
Инсталлирую новый шпиндель с автосменой (colombo) взамен умершего китайца. В инструкции к нему указаны режимы прогрева перед началом работы, достаточно длительные. Знаю, что на фирменных станках (multicam, например) этот вопрос решен программно. Мои станки управляются NC, там этого нет..Поставщиками и пусконаладчиками-обучальщиками этот вопрос тоже не был затронут. Так и работают, бедолаги (станки). Итальянец, HSD, благополучно переносит такие издевательства на протяжении 3-х лет, а вот китаец, в очередной раз потребовал замены подшипников.
Интересен опыт коллег в этом вопросе. Есть-ли смысл вменить в обязанность операторов эту процедуру?

Сообщений в теме: 20
#1
 OFFLINE
OFFLINE
Пиноккио
-
- Пользователи+
-

- 57 сообщений
Студент
-
Из:Москва
Отправлено 09 Июль 2014 - 23:26
#2
OFFLINE
Mecanumeric
-
- Пользователи+
-
- 201 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:Подмосковье
-
Из:Москва
Отправлено 10 Июль 2014 - 00:42
Есть. Шпиндель после длительной остановки должен разогнать смазку и выйти на рабочий температурный режим, в противном случае в ходе работы Вы получите уход по "Z"
"Глупца можно узнать по двум приметам: он много говорит о вещах, для него бесполезных, и высказывается о том, про что его не спрашивают."
Платон.
Платон.
#3
OFFLINE
ShadowVoice
-
- Пользователи+
-
- 1 601 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Рига
- Интересы:Деньги, власть, женщины. Последовательность можно менять.
-
Из:Рига, Латвия
Отправлено 10 Июль 2014 - 02:26
Этот вопрос недавно достаточно подробно обсуждали - поищите.
Да, шпиндель надлежит прогревать для уменьшения эффекта удлиннения шпинделя за счет температурного расширения.
#4
OFFLINE
MasterSplinter
-

- Cтарожил
-
- 2 048 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:г. Москва
Отправлено 10 Июль 2014 - 07:17
Прогревать шпиндель желательно. По причинам, которые озвучили коллеги в предыдущих постах.
Если в стойке нет специальной программы прогрева, то несложно написать ее самому.
Программа будет запускать шпиндель начиная с малых оборотов, потом их постепенно повышать.
Чтобы времени не терять, можно заодно и оси прогреть - пусть программа прогрева одновременно плавно перемещает все оси станка туда-сюда. Это поможет и осям выйти на рабочую температуру. Для некоторых работ это может быть актуально.
Если в стойке нет специальной программы прогрева, то несложно написать ее самому.
Программа будет запускать шпиндель начиная с малых оборотов, потом их постепенно повышать.
Чтобы времени не терять, можно заодно и оси прогреть - пусть программа прогрева одновременно плавно перемещает все оси станка туда-сюда. Это поможет и осям выйти на рабочую температуру. Для некоторых работ это может быть актуально.
Ушел с этого форума.
Связь по Вотсапу.
#5
OFFLINE
Пиноккио
-
- Пользователи+
-
- 57 сообщений
Студент
-
Из:Москва
Отправлено 10 Июль 2014 - 20:40
Спасибо за ответы. Высокая точность по Z, в моем случае вторична (большую часть времени станки занимаются раскроем ЛДСП, МДФ), а вот ресурс уменьшать совсем не хочется. Будем делать разминку для шпинделя по утрам.
#6
OFFLINE
svjaz
-

