
а на фрезу наплав какое оргстекло дает - легкоплавкое? и что с этим делать????

Сообщений в теме: 141
#81
 OFFLINE
OFFLINE
Papen777
-

- Пользователи
-

- 10 сообщений
Студент
-
Из:Ульяновск
Отправлено 14 Декабрь 2012 - 15:40
#82
OFFLINE
Senya200
-
- Пользователи
-
- 3 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Ярославль
Отправлено 28 Март 2013 - 23:09
Доброго времени суток. Пару недель назад, начальство купило станок SM-2030 - 2040.(во всяком случае так написанно в паспорте) со шпинделем 5,5 л.с. с мах.оборотами 24 000 об/мин. Естественно сильно потратившись на покупку сего чуда решило своими силами обучить персонал работе на нем. Естественно появляются вопросы на которые мне как и многим другим ответить не кто не может. Подскажите кто чем может как и при каких режимах обрабатывать оргстекло 2 мм, для дальнейшего его использования в качестве материала под печать рекламы. Сегодня провел работу в следующем режиме:
подача 100
шпиндель 24000 об/мин
припуск 0,02
финишный припуск 0,01
оргстекло 6 мм
проходов 2
лично мне результат очень понравился но вот начальство (как и обычно это бывает) воротит нос.
Заранее спасибо. Очень надеюсь на вашу помощь.
подача 100
шпиндель 24000 об/мин
припуск 0,02
финишный припуск 0,01
оргстекло 6 мм
проходов 2
лично мне результат очень понравился но вот начальство (как и обычно это бывает) воротит нос.
Заранее спасибо. Очень надеюсь на вашу помощь.
#83
OFFLINE
Senya200
-
- Пользователи
-
- 3 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Ярославль
Отправлено 10 Апрель 2013 - 03:22
Мне вот интересно кто нибудь кроме меня воооообще заходит в эту тему? Кто нить из пользователей или гостей (да просто кто нить) читает тут что нить? Задал вопрос в конце марта сейчас же середина апреля, а ответа нет также как и весны и лета. Ау люди кто нить умный и адекватный отзовитесь. вопрос по теме чуть выше. ответа нет.
#84
OFFLINE
3D-BiG
-

- Модератор
-
- 14 714 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 10 Апрель 2013 - 08:45
Ну прежде всего по ответам: колхоз дело добровольное - если кому есть что сказать и есть желание сказать - то он скажет (хотя тему резки оргстекла здесь раскрыли достаточно глубоко).
Ну а теперь по конкретике: прежде извините нас всех за несвоевременный ответ, ибо проблема на форуме с телепатами, т.к. в вашем вопросе нет главного: А КАКИМИ ФРЕЗАМИ ВЫ ПЫТАЕТЕСЬ ЭТО ДЕЛАТЬ - ни производителя, ни диаметра, ни типа режущей кромки!!!! Хотя рекомендации и по этому вопросу были на форуме даже в этих 5 страницах этой темы... А как можно ответить на вопрос который даже до конца то и не задан...
Ну а теперь по конкретике: прежде извините нас всех за несвоевременный ответ, ибо проблема на форуме с телепатами, т.к. в вашем вопросе нет главного: А КАКИМИ ФРЕЗАМИ ВЫ ПЫТАЕТЕСЬ ЭТО ДЕЛАТЬ - ни производителя, ни диаметра, ни типа режущей кромки!!!! Хотя рекомендации и по этому вопросу были на форуме даже в этих 5 страницах этой темы... А как можно ответить на вопрос который даже до конца то и не задан...
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#85
OFFLINE
Дед
-

- Опытный
-
- 349 сообщений
Мудрый научный сотрудник
- Пол:Мужчина
- Город:СССР, г. Саров, Нижегородская обл.
Отправлено 10 Апрель 2013 - 14:22
Я именно по этой причине и промолчал, хотя пост прочитал в конце марта.Ну а теперь по конкретике: прежде извините нас всех за несвоевременный ответ, ибо проблема на форуме с телепатами, т.к. в вашем вопросе нет главного: А КАКИМИ ФРЕЗАМИ ВЫ ПЫТАЕТЕСЬ ЭТО ДЕЛАТЬ - ни производителя, ни диаметра, ни типа режущей кромки!!!! Хотя рекомендации и по этому вопросу были на форуме даже в этих 5 страницах этой темы... А как можно ответить на вопрос который даже до конца то и не задан...
