ошибки там перезаписываются. 200 строк всего.
может в Work Record пишется?
используете % в уп?


Гуру CNC

Отправлено 10 Июль 2017 - 13:15
ошибки там перезаписываются. 200 строк всего.
может в Work Record пишется?
используете % в уп?
Студент

Отправлено 20 Октябрь 2017 - 21:04
Здравствуйте!
При выполнении уп на стойке Syntec 21ma необходимо выдержать паузу. Реализуется согласно мануалу G04 X60.000 или G04 P60000 на 60 секунд.
Не хочет, ругается и не выполняет. Где ошибка?
Студент
Отправлено 23 Октябрь 2017 - 10:54
Всё работает. Просто показывает изменение координаты икс, но самого перемещения нет. Вроде как меряет секунды миллиметрами. Хотя общее время работы программы верно даёт.
Студент
Отправлено 25 Октябрь 2017 - 20:38
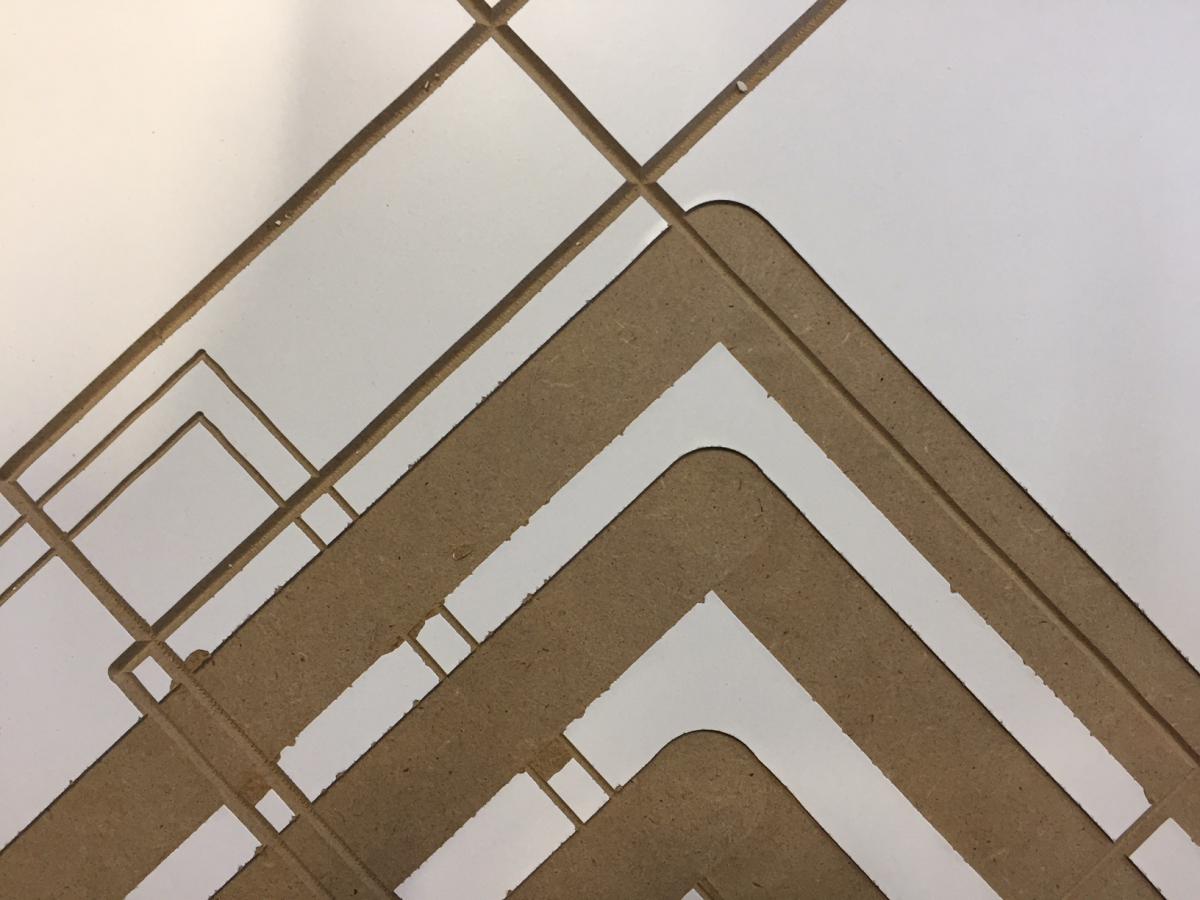
Вот такая штука происходит при фрезеровании квадрата 200*200, повернутого на 45 градусов. Т.е. при перемещении по прямой с задействованием осей Y и X одновременно.