- Пользователи+
-
- 124 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:Переславль-Залесский
- Интересы:Разработка и изготовление станков ЧПУ
-
Из:Переславль-Залесский
Отправлено 11 Июль 2014 - 13:56
У меня в системе охлаждения шпинделя стоит циркуляционный насос системы отопления.Я прихожу включаю отдельно систему охлаждения и пока то да се сам насос разогревает шпиндель до 35 градусов.А итальянцы ставят не просто систему охлаждения а систему термостабилизации. Шпиндель греется в течение примерно 5 минут с постепенным увеличением оборотов до максимальных .Станок не пустишь пока не будет определенная температура шпинделя.
Сообщение отредактировал svjaz: 11 Июль 2014 - 15:00
#7
OFFLINE
Волнорез
-
- Пользователи
-
- 2 сообщений
Абитуриент
-
Из:Красноярск
Отправлено 11 Март 2015 - 14:31
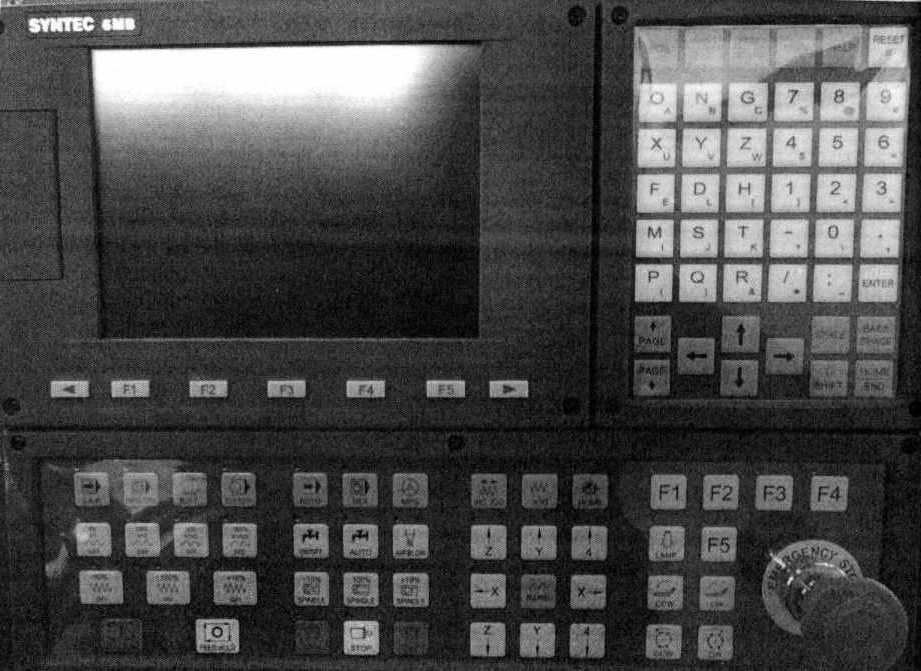
Здравствуйте, кто работает на Beaver 25 AVLT 8 Syntec или аналогичном фрезере,помогите, пожалуйста, с такой проблемой. Пишут в инструкции, что перед запуском программы обработки необходимо прогреть шпиндель на холостом ходу не менее 5 мин на 6000 оборотах. Перерыл всю инструкцию и не нашел, как это сделать. Включаю станок, калибрую по осям, если запустить программу он сразу идет ее выполнять, без прогрева.
И второй вопрос. Со станком идет два шприца со смазкой- один с белой- для вакуумной станции, куда применяется второй- так и не нашел. Но если он есть- значит для чего-то нужен?
Прикрепленные изображения
#8
OFFLINE
3D-BiG
-

- Модератор
-
- 14 719 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 11 Март 2015 - 20:51
Вариантов много начиная от простого включения шпинделя ручками на рекомендованных оборотах на рекомендованное время, а можно и программку написать для прогрева (например набить одним пальцем в DMI моде, а затем сохранить в виде файла)....
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#9
OFFLINE
Menu/Exit
-

- Cтарожил
-
- 2 324 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Москвы
Отправлено 11 Март 2015 - 20:59
Или прочитать инструкцию по Г-кодам и написать файл:
--------------
Начало программы
Включить шпиндель
Задать 6000 оборотов
Вставить Г-код отвечающий за паузу
Поставить паузу в 5 минут
Выключить шпиндель.
Конец программы
---------------------------
Запускать программу перед любой обработкой.
Любознательный и смелый человек запросто напишет подобную прогу.
И будет гордится этим в веках.
Сообщение отредактировал Menu/Exit: 11 Март 2015 - 20:59
#10
OFFLINE
3D-BiG
-
- Модератор
-
- 14 719 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 11 Март 2015 - 21:13
Я это и подразумевал, когда писал про DMI моду...
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#11
OFFLINE
Menu/Exit
-
- Cтарожил
-
- 2 324 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Москвы
Отправлено 11 Март 2015 - 21:29
Ни капли не умоляя авторитета СенСэя, просто уточнил.
#12
OFFLINE
zhuk4038
-
- Пользователи+
-
- 103 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:Иркутск
- Интересы:Основной интерес - работа. А в качестве нагрузки - редкая рыбалка, походы с металлоискателем, зимой катание на кайте.
-
Из:Иркутск
Отправлено 12 Апрель 2015 - 20:01
Здравствуйте, кто работает на Beaver 25 AVLT 8 Syntec или аналогичном фрезере,помогите, пожалуйста, с такой проблемой. Пишут в инструкции, что перед запуском программы обработки необходимо прогреть шпиндель на холостом ходу не менее 5 мин на 6000 оборотах. Перерыл всю инструкцию и не нашел, как это сделать. Включаю станок, калибрую по осям, если запустить программу он сразу идет ее выполнять, без прогрева.
Если не писать специальный код, то проблема прогрева решается двумя путями.
1. вариант "в процессе работы" после простоя. В этом случае заходим в MONITOR (F4 главного меню), затем заходим в SETTING (F4 меню).
стрелочками двигаем желтый курсор до оборотов шпинделя. Там сколько-то уже стоит (как правило - обороты предыдущей программы). Затем набираем 6000 и нажимаем ввод. В месте, где стоит желтый курсор, появится "6000". Все. Нажимаем клавишу пуска шпинделя и крутим 5 минут.
2. вариант "сразу после включения". В настройках ставим по умолчанию стартовые обороты шпинделя 6000. Запоминаем. Теперь после включения станка у вас всегда будут стоять обороты шпинделя 6000. После загрузки просто нажмине клавишу запуска шпинделя. И все.
И второй вопрос. Со станком идет два шприца со смазкой- один с белой- для вакуумной станции, куда применяется второй- так и не нашел. Но если он есть- значит для чего-то нужен?
Второй - для смазки ШВП по оси Z. Там должна быть тавотница. Если нет - купи и вкрути.
Сообщение отредактировал zhuk4038: 12 Апрель 2015 - 20:03
#13
OFFLINE
CINN
-
- Опытный
-
- 829 сообщений
Доктор CNC
-
Из:Уфа
Отправлено 29 Июль 2015 - 09:47
Вопрос к "опытным собаководам": шпиндель при работе греется, а вот отражается ли нагрев шпинделя(и его тепловое расширение) на размерах?
Заметил, что после получаса работы, ноль фрезы уходит на определённую величину вниз и далее работает на ней.
Т.е., если начать работу на холодном шпинделе, то в конце работы выставление в ноль Z фрезы даст её смещение на 0,2мм.
Но, если погонять шпиндель минут 20 на максимуме и выставить ноль, то в конце работы будет тот же ноль.
Шпиндель- воздушник, 2,2кВт. в алюминиевом корпусе.
#14
OFFLINE
Lodochnik
-

- Cтарожил
-
- 4 383 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Королев
Отправлено 29 Июль 2015 - 10:08
Изменение температуры на 10 градусов приводит к изменению размеров стальной детали примерно 0.13 мм на каждый метр. Алюминий еще больше.
С уважением, Олег.
#15
OFFLINE
lkbyysq
-

- Cтарожил
-
- 10 146 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 29 Июль 2015 - 14:00
Изменение температуры на 10 градусов приводит к изменению размеров стальной детали примерно 0.13 мм на каждый метр. Алюминий еще больше.
Спасибо, Олег, за четкий, "в десяточку" и наглядный пинок. Не думал, что мне это важно.
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#16
OFFLINE
CINN
-
- Опытный
-
- 829 сообщений
Доктор CNC
-
Из:Уфа
Отправлено 29 Июль 2015 - 19:37
Изменение температуры на 10 градусов приводит
Это да...
А есть ли какая-то выборка сведений- насколько какие шпиндели меняют размеры?
#17
OFFLINE
lkbyysq
-
- Cтарожил
-
- 10 146 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 29 Июль 2015 - 21:00
Относительно средней точки закрепления шпинделя до нижнего опорного подшипника идет алюминиевый корпус.
От средней точки нижнего подшипника до конца цанги идет стальной вал.
Нетрудно посчитать.
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#18
OFFLINE
3D-BiG
-
- Модератор
-
- 14 719 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 29 Июль 2015 - 21:08
Это да...
А есть ли какая-то выборка сведений- насколько какие шпиндели меняют размеры?
Можно и просто померить стрелочным индикатором до прогрева и после...
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#19
OFFLINE
CINN
-
- Опытный
-
- 829 сообщений
Доктор CNC
-
Из:Уфа
Отправлено 29 Июль 2015 - 21:43
Можно и просто померить
Разумеется.
Я думал может у кого статистика есть...
#20
OFFLINE
niksooon
-
- Cтарожил
-
- 2 419 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Кашира
Отправлено 29 Июль 2015 - 23:06
Китайчонок водянка 2,2Квт насколько помню на десятку-полторы удлинялся.......
Сделанное правильно — красиво. Если сделанное тебе не нравится — то и работать оно будет хреново. Перевари, пересверли, выпили заново — ну, или хотя бы покрась.
Темы с аналогичным тегами Греется шпиндель
Количество пользователей, читающих эту тему: 2
0 пользователей, 2 гостей, 0 анонимных


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}