PS: А какое оргстекло, чей производитель, марка ит.д.
Сообщение отредактировал Дед: 10 Апрель 2013 - 14:24
#86
OFFLINE
SergeyA
-
- Пользователи
-
- 6 сообщений
Абитуриент
-
Из:Москва
Отправлено 10 Апрель 2013 - 23:30
Доброе время суток!
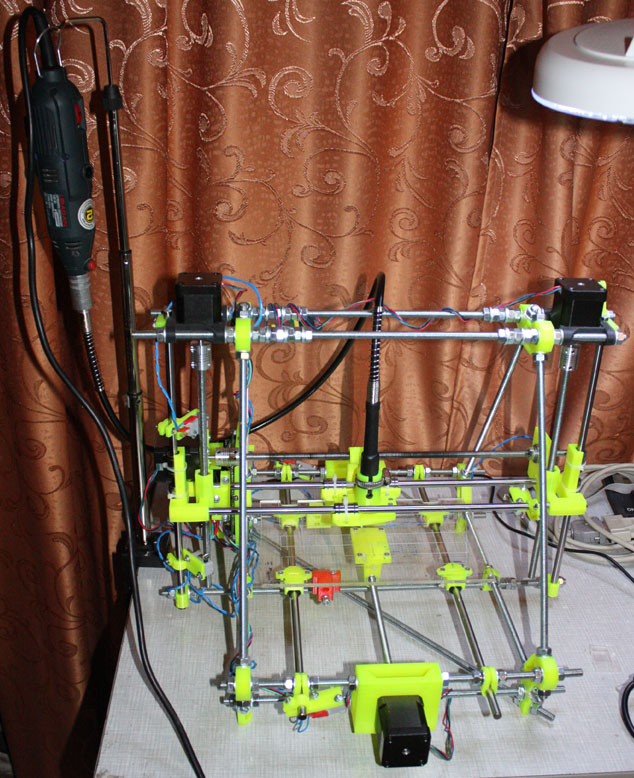
Прошу дилетанта сильно не пинать. Есть простая самоделка. Кроме сверления и обработки плат хочется еще акрил и деревяшки резать и гравировать . Пробовал сначала акрил обычными шарошками, понял не пойдет - вязнет шарошка намертво. Нашел этот форум, почитал. Попробовал AAY1LX3.12 - это счастье. Вот тока вопрос к бывалым. "Стол" у меня акриловый. Акрил для резки исходно покрыт пленками с обеих сторон. Пытался тупо крепить двухсторонним скотчем. Пока режешь неглубоко - проблем нет. Скорость никакая 200 мм/мин гравер с шлангом думаю больше 8000 не даст (по паспорту 30000, но это думаю без шланга) снимаю пару миллиметров. Так что усилий практически никаких. Но вот как чуть поглубже или побыстрее скотч не очень держит - срывает. Отсюда и вопросы:
1. Чем кроме струбцин можно приляпить акрил к столу?
2. Если двухсторонним скотчем, то вспененным или нет?
3. Если двухсторонним скотчем, то снимать защитную пленку между скотчем и акрилом или нет?
Еще раз прошу, сильно не бейте. Поделитесь чем знаете. Для Вас уверен, вопросы очень простые.
Сергей
Прошу дилетанта сильно не пинать. Есть простая самоделка. Кроме сверления и обработки плат хочется еще акрил и деревяшки резать и гравировать . Пробовал сначала акрил обычными шарошками, понял не пойдет - вязнет шарошка намертво. Нашел этот форум, почитал. Попробовал AAY1LX3.12 - это счастье. Вот тока вопрос к бывалым. "Стол" у меня акриловый. Акрил для резки исходно покрыт пленками с обеих сторон. Пытался тупо крепить двухсторонним скотчем. Пока режешь неглубоко - проблем нет. Скорость никакая 200 мм/мин гравер с шлангом думаю больше 8000 не даст (по паспорту 30000, но это думаю без шланга) снимаю пару миллиметров. Так что усилий практически никаких. Но вот как чуть поглубже или побыстрее скотч не очень держит - срывает. Отсюда и вопросы:
1. Чем кроме струбцин можно приляпить акрил к столу?
