Прикрепленные изображения
Сообщение отредактировал Maik43007: 12 Октябрь 2016 - 15:42


Бакалавр CNC

Отправлено 12 Октябрь 2016 - 15:41
Сообщение отредактировал Maik43007: 12 Октябрь 2016 - 15:42
Гуру CNC

Отправлено 12 Октябрь 2016 - 16:05
Я бы е-стопом все же + "рвал" а не -
Бакалавр CNC
Отправлено 17 Октябрь 2016 - 06:41
Тёмный Лорд CNC

Отправлено 17 Октябрь 2016 - 08:43
Или это делает программа?
само должно
...Возможно всё. На невозможное просто требуется больше времени...
Бакалавр CNC

Отправлено 17 Октябрь 2016 - 12:47
Вопрос, после определения высоты таблеткой нужно самому сбрасывать на ноль? Или это делает программа?
Что-то ещё в скрине не изменил, упустил.
Должен шпиндель подняться над таблеткой 1см. В окне должно быть 25.
У меня так. Если портал отвести, а потом "домой" должен приехать в нули и шпиндель опустится до жертвенника, т.е. минус размер таблетки.(15мм)
Сообщение отредактировал Alex2x: 17 Октябрь 2016 - 12:59
Бакалавр CNC
Отправлено 17 Октябрь 2016 - 15:28
Сообщение отредактировал Maik43007: 17 Октябрь 2016 - 15:30
Абсолем CNC:)

Отправлено 18 Октябрь 2016 - 10:48
Maik43007, после касания таблетки NcStudio поднимает фрезу на 5мм, после этого координата Z будет показывать толщина таблетки+5мм. Таким образом программа устанавливает ноль на поверхности детали. Теперь нужно работать в минус, т.е. "от верха заготовки".
При работе "от поверхности стола" (от низа детали) таблетку надо класть на стол, ловить поверхность стола и работать в плюс.
Стратегия работы "от поверхности стола" или "от верха заготовки" задается в CAM'е (в ARTCAM'е при задании параметров заготовки).
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
Бакалавр CNC
Отправлено 18 Октябрь 2016 - 23:28
Тёмный Лорд CNC
Отправлено 19 Октябрь 2016 - 09:55
Второе. Умения на ось У два ШД И ОДИН ДАТЧИК ХОМ, в случае перекоса балки (ШВП ПОД ЗАЩИТОЙ) как их сенхронизировать?
3D-BIG как то эту тему разжёвывал , только давно и я не помню где.
Тоже планировал взять эту идею на вооружение . Вот только не сообразил как добиться "докатки" второго двигателя до своего датчика после сработки первого.(надеюсь понятно выразился)
...Возможно всё. На невозможное просто требуется больше времени...
Гуру CNC

Отправлено 19 Октябрь 2016 - 13:14
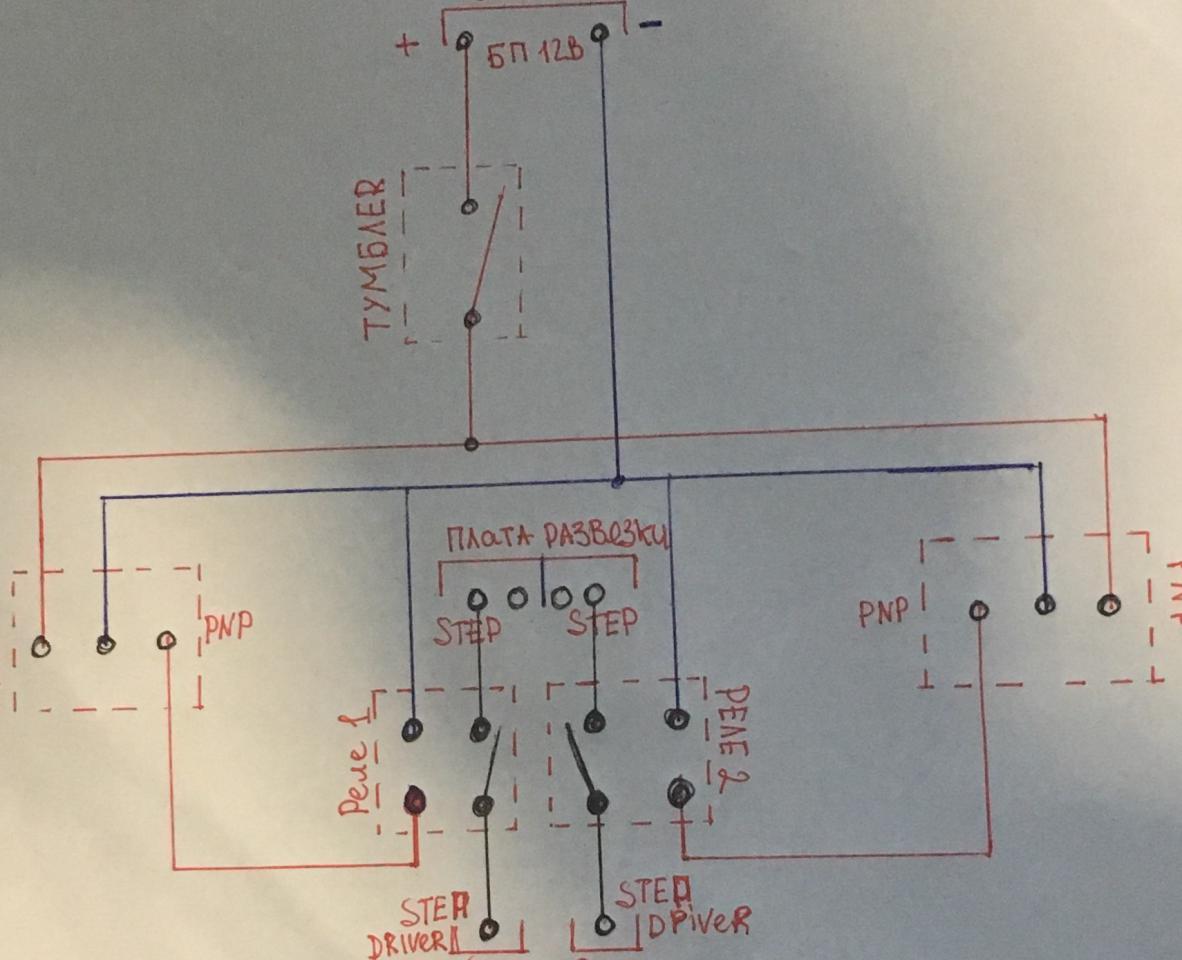
Три реле, наехали на любой датчик-отключили Степ, наехал второй-включили третье реле, с него включаются оба Степа и работаем.
Бакалавр CNC
Отправлено 19 Октябрь 2016 - 15:41
Бакалавр CNC
Отправлено 19 Октябрь 2016 - 19:51
Бакалавр CNC
Отправлено 20 Октябрь 2016 - 02:23

Кот CNC

Отправлено 20 Октябрь 2016 - 08:05
Все замечания и нравоучения носят исключительно юмористический характер.Ни коим образом не затрагивают честь и достоинство собеседника облезлого Кота с форточки.
Кто людям помогает - тот тратит время зря.
Хорошими делами прославиться нельзя.
Абсолем CNC:)

Отправлено 20 Октябрь 2016 - 17:48
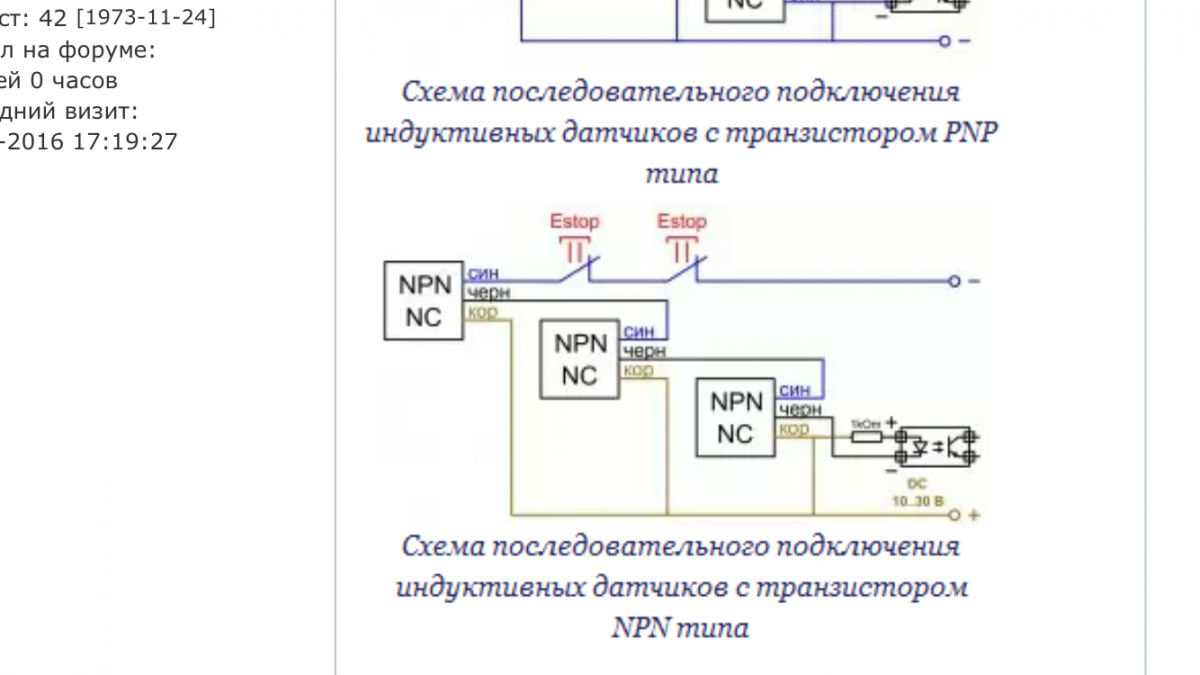
торое. Умения на ось У два ШД И ОДИН ДАТЧИК ХОМ, в случае перекоса балки (ШВП ПОД ЗАЩИТОЙ) как их сенхронизировать? Есть одна идея блокировать (обрывать цепь) драйвер через DIR- или PULS концевыми датчиками, у меня есть лишние двух видов PNP и NPN. Соотвественно датчики с двух сторон при перекосе каждый датчик отрубает драйвер. После отправлять домой. Кто нибудь делал подобное?
ставим на станки подобный автомат выравнивания портала на выпускаемые станки...
Три реле, наехали на любой датчик-отключили Степ, наехал второй-включили третье реле, с него включаются оба Степа и работаем.
От релейной схемы отказались, т.к. очень быстро на малоточке выходят из строя контакты электромагнитных реле (похоже закисляются), давая со временем нестабильность работы.... Сейчас ставим на конкретно отпрограммированном электронном реле - с такой системой проблем нет.... Можно, конечно, собрать хоть на рассыпухе или на ИС малой интеграции, но свой участок пайки делать экономически невыгодно, хотя схему можно нарисовать в любом элементарном базисе без проблем (да хоть на радиолампах или тиратронах)...
Принцип работы давно описывал: при наезде на конкретный датчик прерываем доступ сигнала Step на соответствующий драйвер, не давая пройти сигналу датчика на вход датчика этой оси на электронике управления, при наезде на второй датчик, снимаем блокировку Step и пропускаем сигнал на вход датчика... На реле делается на трех релюхах с тремя переключающими контактами - используются все три контакта, но не на все направления...
P.S. глянул вашу схему - das ist nicht Gut...
Сообщение отредактировал 3D-BiG: 20 Октябрь 2016 - 17:50
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
Доктор CNC

Отправлено 20 Октябрь 2016 - 18:04
Собрал по сусекам фрезы.
Сусеки даймлеровские?
... пошуровать бы. ))
Бакалавр CNC
Отправлено 20 Октябрь 2016 - 22:20
А можно номер этих электронных реле, я с электроникой на вы, приходится долго разбираться.ставим на станки подобный автомат выравнивания портала на выпускаемые станки...
От релейной схемы отказались, т.к. очень быстро на малоточке выходят из строя контакты электромагнитных реле (похоже закисляются), давая со временем нестабильность работы.... Сейчас ставим на конкретно отпрограммированном электронном реле - с такой системой проблем нет.... Можно, конечно, собрать хоть на рассыпухе или на ИС малой интеграции, но свой участок пайки делать экономически невыгодно, хотя схему можно нарисовать в любом элементарном базисе без проблем (да хоть на радиолампах или тиратронах)...
Принцип работы давно описывал: при наезде на конкретный датчик прерываем доступ сигнала Step на соответствующий драйвер, не давая пройти сигналу датчика на вход датчика этой оси на электронике управления, при наезде на второй датчик, снимаем блокировку Step и пропускаем сигнал на вход датчика... На реле делается на трех релюхах с тремя переключающими контактами - используются все три контакта, но не на все направления...
P.S. глянул вашу схему - das ist nicht Gut...
Сообщение отредактировал Maik43007: 20 Октябрь 2016 - 22:19
Абсолем CNC:)
Отправлено 21 Октябрь 2016 - 09:15
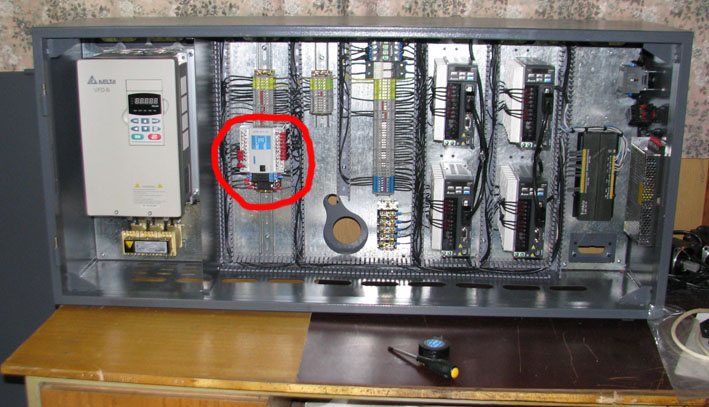
В последней версии у нас стоит электронное реле от ОВЕН (ОВЕН ПР110, правда прищлось еще поставить пару модулей опторазвязки для согласования уровней - на фото, на которой приведен шкаф станка с автосменой на серваках 5000-я серия, все это обведено), на которых остановились потому, что достаточно только отпрограммировать и получаем необходимую логическую функцию и они для нас очень доступны, но, еще раз повторю: схемотехнический базис может быть любой.
Принцип работы давно описывал: при наезде на конкретный датчик прерываем доступ сигнала Step на соответствующий драйвер, не давая пройти сигналу датчика на вход датчика этой оси на электронике управления, при наезде на второй датчик, снимаем блокировку Step и пропускаем сигнал на вход датчика... На реле делается на трех релюхах с тремя переключающими контактами - используются все три контакта, но не на все направления...
Добавлю, что у такого блока три входа: Step, датчик лев., датчик прав., и три выхода: Датчик, Step лев., Step прав.
Была идея сделать на рассыпухе, но посчитали с учетом выпуска наших станков, получили, что для нашего объема выпуска дешевле работать с готовой электронной релюхой - не надо создавать площадку для сборки таких плат... Хотя, если мне понадобится такие блоки - с десяток запаяю за вечер, и даже за комплектующими ехать не придется, ибо еще советских транзисторов есть ведра полтора, да и резисторов только разложенных по номиналам - несколько тысяч еще со сремен, когда радиолюбительствовал ...
Сообщение отредактировал 3D-BiG: 21 Октябрь 2016 - 09:18
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
Бакалавр CNC
Отправлено 21 Октябрь 2016 - 16:35
Пианист CNC

Отправлено 21 Октябрь 2016 - 17:19
Есть одна идея блокировать (обрывать цепь) драйвер через DIR- или PULS концевыми датчиками, у меня есть лишние двух видов PNP и NPN. Соотвественно датчики с двух сторон при перекосе каждый датчик отрубает драйвер. После отправлять домой. Кто нибудь делал подобное?
Я себе (и к станкам на продажу) такую схемку сделал на PIC16f628. Либо 5 вольт питание, либо 12-24.
Выход развязан оптроном. Эта платка на механические концевики, есть версия на индуктивные датчики.
Можно сделать подобную на 4 канала, для выравнивания 4х независимых шпинделей для 4х шпиндельного станка.
Знаю есть подобные с дисплеями и установками, тоже хотел сделать, но для такой плевой операции мне кажется это роскошью.

Сообщение отредактировал preps: 21 Октябрь 2016 - 17:34
Есть такая профессия - от Родины защищаться ).
0 пользователей, 1 гостей, 0 анонимных


Community Forum Software by IP.Board Русификация от IBResource
Лицензия зарегистрирована на: Мир CNC
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}