


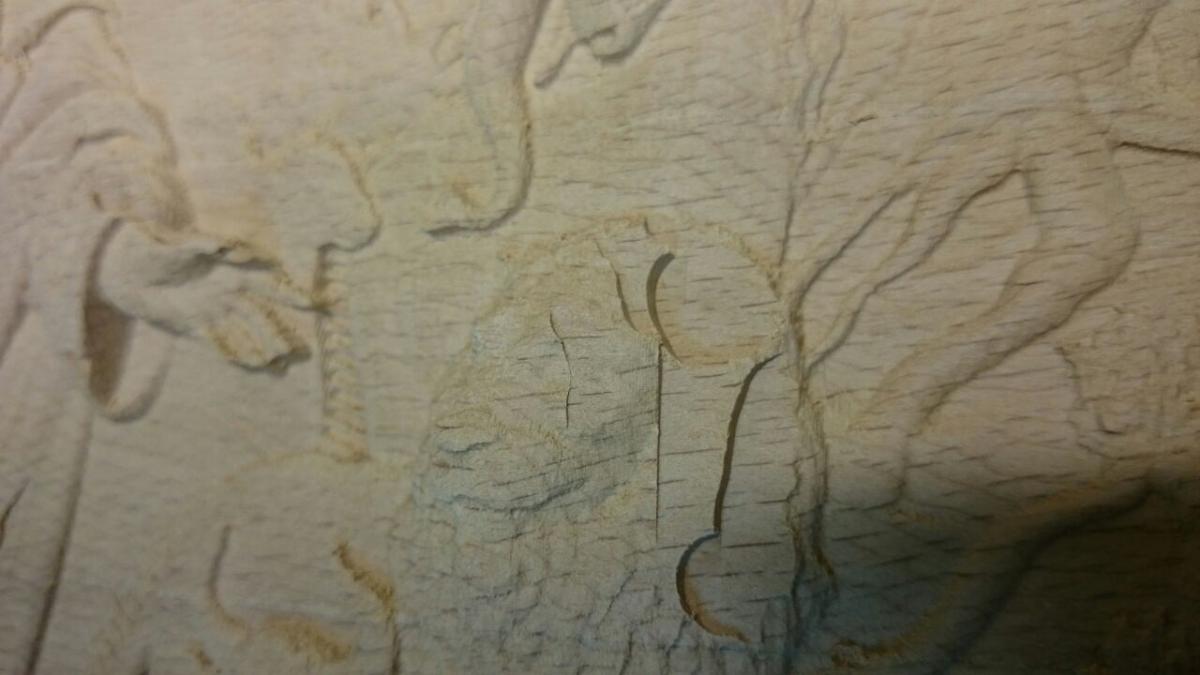
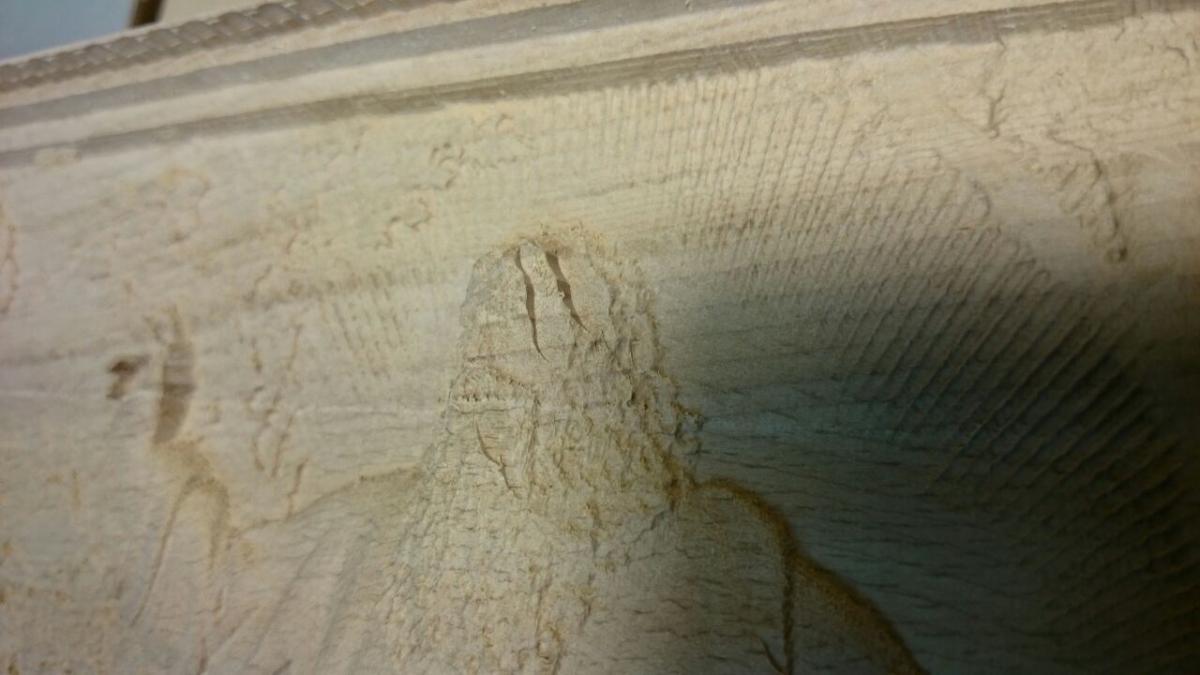
у меня появилась проблема - чистовая не совпадает с черновой - уезжает от нее на 5-10 мм вправо по оси Х.
см.фото
Качество фото не очень, но ступеньки, что проглядывают из-под чистовой, видны четко.
Пропусков шагов ни по одной из осей не видно.
УП делаю в Арткам 2017. До этого делал в Арткам 2011, проблема та же. Конечно же, при визуализации проблем нет - все четко. Т.е. Арткам отрабатывает нормально.

Мач лицензионный v.66, последний. Пробовал на других версиях - тот же баг.
Что это может быть?
С уважением, Алексей