2. Если двухсторонним скотчем, то вспененным или нет?
3. Если двухсторонним скотчем, то снимать защитную пленку между скотчем и акрилом или нет?
Еще раз прошу, сильно не бейте. Поделитесь чем знаете. Для Вас уверен, вопросы очень простые.
Сергей
Прикрепленные изображения
#87
OFFLINE
DEDAlex
-

- Cтарожил
-
- 3 574 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Северодонецк/Москва
- Интересы:Любознательный дилетант широкого профиля
-
Из:Украина/Московия
Отправлено 11 Апрель 2013 - 02:41
"Пан сам склЭпав, чи дэржава дала?"(с)  Зачетно.
Зачетно.
Вспененный=вибрация. Безосновный(тонкий, можно канцелярский), прямо на защитку. Для лучшей адгезии, после наклейки на одну сторону чуть прогреть феном (не обязательно строительный, хватит даже того, который можно стащить у жены в ванной). Площадь "прихваток" от качества скотча и нагрузок при работе - опытным путем.
Зачетно.Вспененный=вибрация. Безосновный(тонкий, можно канцелярский), прямо на защитку. Для лучшей адгезии, после наклейки на одну сторону чуть прогреть феном (не обязательно строительный, хватит даже того, который можно стащить у жены в ванной). Площадь "прихваток" от качества скотча и нагрузок при работе - опытным путем.
Сообщение отредактировал DEDAlex: 11 Апрель 2013 - 03:48
ДАВНО ЖИВУ-ПРИВЫК УЖЕ...
Самый хороший учитель в жизни — опыт. Берет, правда, дорого, но объясняет доходчиво.
Ничто так не украшает человека, как дружба с собственной головой.
Работать надо не 12 часов, а головой. © Стив Джобс
Только тогда, когда ваши мечты будут сильнее ваших страхов — они начнут сбываться.
Любая достаточно развитая технология неотличима от волшебства (с) Артур Кларк
Самый хороший учитель в жизни — опыт. Берет, правда, дорого, но объясняет доходчиво.
Ничто так не украшает человека, как дружба с собственной головой.
Работать надо не 12 часов, а головой. © Стив Джобс
Только тогда, когда ваши мечты будут сильнее ваших страхов — они начнут сбываться.
Любая достаточно развитая технология неотличима от волшебства (с) Артур Кларк
#88
OFFLINE
Senya200
-
- Пользователи
-
- 3 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Ярославль
Отправлено 11 Апрель 2013 - 03:58
Прошу прощения за чрезмерную наглость и высокомерие но в первом сообщении я уже отписал, что ния ни мои коллеги не являются опытными фрезеровщиками, и уж коли зашел разговор о колхозе то всяко стадо может блеять покудо пастух спит)))
фрезы использовались 4 мм(A1LX417); 4 мм(AL1LX408); 5 мм(AL2LX6512); 3 мм(1LX3.12) если не ошибаюсь то вроде как фирма DJTOL. По стеклу сказать нечего не могу т.к. для фрезы его подвозят голым(тобишь без защитной пленки) да и если честно нам както не вдомек поинтересоваться у шефа "а какую фирму мы нынче решили покромсать и оплавить "
"
фрезы использовались 4 мм(A1LX417); 4 мм(AL1LX408); 5 мм(AL2LX6512); 3 мм(1LX3.12) если не ошибаюсь то вроде как фирма DJTOL. По стеклу сказать нечего не могу т.к. для фрезы его подвозят голым(тобишь без защитной пленки) да и если честно нам както не вдомек поинтересоваться у шефа "а какую фирму мы нынче решили покромсать и оплавить
"
#89
OFFLINE
3D-BiG
-
- Модератор
-
- 14 714 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 11 Апрель 2013 - 05:28
Я люблю "силовую" обработку, но для качественного реза и малых скруглений во внутренних углах использовал бы фрезу A1LX422 и сделал съем за проход 5-6 мм (6мм фрезой резать проще, можно снимать по 10мм, но при силовой обработке уменьшаем скорость подачи). Обратите внимание, чуть подсевшая фреза прекрасно режет дерево, алюминий, но начинает подплавлять акрил. Логика такая: чем острее и толще (больше канавка для выброса стружки) фреза, тем проще резать акрил, если фреза подсела- уменьшаем скорость вращения и подачу (и желательно охлаждение в зону реза).