На какие параметры стоит обратить внимание?

Стойка SYNTEC 10
Приводы YASKAWA
Рейки косые
Башка тяжелая...
Сообщение отредактировал 31010: 25 Октябрь 2017 - 20:40
Гуру CNC
Отправлено 26 Октябрь 2017 - 11:02
Студент
Отправлено 26 Октябрь 2017 - 12:41
Гуру CNC
Отправлено 26 Октябрь 2017 - 14:54
Студент
Отправлено 26 Октябрь 2017 - 16:43
Станок вот такой
Параметры драйверов -по ссылке:
https://cloud.mail.r.../JWyq/gScLQ7wBM
 А вот серваки
А вот серваки

Гуру CNC
Отправлено 26 Октябрь 2017 - 17:00
на XY
speed loop gain 1400
speed loop integral time 1000
position loop gain 1500
moment of inertia 400
Студент
Отправлено 26 Октябрь 2017 - 19:45
Гуру CNC
Отправлено 26 Октябрь 2017 - 19:54
Студент
Отправлено 26 Октябрь 2017 - 22:04
Да, по оси X драйвер другой:
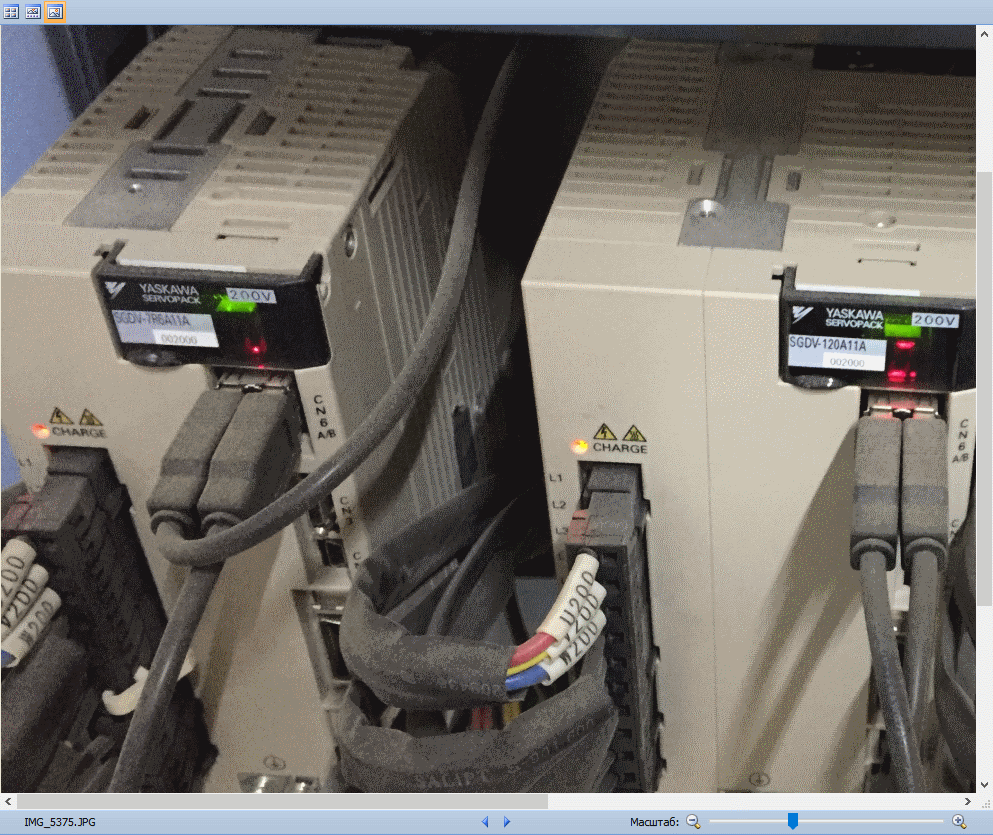
Слева - X, справа - Y
В любом случае спасибо за помощь!!!
