постпроцессор работает без косяков,
окружность он выводит 4мя сегментами,
рывки еще возможны из-за задранных ускорений и стартовой подачи,
слишком резко стартует и тормозит на узлах...
Тогда не пойму в чем дело? Вот так выглядит код созданный в арткаме с постпроц Vic (ART) (*.u00):
G40
M01
M6T1
G43H1
M3S18000
G90
G0Z50.000
G0X0.000Y1000.000
G0X-2.995Y0.014Z5.000
G1Z-13.000F1000.0
G2 X-2.220 Y2.011 I+2.949 J+0.005 F3000.0
G2 X1.959 Y2.273 I+2.223 J-2.008
G2 X2.317 Y-1.900 I-1.956 J-2.269
G2 X-1.010 Y-2.825 I-2.319 J+1.894
G2 X-2.995 Y-0.000 I+1.008 J+2.819
G1X-2.995Y0.014
X-5.996Y0.010
G2 X-4.441 Y4.030 I+5.949 J+0.010
G2 X3.924 Y4.541 I+4.444 J-4.026
G2 X4.632 Y-3.810 I-3.921 J-4.538
G2 X-2.024 Y-5.649 I-4.633 J+3.804
G2 X-5.996 Y-0.000 I+2.023 J+5.643
G1X-5.996Y0.010
X-8.997Y0.005
G2 X-0.471 Y8.985 I+8.985 J+0.007
G2 X6.946 Y-5.720 I+0.477 J-8.983
G2 X-3.039 Y-8.473 I-6.948 J+5.714
G2 X-8.997 Y-0.000 I+3.038 J+8.467
G1X-8.997Y0.005
X-11.998Y0.002
G2 X-0.622 Y11.983 I+11.986 J+0.009
G2 X9.261 Y-7.630 I+0.628 J-11.980
G2 X-4.054 Y-11.297 I-9.262 J+7.624
G2 X-11.998 Y-0.000 I+4.053 J+11.291
G1X-11.998Y0.002
X-14.999Y-0.000
G2 X-0.774 Y14.980 I+14.988 J+0.011
G2 X11.575 Y-9.540 I+0.780 J-14.977
G2 X-5.069 Y-14.121 I-11.577 J+9.535
G2 X-14.999 Y-0.000 I+5.067 J+14.116
G0Z5.000
G0X0.000Y1000.000Z50.000
G0Z50.000
M30
Убавил START с 300 на 200 и Accela c 300 на 200, станок ездит мягко но как вареный, причем 300 стояло по умолчанию и именно такойже фидрейт (300) стоит на 26-ом.
Вот видео где D12 делает выборку окружности D35мм, Z-19мм за два прохода, шаг 6мм, подача 2м\мин, start и accella 200.
http://youtu.be/BZbNOeDkxmQ
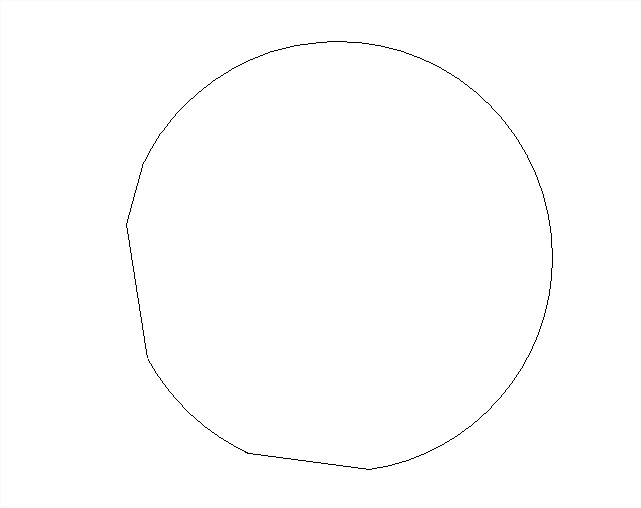
Модно увидеть что фреза описывает окружность в три-четыре приема с тормозами, и если вглядеться, получается примерно такая картина:
на постпроц Vic (mm) (*.u00) окружность описывалась в один прием без тормозов, ну кроме перехода на следующий круг при смещении к финишному вектору. Не пользоваться же двумя постпроц для разных уп?