Про 20-22мм, видимо длина рабочей чясти (4х22, 6х22).
4-милиметровой одноперой режу 10мм акрил 600-900мм/мин (10-15мм/сек) в один проход, если снимать по 3-4мм скорость можно увеличить до 2000-4000мм/мин (троечкой режу помедленней). Для акрила фрезы беру подороже, хотя бы А-серию у Гравмана (если повезет, качество сравнимо с итальянскими).
Вот по началу темы пробежался - именно об вами упомянутых фрезах и нговорилось. Конечно не белиновские фрезы, но режут вполне нормально при упомянутых режимах. Рез только встречный для акрила. Идеального реза НЕ будет, но отглянцевать водородной горелкой можно.Начал вчера резать тот самый акрил 15 мм. И выборка и резка А1LX315, 4 мм/сек, оборотов 200-240 (12000-15000), резал за 4 прохода. Смотрится прикольно.. Нюанса два- фреза коротковата, длиннее в наличии нет.. Приходится последний проход окучивать WD-40, ну и фреза садится уже после 2-х букв.. Да здорово садится.
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#90
OFFLINE
Pato
-

- Пользователи+
-
- 149 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:Волгоград
-
Из:Волгоград
Отправлено 12 Апрель 2013 - 14:28
Рез только встречный для акрила.
Слишком категорично, желательно это да.
подача 100
шпиндель 24000 об/мин
При фрезе в 5-6 мм можно и на 5 метрах в минуту в один проход главное удержать материал. А если с припуском 0,1 и финишным проходом 0, то после первого прохода поменять фрезу на аналогичную по диаметру алмазную для полировки, подачу метра 2 в минуту.http://www.youtube.com/watch?v=j9SFv2Ens_0
Сообщение отредактировал Pato: 12 Апрель 2013 - 14:30
#91
OFFLINE
SergeyA
-
- Пользователи
-
- 6 сообщений
Абитуриент
-
Из:Москва
Отправлено 18 Апрель 2013 - 19:44
Кто резал оргстекло фрезой 1мм или 1,5мм без принудительного охлаждения фрезы? На каких режимах оно живет? Просто на моей самоделке я пока не могу шпиндель ниже 12000 сделать. Фрезой 2 мм всё идет отлично. Режем медленно 5 мм/с, неглубоко 2-3 мм, стружка летит крошкой. Фрез 1,5 мм ужо сопливит стружку на любой скорости реза и естессно наматывает ее. 1 мм еще быстрее. Для инфы, температура размягчения такого оргстекла наступает примерно от 140 градусов.
#92
OFFLINE
docent38rus
-

- Пользователи
-
- 21 сообщений
Студент
- Пол:Мужчина
- Город:Иркутск
-
Из:Иркутск
Отправлено 23 Апрель 2013 - 17:22
Поддержу тему, с вашего одобрения...