Завтра попробую...
Доктор CNC

Отправлено 30 Октябрь 2017 - 00:19
на XY
speed loop gain 1400
speed loop integral time 1000
position loop gain 1500
moment of inertia 400
Моменты инерции я думаю все-таки разными будут.
speed loop gain в полтора раза больше минимум должно быть чем position loop gain (из практики delta).
Вообще сперва бы ось Х попробовали автотюнингом настроить, а затем уже и дальше отрабатывать.
Если бы ось У была сдвоенной можно было бы также и на ней сервоприводы настроить, а так придется два компьютера ставить и по внешнему сигналу гонять и настраивать.
Студент
Отправлено 02 Ноябрь 2017 - 15:05
Моменты инерции я думаю все-таки разными будут.
speed loop gain в полтора раза больше минимум должно быть чем position loop gain (из практики delta).
Вообще сперва бы ось Х попробовали автотюнингом настроить, а затем уже и дальше отрабатывать.
Если бы ось У была сдвоенной можно было бы также и на ней сервоприводы настроить, а так придется два компьютера ставить и по внешнему сигналу гонять и настраивать.
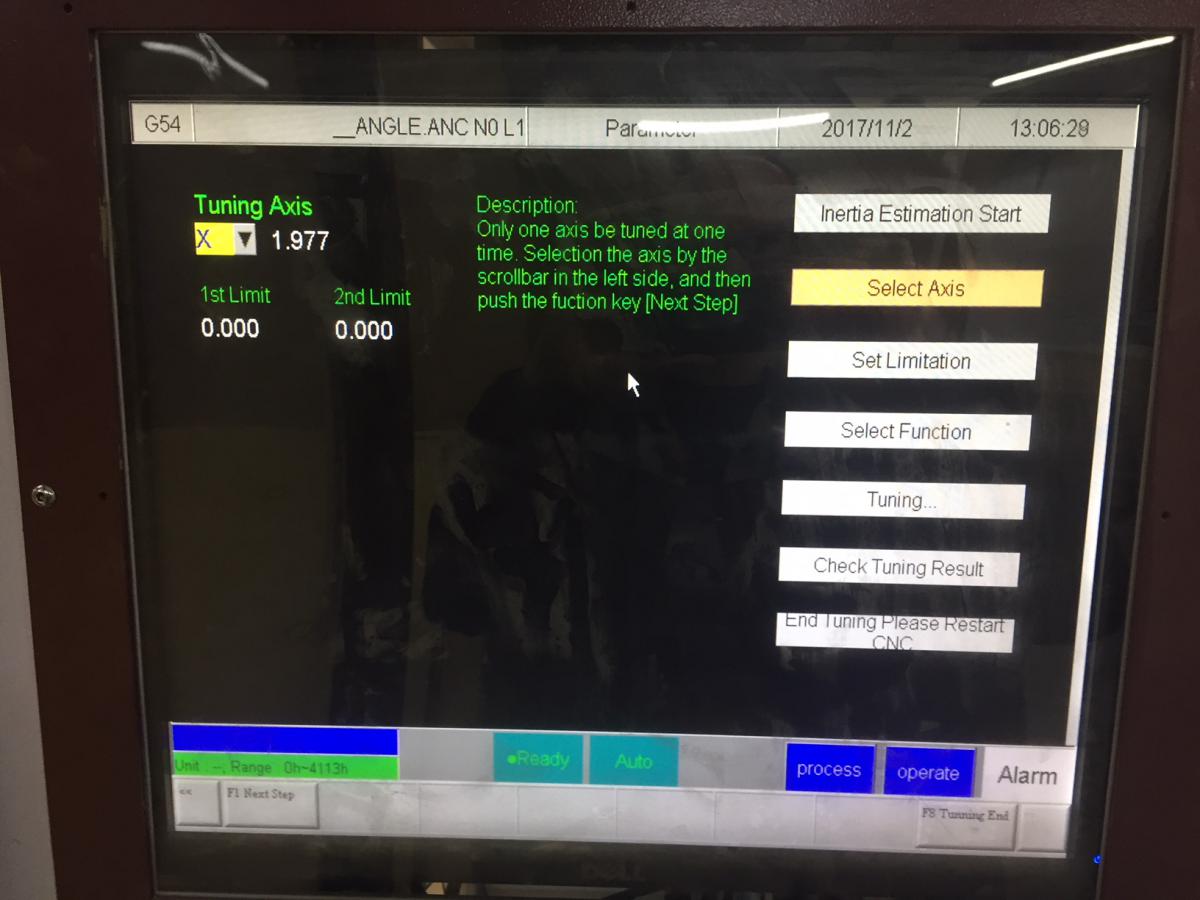
На стойке SYNTEC 10 есть функция автотюнинга. Кто знает, как ей пользоваться?
