


Готов материально отблагодарить за помощь. Понимаю, что не у всех есть время на решение моих проблем.
---
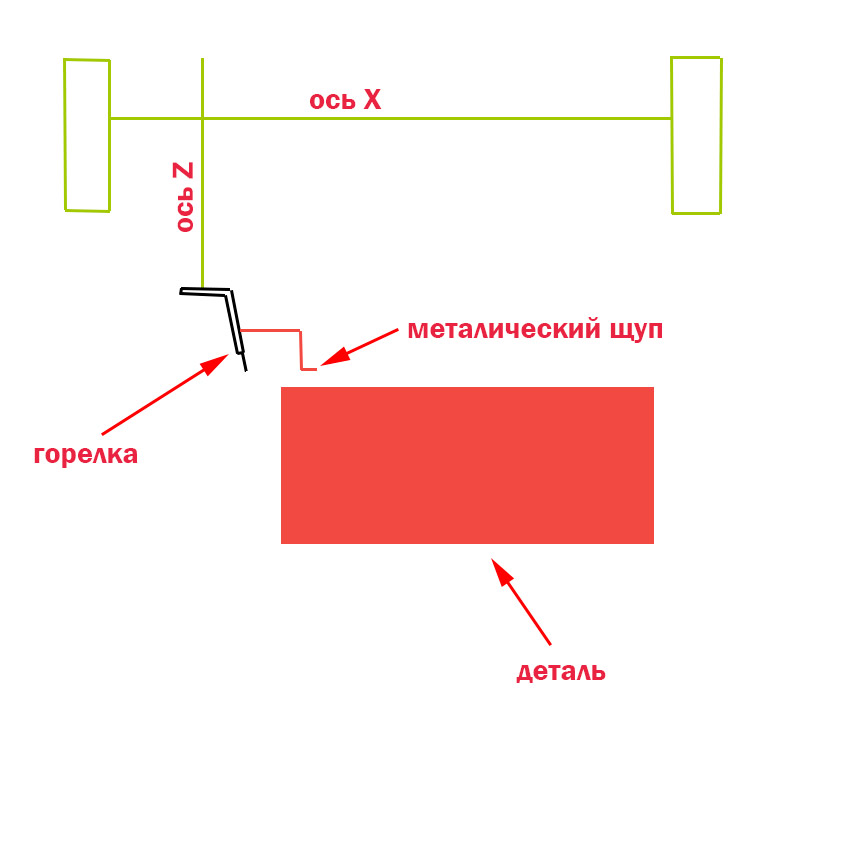
Станок - самодельная чпу сварка для продольных швов. Работает на Mach3, контроллер в алюминевом корпусе TB6560.
Нарисовал схему станка.
Небольшое уточнение:
Деталь - полностью металлическая, будет присоединена к контроллеру.
Металлический щуп будет присоединен к контроллеру.
Таким образом получится что-то типа датчика нормальноразомкнутого, который будет посылать сигнал на контроллер когда щуп соприкоснется с деталью, т.е. замкнет цепь.
Необходимо написать программу (скорее всего макрос) для алгоритма:
1. Горелка едет вниз по Оси Z, в какую-то координату которая заведомо ниже поверхности детали.
2. Как только щуп касается поверхности детали, ось Z останавливается и движется вверх на 2 шага (мм) вверх.
Все. Больше от макроса ничего не требуется.
При этом система система координат станка не должна сбиваться, т.е. чтобы этот макрос вставленный в управляющую программу ее не ломал.
И еще вопрос куда в моем контроллере необходимо воткнуть провода от детали и от щупа, чтобы это все правильно работало?