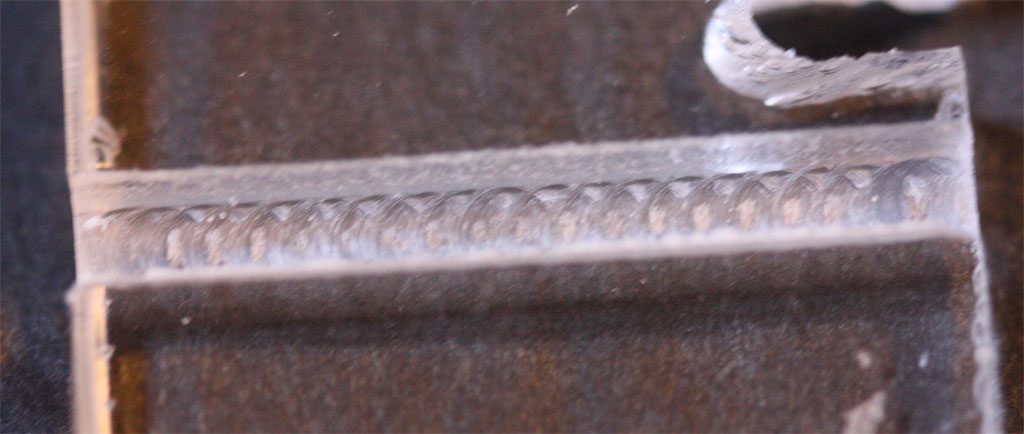
Сегодня гравировал на 8мм акриле буквы под торцевую засветку. Размеры букв 40х50мм, фреза прямая ZX32006, скорость подачи 12 мм/сек, врезание 5 мм/сек, глубина гравирования 0.5 мм, обороты 16000, СОЖ вода, попутное направление. Столкнулся с такой проблемой - при гравировании полигона, фреза оставляет ступени, с перепадом в 0.1мм, даже при шаге 0.3!! По-простому: пройдет два прохода по спирали и на соседних дорожках образуются ступени. Стол ровный (фрезеровался), мусора нет (пылесос и мокрая тряпка). В итоге некрасивый посторонний рельеф на обработанных полигонах... Грешу на акрил - экструзионный... Потому как делал таблички на литом акриле - все было без замечаний. Подскажите - куда копать??
Сегодня гравировал на 8мм акриле буквы под торцевую засветку. Размеры букв 40х50мм, фреза прямая ZX32006, скорость подачи 12 мм/сек, врезание 5 мм/сек, глубина гравирования 0.5 мм, обороты 16000, СОЖ вода, попутное направление. Столкнулся с такой проблемой - при гравировании полигона, фреза оставляет ступени, с перепадом в 0.1мм, даже при шаге 0.3!! По-простому: пройдет два прохода по спирали и на соседних дорожках образуются ступени. Стол ровный (фрезеровался), мусора нет (пылесос и мокрая тряпка). В итоге некрасивый посторонний рельеф на обработанных полигонах... Грешу на акрил - экструзионный... Потому как делал таблички на литом акриле - все было без замечаний. Подскажите - куда копать??
Сообщение отредактировал docent38rus: 23 Апрель 2013 - 17:41
#93
OFFLINE
Pato
-
- Пользователи+
-
- 149 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:Волгоград
-
Из:Волгоград
Отправлено 24 Апрель 2013 - 03:14
фреза прямая ZX32006. Подскажите - куда копать??
Копни отсюда.
#94
OFFLINE
docent38rus
-
- Пользователи
-
- 21 сообщений
Студент
- Пол:Мужчина
- Город:Иркутск
-
Из:Иркутск
Отправлено 24 Апрель 2013 - 13:42
Копни отсюда.
Хорошо, предположим, что эта фреза не подходит под фрезерование полигонов, а таком разе альтернативы я не нахожу... Чем фрезеровать полигон??
#95
OFFLINE
Pato
-
- Пользователи+
-
- 149 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:Волгоград
-
Из:Волгоград
Отправлено 24 Апрель 2013 - 14:48
предположим, что эта фреза не подходит под фрезерование полигонов
Я этого не говорил. Почитай тему сначала, ответы на твои вопросы есть. То что экструзия отличается от литья, это правильная мысль, делай выводы.
#96
OFFLINE
docent38rus
-
- Пользователи
-
- 21 сообщений
Студент
- Пол:Мужчина
- Город:Иркутск
-
Из:Иркутск
Отправлено 24 Апрель 2013 - 19:15
Я этого не говорил.
А я и не настаиваю )) Я предполагаю... ну типа моделирую ситуацию ))
Почитай тему сначала, ответы на твои вопросы есть. То что экструзия отличается от литья, это правильная мысль, делай выводы.
Об этом читал, конечно же... Хочется результата... Сегодня пробовал простой пазовой фрезой от ручного фрезера... Результат предсказуем - на литье - все тип-топ, на экструзии - полосы... но почему полосы!? неужели плотность материала не однородна??...