Интересует, какие перемещения выставлять для анализа? 100мм или 1000 мм.
И можно ли с помощью этого настроить оси Y1 и Y2?
если ставить speed loop gain большим, то начинает двигатель "петь"...
Сейчас на осях Y1 и Y2 параметры следующие (на фото слева):
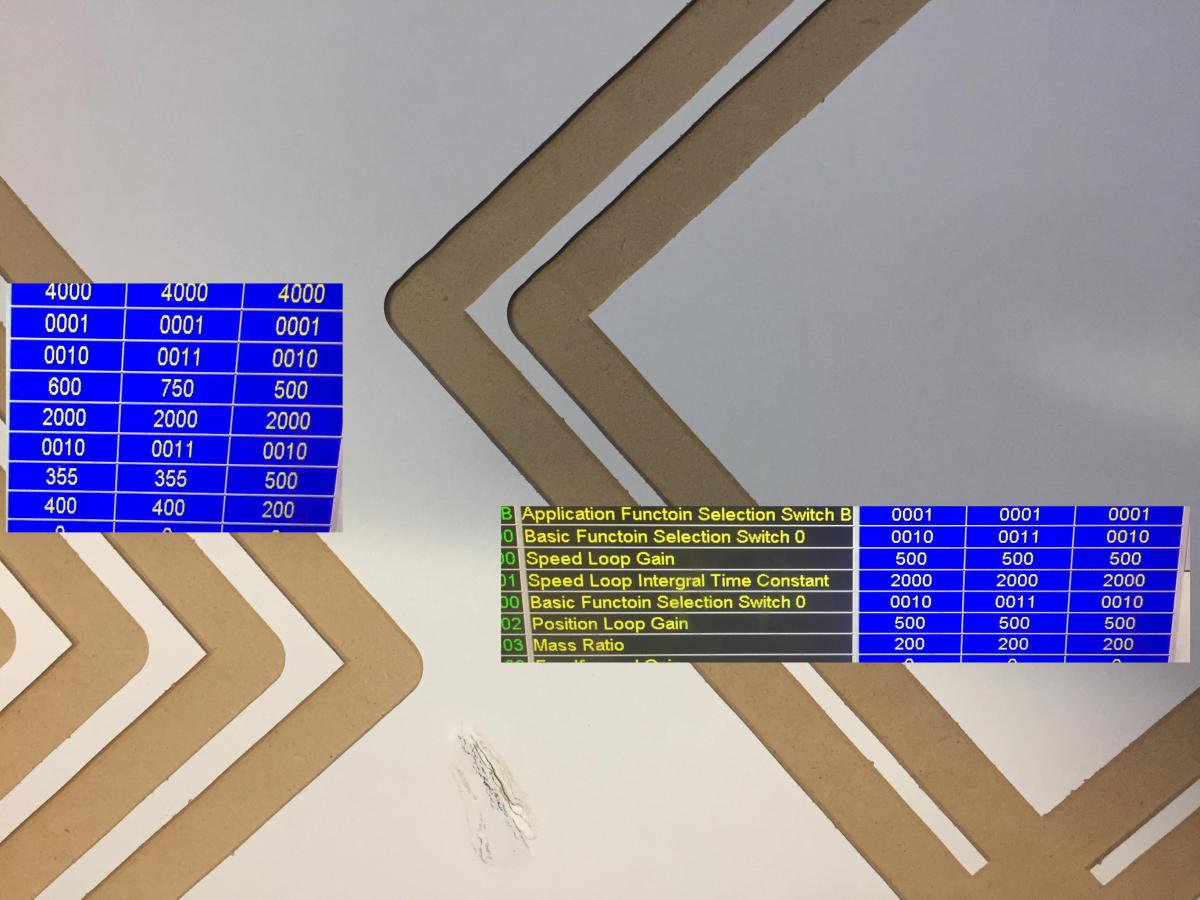
Справа - те, которые были установлены производителем.
