сделать. Заранее спасибо!
#25
OFFLINE
vv92
-
- Cтарожил
-
- 9 413 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 08 Январь 2010 - 14:57
Попробуйте Апекс милиметровый, у него как раз инверсия по Z. Если не поленитесь и сравните с G-kod, увидите где нужно подправить.
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#26
OFFLINE
cascad
-
- Пользователи+
-
- 182 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:СПб
Отправлено 08 Январь 2010 - 21:14
Нет, не работает.
#27
OFFLINE
3D-BiG
-
- Модератор
-
- 14 719 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 08 Январь 2010 - 21:54
Откройте постпроцессор текстовым редактором и смените знак ( либо поставьте -, либо уберие его - место выделено жирным шрифтом):
...
; Tool moves in x,y and z
FORMAT = [X|#|X|1.3]
FORMAT = [Y|#|Y|1.3]
FORMAT = [Z|#|здесьZ|1.3]
; Home tool positions
FORMAT = [XH|@|X|1.3]
FORMAT = [YH|@|Y|1.3]
FORMAT = [ZH|@|здесьZ|1.3]
....
и наступит благоденствие...
Кстати, как Вы сделали согласование уровней сигналов LPT-порта с уровнями на приводах шагового двигателя - ведь по стандарту положена нагрузка порта не более 2 TTL-входов (не более 5мА), а у приводов рекомендуемый ток - 10мА? Или полагаетесь на технологические запасы и там и там?
...
; Tool moves in x,y and z
FORMAT = [X|#|X|1.3]
FORMAT = [Y|#|Y|1.3]
FORMAT = [Z|#|здесьZ|1.3]
; Home tool positions
FORMAT = [XH|@|X|1.3]
FORMAT = [YH|@|Y|1.3]
FORMAT = [ZH|@|здесьZ|1.3]
....
и наступит благоденствие...
Кстати, как Вы сделали согласование уровней сигналов LPT-порта с уровнями на приводах шагового двигателя - ведь по стандарту положена нагрузка порта не более 2 TTL-входов (не более 5мА), а у приводов рекомендуемый ток - 10мА? Или полагаетесь на технологические запасы и там и там?
Сообщение отредактировал 3D-BiG: 09 Январь 2010 - 06:23
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#28
OFFLINE
cascad
-
- Пользователи+
-
- 182 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:СПб
Отправлено 09 Январь 2010 - 02:30
Да, всё отлично! Большое спасибо, 3D BIG ! А поводу согласования нагрузок, ничего для этого не делал, разьве что
управление активным нулём. Если LPT-порт сгорит, поставлю контроллер с опторазвязкой.
управление активным нулём. Если LPT-порт сгорит, поставлю контроллер с опторазвязкой.
#29
OFFLINE
3D-BiG
-
- Модератор
-
- 14 719 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 09 Январь 2010 - 06:28
Просто решил предупредить о такой проблеме, ведь при прямом подключении и фронты затянуты и режимы работы тяжковатые... Кстати внутри VectorSoft-ового DSP-шника у таких станков для согласования уровней нагрузки стоят микрухи 7407, которые выходами с открытым коллектором с повышенной нагрузочной способностью и обеспечивают это согласование....
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#30
OFFLINE
cascad
-
- Пользователи+
-
- 182 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:СПб
Отправлено 09 Январь 2010 - 14:43
А я думал, что для согласования используется интерфейсная плата, куда все жгуты идут. Там шесть микросхем 6N136. А по-поводу управления от LPT-порта, буду тестировать станок после праздников.
#31
OFFLINE
3D-BiG
-
- Модератор
-
- 14 719 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 09 Январь 2010 - 23:06
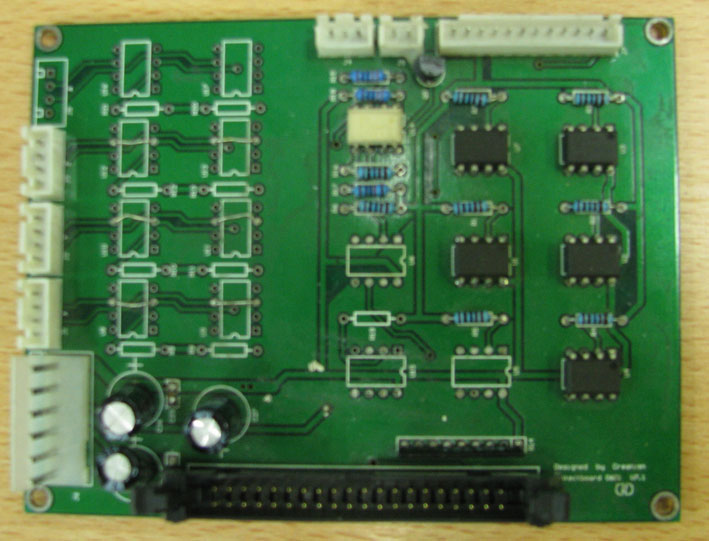
6N136 - это быстродействующие оптроны стоят они на материнской плате (так ее киты называют, хотя по сути она коммутационная - привожу ее фотку) - в полной версии этой платы их должно стоять 7, 6 из которых принимают сигналы от концевиков (хотя сейчас ставят только 3 концевика - для обозначения дома), а седьмой - для SZ-сенсора для привязки к материалу.
541-2 в белом корпусе - это спаренный оптрон, запускающий по одной ветке шпиндель,а второй - реле помпы (на вашем станке водяного охлаждения нет - поэтому здесь ничего и не подключено)...
Но это все не сигналы управления приводами шаговых двигателей, а если посмотрите на плату, то увидите, что на местах согласующих оптопар для управления приводами шаговых двигателей самих оптопар нет, а вместо них стоят перемычки.... Поэтому приводами управляет сам DSP-процессор,а в нем как-раз и стоят 7407...
541-2 в белом корпусе - это спаренный оптрон, запускающий по одной ветке шпиндель,а второй - реле помпы (на вашем станке водяного охлаждения нет - поэтому здесь ничего и не подключено)...
Но это все не сигналы управления приводами шаговых двигателей, а если посмотрите на плату, то увидите, что на местах согласующих оптопар для управления приводами шаговых двигателей самих оптопар нет, а вместо них стоят перемычки.... Поэтому приводами управляет сам DSP-процессор,а в нем как-раз и стоят 7407...
Прикрепленные изображения
Сообщение отредактировал 3D-BiG: 10 Январь 2010 - 14:56
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#32
OFFLINE
cascad
-
- Пользователи+
-
- 182 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:СПб
Отправлено 10 Январь 2010 - 14:14
Да, спасибо за разъяснение !
#33
OFFLINE
Barry
-

- Пользователи
-
- 4 сообщений
Абитуриент
-
Из:Новосибирск
Отправлено 12 Февраль 2010 - 21:39
Уважаемый Вадим!
У нас станок Мультикам MG 204. Для него в Арткаме есть несколько постпроцессоров, использую для расширения plt (mm). Хотелось бы использовать процессор для G-кода, с расширением cnc. но он только в дюймах и почему-то станком корректно не распознается. Настолько уменьшает модель, что похоже просто считает дюймы миллиметрами. А есть возможность перевести этот постпроцессор под миллиметры? Что можете посоветовать?
У нас станок Мультикам MG 204. Для него в Арткаме есть несколько постпроцессоров, использую для расширения plt (mm). Хотелось бы использовать процессор для G-кода, с расширением cnc. но он только в дюймах и почему-то станком корректно не распознается. Настолько уменьшает модель, что похоже просто считает дюймы миллиметрами. А есть возможность перевести этот постпроцессор под миллиметры? Что можете посоветовать?
#34
OFFLINE
3D-BiG
-
- Модератор
-
- 14 719 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 12 Февраль 2010 - 22:02
попробуйте открыть его текстовым редактором и изменить:
DESCRIPTION = "MultiCAM (inch) (*.anc)"
;
FILE_EXTENSION = "anc"
;
UNITS = inch
на
DESCRIPTION = "MultiCAM (MM) (*.anc)"
;
FILE_EXTENSION = "anc"
;
UNITS = MM
да и в названии файла сделать изменение - думаю, что станет метрическим...
DESCRIPTION = "MultiCAM (inch) (*.anc)"
;
FILE_EXTENSION = "anc"
;
UNITS = inch
на
DESCRIPTION = "MultiCAM (MM) (*.anc)"
;
FILE_EXTENSION = "anc"
;
UNITS = MM
да и в названии файла сделать изменение - думаю, что станет метрическим...
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion

#36
OFFLINE
3D-BiG
-
- Модератор
-
- 14 719 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 13 Февраль 2010 - 16:23
В этом архиве нет для мультика метрического постпроцессора в G-кодах, а есть дюймовый: Multicam_gcode.con - вот его и сделать метрическим путем предложенных изменений...
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#37
OFFLINE
balbes48
-
- Пользователи+
-
- 62 сообщений
Студент
- Город:Александров
Отправлено 14 Февраль 2010 - 01:00
А Multicam_mm.con ?
#38
OFFLINE
Barry
-
- Пользователи
-
- 4 сообщений
Абитуриент
-
Из:Новосибирск
Отправлено 14 Февраль 2010 - 22:26
Это постпроцессор для файлов .plt, которые не используют G-код
#39
OFFLINE
Barry
-
- Пользователи
-
- 4 сообщений
Абитуриент
-
Из:Новосибирск
Отправлено 16 Февраль 2010 - 21:40
Вадим, исправил постпроцессор по вашему совету, все получилось! Большая благодарность!
#40
OFFLINE
melyfaro
-
- Пользователи
-
- 3 сообщений
Абитуриент
-
Из:Ростов-на-Дону
Отправлено 03 Март 2010 - 21:35
Кто -нибудь подскажите а для Beavear 18A для программы VIC какой должен быть пост процессор ... а то что-то я фот FAN (фанук использую ) но не катит не передает частоту вращения и по-моему не все гладко с подачей ... но это точно сказать не могу ...
Спасибо большое ...
Спасибо большое ...
Темы с аналогичным тегами постпроцессор, Постпроцессор ArtCAM

Количество пользователей, читающих эту тему: 0
0 пользователей, 0 гостей, 0 анонимных

