
А на контролере что написано? С142-4 или другое что то?

Сообщений в теме: 83
#21
 OFFLINE
OFFLINE
Valerius
-

- Опытный
-

- 345 сообщений
Магистр CNC
- Пол:Мужчина
- Город:Мончегорск - Кашира
-
Из:Кашира
Отправлено 22 Апрель 2010 - 01:16
#22
OFFLINE
mishi4
-
- Пользователи
-
- 10 сообщений
Студент
-
Из:Елабуга
Отправлено 22 Апрель 2010 - 23:54
Рано я обрадовался! Сегодня заглючил мой станочек, не знал что делать. Проходил плавненько траекторию, я о плохом не думаю, а он возьми да и поедь в другую от детали сторону. Перезагрузил, так же. Переделал траекторию, запустил, а он минут через пять опять уехал. Потом удалил этот сегмент, на котором уводит и нормально доделал. Причину так и не понял. Сейчас боюсь, если так уведёт, да в заготовку на всю высоту фрезы, пи…ец шпинделю, да и меня на работе по головке не погладят.А на контролере что написано? С142-4 или другое что то?

А кстати что-то Remote не особо популярная программа, да и PowerMILL тоже. Я мало что по ним нашёл в инете. А вы Valerius на чём трудитесь?
Прикрепленные изображения
Сообщение отредактировал mishi4: 22 Апрель 2010 - 23:57
#23
OFFLINE
Valerius
-
- Опытный
-
- 345 сообщений
Магистр CNC
- Пол:Мужчина
- Город:Мончегорск - Кашира
-
Из:Кашира
Отправлено 24 Апрель 2010 - 01:18
У меня с алюминия станочек, на шаговиках, стойка ISEL.А вы Valerius на чём трудитесь?
Та же самая проблема, что и у вас, но сильно с ней не заморачивался, у меня в основном 2D резка рекламная.
Remote, как я понял, программа управления конкретно ISELевская и для ISELевских стоек сделана.
Сообщение отредактировал Valerius: 24 Апрель 2010 - 01:20
#24
OFFLINE
M&M
-

- Пользователи
-
- 16 сообщений
Студент
- Пол:Мужчина
- Город:Волгоград
Отправлено 26 Август 2010 - 22:07
 а кто нибудь может подсказать как сделать эти плавные переходы в artisman control center?
а кто нибудь может подсказать как сделать эти плавные переходы в artisman control center?
#25
OFFLINE
M&M
-
- Пользователи
-
- 16 сообщений
Студент
- Пол:Мужчина
- Город:Волгоград
Отправлено 29 Август 2010 - 16:11
Никто не работал с artisman control center? 
#26
OFFLINE
M&M
-
- Пользователи
-
- 16 сообщений
Студент
- Пол:Мужчина
- Город:Волгоград
Отправлено 07 Сентябрь 2010 - 23:35
Спецы, работавшие с АСС, подскажите с этим плавным переходом 
#27
OFFLINE
mishi4
-
- Пользователи
-
- 10 сообщений
Студент
-
Из:Елабуга
Отправлено 08 Сентябрь 2010 - 23:33
Меня навёл на мысль пост №14 ,почитай повнимательнее инструкцию управляющей программы станком.Я так понял везде эта функция по разному называется.У меня это так называется- Online path буферизированного вычисления значений в режиме реального времени. Или круговая интерполяция,или вписать дуги.Никто не работал с artisman control center?
#28
OFFLINE
kesha911
-
- Пользователи+
-
- 59 сообщений
Студент
-
Из:Москва
Отправлено 09 Февраль 2014 - 03:09
Подскажите где ошибка,почему контур букв не плавный.
и какой постпроцессор использовать при создании УП в арткаме для мач3?

и какой постпроцессор использовать при создании УП в арткаме для мач3?
#29
OFFLINE
Dem.veter
-
- Пользователи
-
- 25 сообщений
Студент
- Пол:Мужчина
-
Из:г.Клин
Отправлено 09 Май 2014 - 15:04
Дня всем доброго. У меня похожая проблема, но ее решение мне не подходит т.к. у меня другой станок и управляющая программа.
Станок: beaver victor 1313A ATC1 с ДУ, модель ДУ и контроллера сказать не могу, т.к на них нет подобных надписей, точнее я не нашел.
с ДУ, модель ДУ и контроллера сказать не могу, т.к на них нет подобных надписей, точнее я не нашел.