Сообщение отредактировал docent38rus: 24 Апрель 2013 - 19:16
#97
OFFLINE
cherokezz
-
- Пользователи+
-
- 63 сообщений
Студент
- Пол:Мужчина
- Интересы:фрезер-гравер,проектирование,графика, 3D
-
Из:Ставрополь
Отправлено 12 Сентябрь 2013 - 12:31
возник такой вопрос, Какие лучше характеристики ставить на фрезу 4мм при обрезке буквы из оргстекла (молочка) 30мм? размер буквы 20*20 или 15*15. Станок мультикам 5000 (LED стекло) и вообще поделитесь опытом кто сталкивался
Сообщение отредактировал cherokezz: 12 Сентябрь 2013 - 17:55
#98
OFFLINE
Samael
-

- Пользователи
-
- 27 сообщений
Студент
- Пол:Мужчина
-
Из:Новосибирск
Отправлено 07 Январь 2014 - 20:44
Форумчане, подскажите как быть.
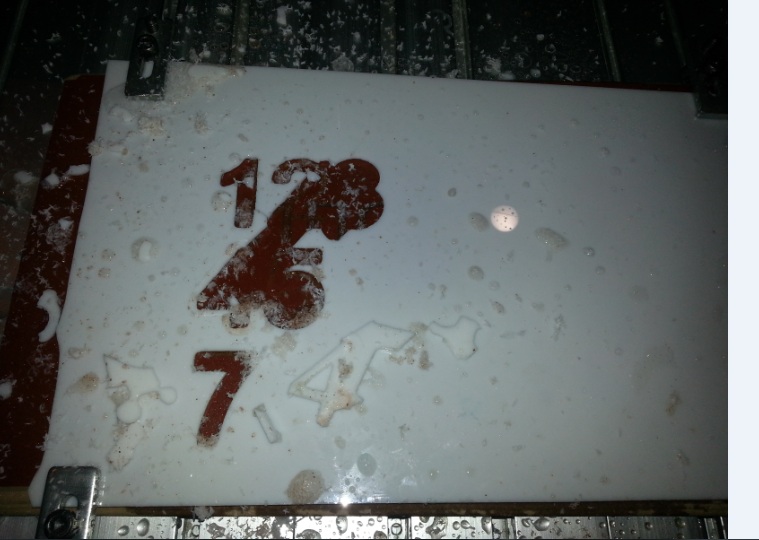
Резал из обычного пластика буквы и цифры. Материал 2 мм, фреза 2 мм., хвостовик 6 мм. Максимум что получается вырезать это только один вектор. Далее происходит что попало. Либо появляется дикая вибрация и лист прыгает. Поменял подложку под пластиком на твердый кусок ламината, и передал крепеж, чтобы пластик лежал ровно. Не помогло. Поливал водой, фрезе работать становиться легче первые 10 секунд режет хорошо без вибрации. Далее летят только куски, либо на инструмент наматывается клубок. Фрезы все новые!
Подачу начинал от шп. 7000 п. 300мм\мин до 13000 600мм\мин.
Может фрезу по крупнее взять
Резал из обычного пластика буквы и цифры. Материал 2 мм, фреза 2 мм., хвостовик 6 мм. Максимум что получается вырезать это только один вектор. Далее происходит что попало. Либо появляется дикая вибрация и лист прыгает. Поменял подложку под пластиком на твердый кусок ламината, и передал крепеж, чтобы пластик лежал ровно. Не помогло. Поливал водой, фрезе работать становиться легче первые 10 секунд режет хорошо без вибрации. Далее летят только куски, либо на инструмент наматывается клубок. Фрезы все новые!
Подачу начинал от шп. 7000 п. 300мм\мин до 13000 600мм\мин.
Может фрезу по крупнее взять
Прикрепленные изображения
#99
OFFLINE
ilyuxa
-
- Пользователи+
-
- 154 сообщений
Бакалавр CNC
- Пол:Мужчина
-
Из:Новосибирск
Отправлено 07 Январь 2014 - 20:56
Попробуйте фрезу с выбросом стружки вниз и пластик крепить на скотч к или саморезы
#100
OFFLINE
vv92
-

- Cтарожил
-
- 9 411 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 07 Январь 2014 - 20:56
Закрепите нормально материал или возьмите хорошую фрезу с выбросом стружки вниз.
А вообще, стоит поучиться у того, кто умеет работать.
А вообще, стоит поучиться у того, кто умеет работать.
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Темы с аналогичным тегами Обработка оргстекла, Обработка акрила
Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных

