
Здравствуйте, осваиваю недавно пришедший китайский станок с гордым названием CNC-1325. Управляется указанным в заголовке оборудованием.
Проблема вот в чем. При включении отправляю машину на Home и вот куда она встает:
1. Физическое размещение
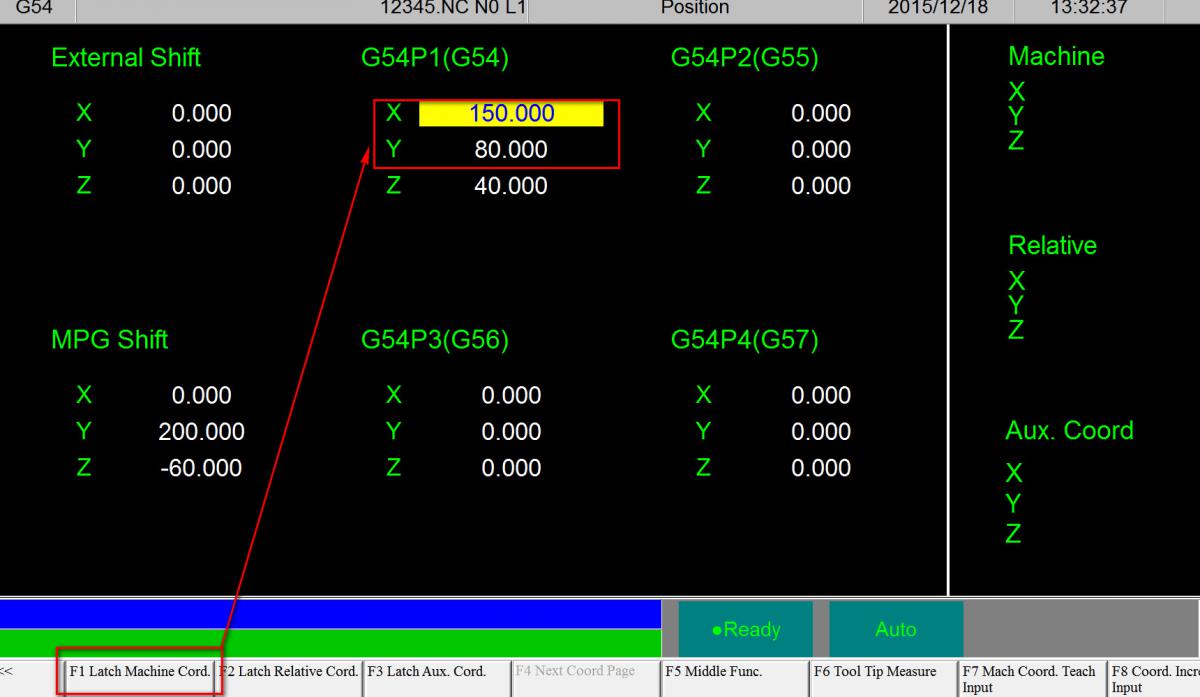
2. Координаты на Syntec'е
А вот куда идет после ввода G00 X0 Y0 (Z не вводил, понял что уже вставленная фреза врежется в стол)
1. Команда перемещения с последующей сменой инструмента
2. Физическое размещение
3. Координаты на Syntec
Вопросы. Что здесь настроено неправильно? Координаты Home или координаты G00? Что делать в таком случае?
Имеется такая штука ниже фото, как я понимаю для калибровки фрезы либо для выставления того самого нуля. Подскажите что за аксессуар такой?
Из литературы имеются: Syntec Mill Controller Manual ver 8.0 на 79 страниц, Syntec Руководство по программированию фрезерного станка 1.03 Beta на 112 страниц и SYNTEC CNC Application manual ver 10.0

Сообщений в теме: 3
#1
 OFFLINE
OFFLINE
Fidel19
-
- Пользователи+
-

- 92 сообщений
Студент
-
Из:Shymknt
Отправлено 18 Декабрь 2015 - 13:40
#2
OFFLINE
MiG
-

- Продвинутый
-
- 2 020 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Россия , Ковров
Отправлено 18 Декабрь 2015 - 17:02
Здравствуйте, осваиваю недавно пришедший китайский станок с гордым названием CNC-1325.
Проблема вот в чем. При включении отправляю машину на Home ...
А вот куда идет после ввода G00 X0 Y0 (Z не вводил, понял что уже вставленная фреза врежется в стол)
Вопросы.Что здесь настроено неправильно? Координаты Home или координаты G00? Что делать в таком случае?
Имеется такая штука ниже фото, как я понимаю для калибровки фрезы либо для выставления того самого нуля. Подскажите что за аксессуар такой?
1-
после ввода G00 X0 Y0 он идет в абсолютный ноль,
положение которого задается смещением абсолютного нуля относительно машинного.
По умолчанию(если не указано в коде уп) работает в G54.
Position->Set WorkPiece Coord.->G54,
Навести инструмент по X,Y на ноль заготовки , переместить курсор на строку координаты Х
колонки смещений g54 и нажать [Latch Machine Coord], машинные координаты текущего положения
инструмента по оси X скопируются в строку смещения нуля этой оси,
переместить курсор на строку оси Y и опять и нажать [Latch Machine Coord].
Или же вручную скопировать машинные координаты текущего положения в те же строки (G54).
Ноль заготовки по осям X,Y установлен.
По оси z в вашем случае(фиксированный калибратор)
вручную вводится реальная высота заготовки
(если уп готовили с нулем на поверхности заготовки),
или оставляется смещение =0.000 (если уп готовили с нулем по низу заготовки.
2-
штука на фото -это фиксированный калибратор(измеритель) длины инструмента.
Эти вопросы уже описывались здесь,
раздел по Syntec сравнительно небольшой, все подряд читайте ....
Сообщение отредактировал MiG: 18 Декабрь 2015 - 17:03
#3
OFFLINE
Fidel19
-
- Пользователи+
-
- 92 сообщений
Студент
-
Из:Shymknt
Отправлено 23 Декабрь 2015 - 12:28
Калибратор работает. Попробовал на 2 фрезах. Как я понимаю измерять новый инструмент нужно только 1 раз, закреплять его за порядковым # и в коде указывать видом g43 h#?
#4
OFFLINE
courage
-

- Пользователи+
-
- 544 сообщений
Доктор CNC
- Пол:Мужчина
- Город:Новосибирск, Россия
-
Из:Новосибирск
Отправлено 30 Декабрь 2015 - 18:42
Калибратор работает. Попробовал на 2 фрезах. Как я понимаю измерять новый инструмент нужно только 1 раз, закреплять его за порядковым # и в коде указывать видом g43 h#?
Если хорошо зажат в патрон, то достаточно один раз, а не после каждой смены. Если хотите чтобы заготовки все были одинаковые не смотря ни на что, тогда должен измерять после каждой смены.
В большинстве случаев, если пилить деревяшки и использовать хорошие цанги и фрезы + давать хорошую затяжку, можно калибровать только перед первым использованием, а вообще все зависит от изделий и ваших задач.
Для ввода коррекции можете использовать команду G43(компенсировать длину инструмента положительно) и G44(компенсировать длину инструмента отрицательно), но для уменьшения возможных ошибок легче использовать G43
Опыт прямопропорционален количеству испорченного оборудования.
Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm.
Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.
Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm.
Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.
Темы с аналогичным тегами Syntec 6MA

Количество пользователей, читающих эту тему: 0
0 пользователей, 0 гостей, 0 анонимных