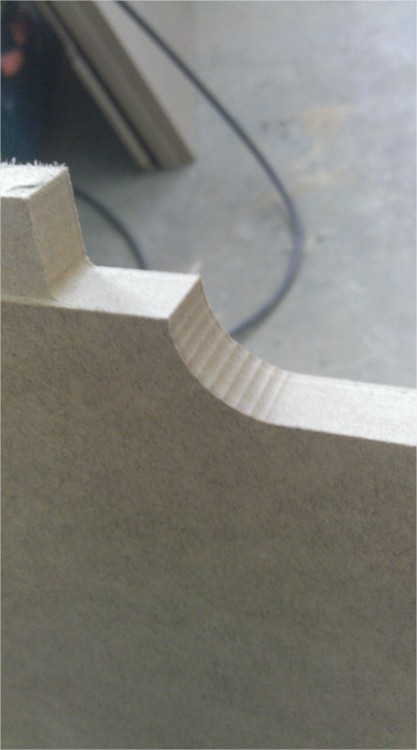
Станок дергается как черт при обработке дуг, кривых линий, и некоторых окружностей, но не всегда. Никак не могу понять почему, даже когда угол обходит, дергается и обрабатывает соответственно ступенями. Точно как на первом видео выше. Работаю с ArtCAM 8.1 файлы сохраняю в формате станка (vic) сам файл "U00" (.u00). Менял подачи от 2м\мин до 7м\мин результат одинаков, правда на большой скорости, соответственно рывки сильнее, менял точность с 0.01 на 0.1 дергается чуть реже но также сильно. обрабатываю мдф 16-22мм разными фрезами от 1.8 до 50 в основном концевые и радиусные. Приемистость у станка не слабая на G00 стартует на 25м\мин за пол секунды. Вчера заметил что на скорости 0.5 и 1 м\мин рывки не заметны практически, на плавных дугах, на острых углах один пень дергается, для обработки мдф годится, но такая подача не приемлима, уж очень долго. Вроде все подробно описал, жду советов, многие уже перепробовал, но результата ноль.
Никак не могу понять почему, даже когда угол обходит, дергается и обрабатывает соответственно ступенями. Точно как на первом видео выше. Работаю с ArtCAM 8.1 файлы сохраняю в формате станка (vic) сам файл "U00" (.u00). Менял подачи от 2м\мин до 7м\мин результат одинаков, правда на большой скорости, соответственно рывки сильнее, менял точность с 0.01 на 0.1 дергается чуть реже но также сильно. обрабатываю мдф 16-22мм разными фрезами от 1.8 до 50 в основном концевые и радиусные. Приемистость у станка не слабая на G00 стартует на 25м\мин за пол секунды. Вчера заметил что на скорости 0.5 и 1 м\мин рывки не заметны практически, на плавных дугах, на острых углах один пень дергается, для обработки мдф годится, но такая подача не приемлима, уж очень долго. Вроде все подробно описал, жду советов, многие уже перепробовал, но результата ноль.
P.S Рядом стоит beaver 26, управляется с компа, через Vic Control, та же деталь, тот же ArtCam такой проблемы нет, на 10м\мин все линии плавные, без дерганий и т.д.
Станок: beaver victor 1313A ATC1
 с ДУ, модель ДУ и контроллера сказать не могу, т.к на них нет подобных надписей, точнее я не нашел.
с ДУ, модель ДУ и контроллера сказать не могу, т.к на них нет подобных надписей, точнее я не нашел.

Станок дергается как черт при обработке дуг, кривых линий, и некоторых окружностей, но не всегда.
 Никак не могу понять почему, даже когда угол обходит, дергается и обрабатывает соответственно ступенями. Точно как на первом видео выше. Работаю с ArtCAM 8.1 файлы сохраняю в формате станка (vic) сам файл "U00" (.u00). Менял подачи от 2м\мин до 7м\мин результат одинаков, правда на большой скорости, соответственно рывки сильнее, менял точность с 0.01 на 0.1 дергается чуть реже но также сильно. обрабатываю мдф 16-22мм разными фрезами от 1.8 до 50 в основном концевые и радиусные. Приемистость у станка не слабая на G00 стартует на 25м\мин за пол секунды. Вчера заметил что на скорости 0.5 и 1 м\мин рывки не заметны практически, на плавных дугах, на острых углах один пень дергается, для обработки мдф годится, но такая подача не приемлима, уж очень долго. Вроде все подробно описал, жду советов, многие уже перепробовал, но результата ноль.
Никак не могу понять почему, даже когда угол обходит, дергается и обрабатывает соответственно ступенями. Точно как на первом видео выше. Работаю с ArtCAM 8.1 файлы сохраняю в формате станка (vic) сам файл "U00" (.u00). Менял подачи от 2м\мин до 7м\мин результат одинаков, правда на большой скорости, соответственно рывки сильнее, менял точность с 0.01 на 0.1 дергается чуть реже но также сильно. обрабатываю мдф 16-22мм разными фрезами от 1.8 до 50 в основном концевые и радиусные. Приемистость у станка не слабая на G00 стартует на 25м\мин за пол секунды. Вчера заметил что на скорости 0.5 и 1 м\мин рывки не заметны практически, на плавных дугах, на острых углах один пень дергается, для обработки мдф годится, но такая подача не приемлима, уж очень долго. Вроде все подробно описал, жду советов, многие уже перепробовал, но результата ноль.P.S Рядом стоит beaver 26, управляется с компа, через Vic Control, та же деталь, тот же ArtCam такой проблемы нет, на 10м\мин все линии плавные, без дерганий и т.д.
Сообщение отредактировал Dem.veter: 09 Май 2014 - 15:14
#30
OFFLINE
MiG
-

- Продвинутый
-
- 2 020 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Россия , Ковров
Отправлено 09 Май 2014 - 15:14
ваш пульт понимает дуги в круговой интерполяции G02\G03,
рывки и дергания у вас происходят на узлах векторов,
типа едет от точки до точки и дергается как швейная машинка,
попробуйте постпроцессор с G02\G03 ,
например вот этот VIC_ARC_u00.rar 823байт
297 скачиваний ,
VIC_ARC_u00.rar 823байт
297 скачиваний ,
а для более мягкого поворота на углах, убавьте ускорение,
и там кажется есть стартап фирдейт , уже не помню точно ,
если все же есть -тоже убавьте.
Контрольная система Victor V3.0.doc (1.6 МБ)
рывки и дергания у вас происходят на узлах векторов,
типа едет от точки до точки и дергается как швейная машинка,
попробуйте постпроцессор с G02\G03 ,
например вот этот
VIC_ARC_u00.rar 823байт
297 скачиваний ,а для более мягкого поворота на углах, убавьте ускорение,
и там кажется есть стартап фирдейт , уже не помню точно ,
если все же есть -тоже убавьте.
Контрольная система Victor V3.0.doc (1.6 МБ)
Сообщение отредактировал MiG: 09 Май 2014 - 15:34
#31
OFFLINE
Dem.veter
-
- Пользователи
-
- 25 сообщений
Студент
- Пол:Мужчина
-
Из:г.Клин
Отправлено 09 Май 2014 - 16:18
Премного благодарен, особенно за инструкцию к пульту, а то я его осваивал методом тыка и не мало времени на это потратил.
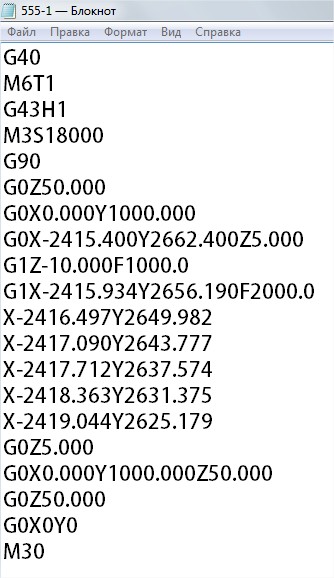
У меня вопрос по постпроцессору, взял одну модель и сохранил уп в старом и в новом постпроц.
и в новом постпроц. Разница очевидна, в новом код стал раз в десять меньше но добавились непонятные мне команды как, "I" и "J" для чего они?
Разница очевидна, в новом код стал раз в десять меньше но добавились непонятные мне команды как, "I" и "J" для чего они?
У меня вопрос по постпроцессору, взял одну модель и сохранил уп в старом
 и в новом постпроц.
и в новом постпроц.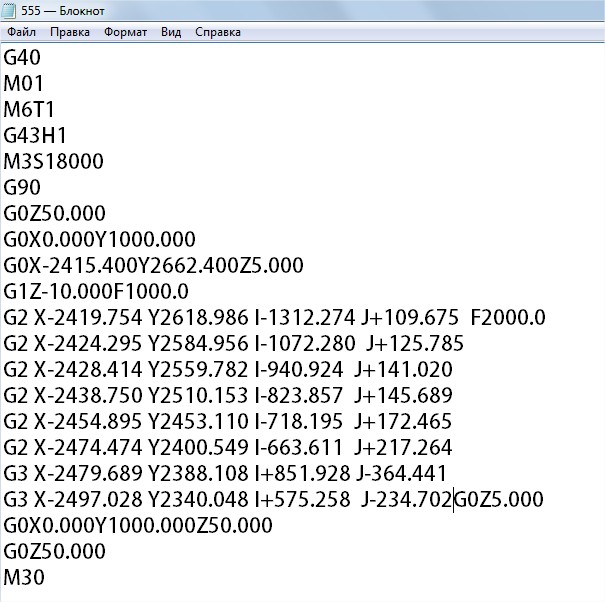 Разница очевидна, в новом код стал раз в десять меньше но добавились непонятные мне команды как, "I" и "J" для чего они?
Разница очевидна, в новом код стал раз в десять меньше но добавились непонятные мне команды как, "I" и "J" для чего они?
#32
OFFLINE
MiG
-
- Продвинутый
-
- 2 020 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Россия , Ковров
Отправлено 09 Май 2014 - 16:23
этими командами задано движение по дуге,то есть :
начальная точка дуги = текущее положение инструмента,
I,J = координаты центра радиуса дуги, относительно начальной точки(в приращениях) ,
х, y = конечная точка дуги.
то есть теперь у вас дуги прописаны не кучей точек и станок дергается ,
перемещаясь от точки до точки,
а сразу дугой ...

начальная точка дуги = текущее положение инструмента,
I,J = координаты центра радиуса дуги, относительно начальной точки(в приращениях) ,
х, y = конечная точка дуги.
то есть теперь у вас дуги прописаны не кучей точек и станок дергается ,
перемещаясь от точки до точки,
а сразу дугой ...
Сообщение отредактировал MiG: 09 Май 2014 - 16:27
#33
OFFLINE
Dem.veter
-
- Пользователи
-
- 25 сообщений
Студент
- Пол:Мужчина
-
Из:г.Клин
Отправлено 09 Май 2014 - 16:54
Это именно то, что мне нужно, надеюсь станок поймет G-код этого постпроц. и будет мне наконец счастье  спасибо большое, после праздников отпишусь
спасибо большое, после праздников отпишусь 
спасибо большое, после праздников отпишусь
#34
OFFLINE
MiG
-
- Продвинутый
-
- 2 020 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Россия , Ковров
Отправлено 09 Май 2014 - 16:56
поймет,несколько лет лет назад пару таких станков налаживал,
только размером побольше(1325 с автосменой)
столкнулся именно с такой же неприятностью...
после правки постпроцессора все наладилось...
незачто ,обращайтесь
,обращайтесь
только размером побольше(1325 с автосменой)
столкнулся именно с такой же неприятностью...
после правки постпроцессора все наладилось...
незачто
,обращайтесь
Сообщение отредактировал MiG: 09 Май 2014 - 17:00
#35
OFFLINE
Dem.veter
-
- Пользователи
-
- 25 сообщений
Студент
- Пол:Мужчина
-
Из:г.Клин
Отправлено 09 Май 2014 - 18:37
У меня тоже с автосменой, только ее до меня сняли, теперь придется ставить обратно и мучаться со всеми калибровками и запауском в работу. Опять же никто рядом не знает как это все программно делается.
#36
OFFLINE
MiG
-
- Продвинутый
-
- 2 020 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Россия , Ковров
Отправлено 09 Май 2014 - 18:56
Сняли кассету с держателями или даже датчики шпинделя отключили?
Программно: в контроллере прописываются координаты держателей для каждого инструмента, все.
Сама процедура автосмены , перемещение, сигналы клапану, опрос датчиков, копменсация длины, жестко забита в прошивке и она у вас осталась ...
С калибровкой длин инструментов - помогу когда поставите, там длина инструментов измеряется
Запуском коротенькой упшки с командами
Программно: в контроллере прописываются координаты держателей для каждого инструмента, все.
Сама процедура автосмены , перемещение, сигналы клапану, опрос датчиков, копменсация длины, жестко забита в прошивке и она у вас осталась ...
С калибровкой длин инструментов - помогу когда поставите, там длина инструментов измеряется
Запуском коротенькой упшки с командами
Сообщение отредактировал MiG: 09 Май 2014 - 18:50
#37
OFFLINE
Dem.veter
-
- Пользователи
-
- 25 сообщений
Студент
- Пол:Мужчина
-
Из:г.Клин
Отправлено 09 Май 2014 - 19:10
Кассету сняли, а что за датчики шпинделя? Сомневаюсь, что их трогали.
Ну где прописывается координаты держателей я нашел, думаю менять их не придется. А дальше? Поставлю я батарею, пущу калибровку фрез и тут возникает проблема, станок калибрует в машинном ноле, а он за пределами стола, подозреваю, что придется в контроллере уменьшать габариты стола? Table X-0.000 и Y-0.000 менять на X-50.000 Y-50.000? Если так то возникает проблема обработки деталей чуть длиннее стола, прои фактическом размере 1300х1300 приходится работать и с 1600, чтоб за два раза не резать, приходится свешивать.
P.S. И еще вопросик, на высоких скоростях, станок должен притормаживать на острых углах, но при выборке например прямоугольника, выборка внутри, на 7-10м\мин может три угла притормозить, а на четвертом нет и это не очень хорошо сказывается на станке и детали. В чем может быть проблема?
Ну где прописывается координаты держателей я нашел, думаю менять их не придется. А дальше? Поставлю я батарею, пущу калибровку фрез и тут возникает проблема, станок калибрует в машинном ноле, а он за пределами стола, подозреваю, что придется в контроллере уменьшать габариты стола? Table X-0.000 и Y-0.000 менять на X-50.000 Y-50.000? Если так то возникает проблема обработки деталей чуть длиннее стола, прои фактическом размере 1300х1300 приходится работать и с 1600, чтоб за два раза не резать, приходится свешивать.
P.S. И еще вопросик, на высоких скоростях, станок должен притормаживать на острых углах, но при выборке например прямоугольника, выборка внутри, на 7-10м\мин может три угла притормозить, а на четвертом нет и это не очень хорошо сказывается на станке и детали. В чем может быть проблема?
#38
OFFLINE
MiG
-
- Продвинутый
-
- 2 020 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Россия , Ковров
Отправлено 09 Май 2014 - 19:13
Не в машинном,в нуле заготовки он калибрует, а в пульте можно сохранить несколько нулей,
(описано в мануале).
Вот выберите ноль назначенный в удобном месте и вперед
Да даже если и в машинном, подставляйте любую подставку и на нее калибатор, вы же измеряете длину фрез не относительно заготовки или стола, вы измеряете разницу длины относительно первого инструмента, а потом ноль выставите первым инструментом стандартным способом, остальные фрезы это автоматом учтут
По второму вопросу : вот так,с лету не могу ничего сказать , вероятно косяк на этапе подготовки файла.
(описано в мануале).
Вот выберите ноль назначенный в удобном месте и вперед
Да даже если и в машинном, подставляйте любую подставку и на нее калибатор, вы же измеряете длину фрез не относительно заготовки или стола, вы измеряете разницу длины относительно первого инструмента, а потом ноль выставите первым инструментом стандартным способом, остальные фрезы это автоматом учтут
По второму вопросу : вот так,с лету не могу ничего сказать , вероятно косяк на этапе подготовки файла.
Сообщение отредактировал MiG: 09 Май 2014 - 19:23
#39
OFFLINE
Dem.veter
-
- Пользователи
-
- 25 сообщений
Студент
- Пол:Мужчина
-
Из:г.Клин
Отправлено 09 Май 2014 - 19:23
По второму вопросу : вот так,с лету не могу ничего сказать , вероятно косяк на этапе подготовки файла.
Это как? Имеете ввиду в ArtCame не так что-то?
На 26-ом Beavere таже программа летит как надо хоть на 14м\мин
Сообщение отредактировал Dem.veter: 09 Май 2014 - 19:24
#40
OFFLINE
MiG
-
- Продвинутый
-
- 2 020 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Россия , Ковров
Отправлено 09 Май 2014 - 19:24
Ну да, в акрткме, попробуйте сменить например направление или наружу/внутрь ....
Выше чуть добавил в предидущем сообщении, прочитайте
Выше чуть добавил в предидущем сообщении, прочитайте
Сообщение отредактировал MiG: 09 Май 2014 - 19:27
Темы с аналогичным тегами ломаная окружность



Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных

