малость по другому выкрутился
но за раз делает файл
теперь из арткама на робота 3х осевую можно делать)


Гуру CNC


Отправлено 16 Август 2018 - 22:21
малость по другому выкрутился
но за раз делает файл
теперь из арткама на робота 3х осевую можно делать)
Гуру CNC
Отправлено 16 Август 2018 - 23:13
шаблон траектории ?
Сделанное правильно — красиво. Если сделанное тебе не нравится — то и работать оно будет хреново. Перевари, пересверли, выпили заново — ну, или хотя бы покрась.
Гуру CNC
Отправлено 17 Август 2018 - 11:11
шаблон траектории ?
не
на каждую точку 2 блока делаю, а не на программу целиком
FEED_RATE_MOVE = "/MN[13][10] [N]: L P[91][N][93] R[91]2[93]mm/sec CNT R[91]3[93]; [13][10]/POS[13][10] P [91][N][93] {GP1:UF:1,UT:1,CONFIG:'N U T, 0, 0, 0',X=[X] mm,Y=[Y] mm,Z=[Z] mm,W=0.000 deg,P=0.000 deg,R=0.000 deg};"
Абитуриент
Отправлено 19 Сентябрь 2018 - 20:08
Приветствую всех! Есть ли кто разбирающийся в постпрцессорах? Есть станок китайский со стойкой мне не знакомой. И все бы ничего, с управлением разобрались, но никак не выходит подобрать постпроцессор. Сможет ли кто нибудь помочь? Стойка 990MDCa-3
Бакалавр CNC

Отправлено 22 Сентябрь 2018 - 18:46
Синтек пробовали?Подредактировать его да и всё....
Абитуриент
Отправлено 23 Сентябрь 2018 - 14:02
Синтек пробовали?Подредактировать его да и всё....
Да, остановился на трех вариантах: AXYZ, Fanuc, syntec они все похожие. Плюс минус коды подредактирую. Там единственное это то, что шпинделя 3 и на них какие то свои коды G127, G128, G129 , вместо привычных Т1, Т2, Т3. Как заставить арткам писать G пока не знаю, пока в ручную править буду
Гуру CNC

Отправлено 23 Сентябрь 2018 - 14:53
Да, остановился на трех вариантах: AXYZ, Fanuc, syntec они все похожие. Плюс минус коды подредактирую. Там единственное это то, что шпинделя 3 и на них какие то свои коды G127, G128, G129 , вместо привычных Т1, Т2, Т3. Как заставить арткам писать G пока не знаю, пока в ручную править буду
В ArtCam ,
в базе инструментов, пронумеровать инструменты соответствующими номерами ( 127,128,129).
В постпроцессоре заменить выводимый символ T на G, оставив переменную номера инструмента.
........
Абитуриент
Отправлено 03 Октябрь 2018 - 23:00
Доброго вечера всем!
Купил б\у станок Beaver 25 AVLT8. К нему имеется софт ArtCAM 9.
Но под данный станок нет постпроцессора для ArtCAM.
Помогите найти, весь интернет уже изрыл, нет ни где. 
Или же подскажите может как то самому попробовать написать?
Есть правда программа рабочая, которая пропускалась через арткам.
N0 G17 N10 M03 M07 N20 G90 N30 G00 X145.0 Y306.5 N40 G01 Z-2.0 F1500 N60 G01 Y497.5 F7020 N70 G01 X361.0 N80 G01 Y131.5 N90 G01 X145.0 N100 G00 Z10.0000 F7000.00 N110 G00 X320.7 Y280.2 N120 G01 Z-2.0 F1500 N140 G01 X320.7 Y89.2 F7020 N150 G01 X104.7 N160 G01 Y455.2 N170 G01 X320.7 N180 G01 Z10.0 N1500 G90 N1700 G00 x0.y0. F5000. N1800 M05 M09 N1900 M02
Сообщение отредактировал aquager: 03 Октябрь 2018 - 23:01
Абсолем CNC:)

Отправлено 03 Октябрь 2018 - 23:14
Видать так рыли, ибо надо искать не на бивер, а на марку стойки... Там вернее всего Синтек, а на Синтек здесь на форуме постпроцессор выкладывали и не раз...
Сообщение отредактировал 3D-BiG: 04 Октябрь 2018 - 01:51
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
Студент
Отправлено 04 Октябрь 2018 - 01:43
Доброго вечера всем!
Купил б\у станок Beaver 25 AVLT8. К нему имеется софт ArtCAM 9.
Но под данный станок нет постпроцессора для ArtCAM.
Помогите найти, весь интернет уже изрыл, нет ни где.
Посмотри в архиве. Какой-то из них точно рабочий.
 Постпроцессор для Арткама Beaver25AVLT8.rar 2,94К
397 скачиваний
Постпроцессор для Арткама Beaver25AVLT8.rar 2,94К
397 скачиваний
Студент
Отправлено 04 Октябрь 2018 - 11:39
Доброго вечера всем!
Купил б\у станок Beaver 25 AVLT8. К нему имеется софт ArtCAM 9.
Но под данный станок нет постпроцессора для ArtCAM.
Помогите найти, весь интернет уже изрыл, нет ни где.
У меня в 2008 есть
 Beaver25AVLT8.rar 932байт
279 скачиваний
Beaver25AVLT8.rar 932байт
279 скачиваний
Абитуриент
Отправлено 05 Октябрь 2018 - 15:43
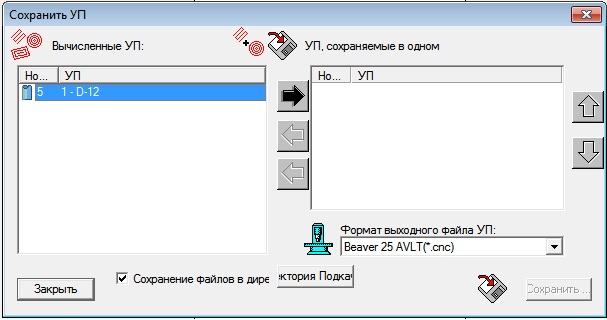
Добрый день. Имеем станок PRATIX S, 2013 года (SCM GROUP) . Работаем на нем через Базис Мебельщик. Возникла необходимость делать фасады, Базис такие вещи делать не может, это к примеру, выход фрезы под определенным углом, как на фото 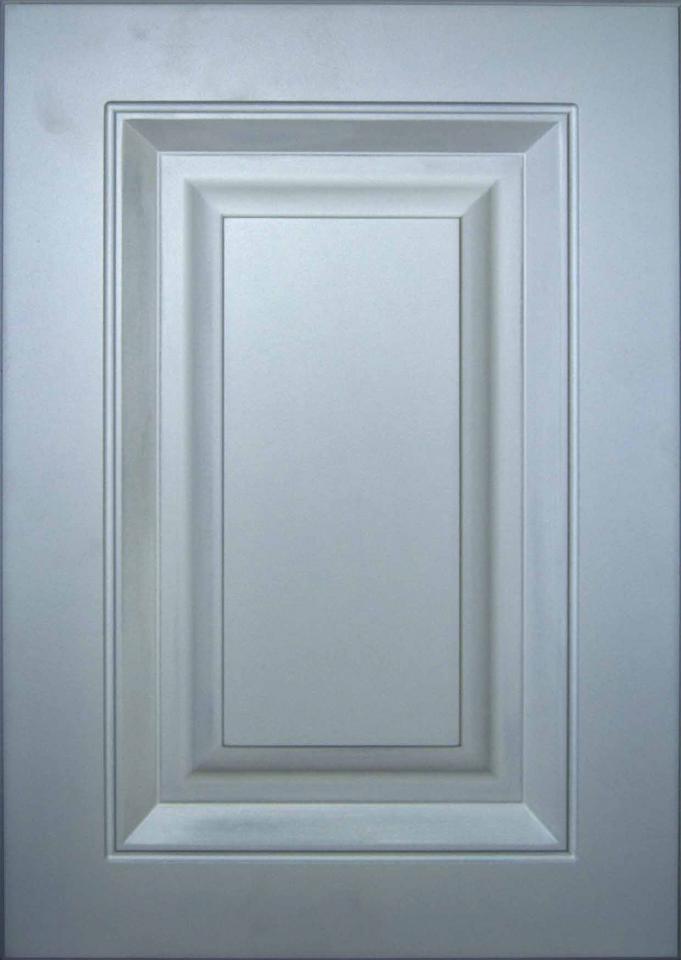 . Решили попробовать через арткам, нашел там постпроцессор (SCM_Record130-240_Xilog_mm1) , из всего мною прочитанного, вроде бы им пользуются, но что то наш станочек не хочет его "кушать" Я нарисовал в арткаме прямую панель и сохранил программу:
. Решили попробовать через арткам, нашел там постпроцессор (SCM_Record130-240_Xilog_mm1) , из всего мною прочитанного, вроде бы им пользуются, но что то наш станочек не хочет его "кушать" Я нарисовал в арткаме прямую панель и сохранил программу: 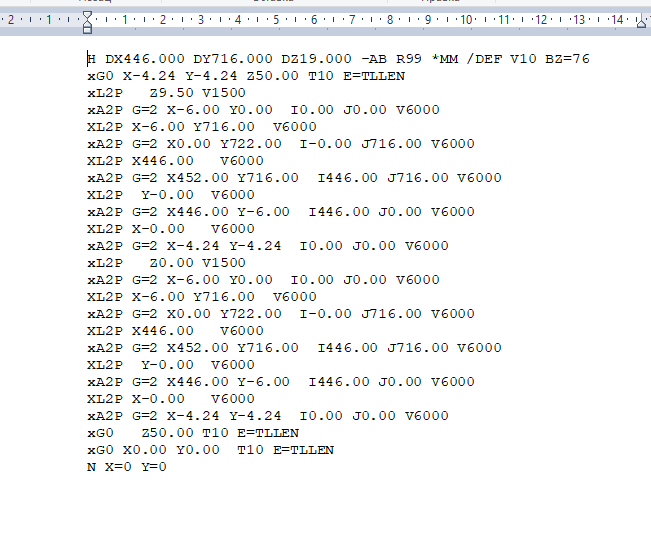 . При загрузке программы станок выдает ошибки :
. При загрузке программы станок выдает ошибки : ![]() Не подскажите в чем может быть проблема, и вообще можно ли заставить этот станок работать из под арткама? Спасибо.
Не подскажите в чем может быть проблема, и вообще можно ли заставить этот станок работать из под арткама? Спасибо.
Студент
Отправлено 10 Октябрь 2018 - 13:20
Всем доброго времени суток!
Вопрос по возможности использования команд G41 G42 в ArtCAM.
На станке с автосменой имеется измеритель длины и диаметра инструмента.
При установке инструмента станок автоматически заносит коррекцию в базу станка.
При выполнении не точных работ данные команды не требовались. Просто корректировали диаметр фрезы в ArtCAM.
Сейчас же вопрос использования коррекций становиться довольно актуальным.
Это важно при обработке точных карманов и бобышек, как квадратных так и не очень.
Т.е. нужно что бы в УП при встречном или попутном, по часовой или против фрезерований, была отображена коррекция с нужной стороны.
Подскажите возможно ли это отобразить в постпроцессоре?
Заранее благодарен за помощ!
Кот CNC

Отправлено 10 Октябрь 2018 - 13:42
Не подскажите в чем может быть проблема, и вообще можно ли заставить этот станок работать из под арткама? Спасибо.
Киньте клич по сервисникам SCM(только тихо) - может кто и поможет с работающим постом.Или сразу в поддержку арткама(у них там власть сменилась,сейчас хз,чё там).
Но самый простой вариант - напишите руками.Быстрее выйдет,даже если параметрику писать.Максимум - час потратите.Зато потом только габариты менять.
Арткам,падла буржуйская,почему-то коряво довольно пишет такие проги.Какие-то там дрыги и подпрыги получаются(может вектора говно,может ещё чего).
А с от руки писанное - надёжнее. 
Хоть в простом ксилоге,хоть в маэстре.

Все замечания и нравоучения носят исключительно юмористический характер.Ни коим образом не затрагивают честь и достоинство собеседника облезлого Кота с форточки.
Кто людям помогает - тот тратит время зря.
Хорошими делами прославиться нельзя.
Гуру CNC
Отправлено 10 Октябрь 2018 - 18:39
Вопрос по возможности использования команд G41 G42 в ArtCAM.
Я эту тему вымучивал как-то давненько,результат отрицательный..........
Сделанное правильно — красиво. Если сделанное тебе не нравится — то и работать оно будет хреново. Перевари, пересверли, выпили заново — ну, или хотя бы покрась.
Абитуриент
Отправлено 11 Октябрь 2018 - 11:07
Киньте клич по сервисникам SCM
Спасибо, попробую по сервисникам, сам я писать не специалист
Бакалавр CNC
Отправлено 11 Октябрь 2018 - 14:59
Да уж, xilog замороченный до "нельзя")). Ни с одним ПО не было таких гемороев ...Причём, из личных наблюдений, и итальянцев нет ни одного ровного ПО, всё через одно место, даже Biesse Works, и тот кривоват.Да, сами станки отличные, механика без нареканий, а вот электроника и По -беда, хотя и ценник приличный.Даже китаёзы сейчас делают лучше в плане софта.
Студент
Отправлено 07 Март 2019 - 01:48
Добрый день, уважаемые пользователи форума! У меня станок под управлением NC Studio 5, здесь на форуме скачал постпроцессор Azazello для поворотной оси, все работает отлично, но на пологих участках рельефа подача очень ускорятся, на участке посложнее - замедляется ( я так понял к параметрам, указанным в арткаме), при возврате при обработке растром опять ускоряется в том же месте. Я заменил строку FORMAT = [F|@||1.0|0.0166] на FORMAT = [F|#|F|1.1] из постпроцессора уважаемого 3D-BIG скорость подачи стала равномерной, без ускорений. Кто-то мне может рассказать, что обозначает каждый символ в этой строке, поскольку хочу понять, как она работает и вернуть ускорения на пологих участках рельефа в разумных пределах (они очень экономят время). Мне нужно понять принцип действия этой строки , чтобы немного уменьшить ускорения, поскольку на сосновых заготовках обработка проходит нормально, а вот на ясене или дубе фреза сломается. Или ткните в ссылку, я почитаю и разберусь. Заранее благодарю!
Конкретно не пойму, что значит |0.0166] в строке ; Feed Rate
Доктор CNC

Отправлено 07 Март 2019 - 04:58
а вот на ясене или дубе фреза сломается
как она там может сломаться если у меня она режет 2-4 мм в глубину?
Студент
Отправлено 07 Март 2019 - 10:52
Сообщение отредактировал SashaPizuk: 07 Март 2019 - 10:53
0 пользователей, 4 гостей, 0 анонимных


Community Forum Software by IP.Board Русификация от IBResource
Лицензия зарегистрирована на: Мир CNC