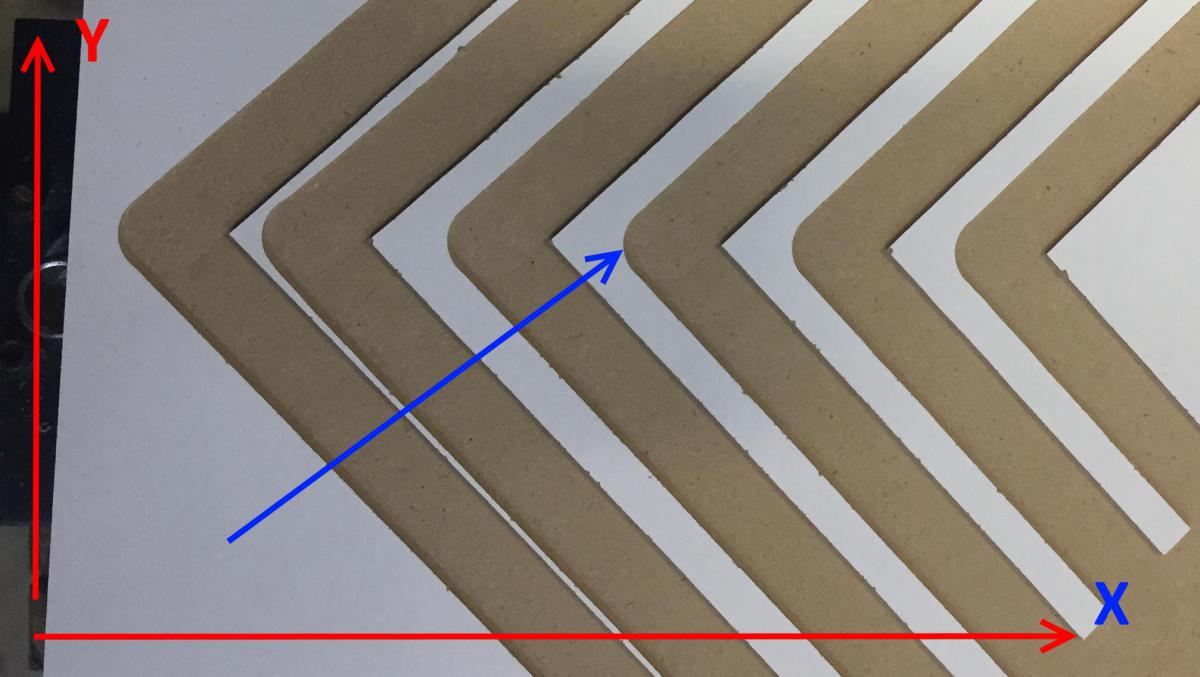
Сейчас стало лучше, но все равно есть перебеги по осям.
При проходе углов при изменении направления движения с -X +Y на +X +Y происходят "перебеги" и зарезы обоих осей.
То же самое происходит при изменении направления движения с +X -Y на -X -Y
При изменении с +X +Y на +X -Y и с -X -Y на -X +Y зарезов практически нет.
Студент
Отправлено 02 Ноябрь 2017 - 17:28
Сделал AutoTuning Syntec-ом:
Результат по оси X на тесте в 1200 мм:
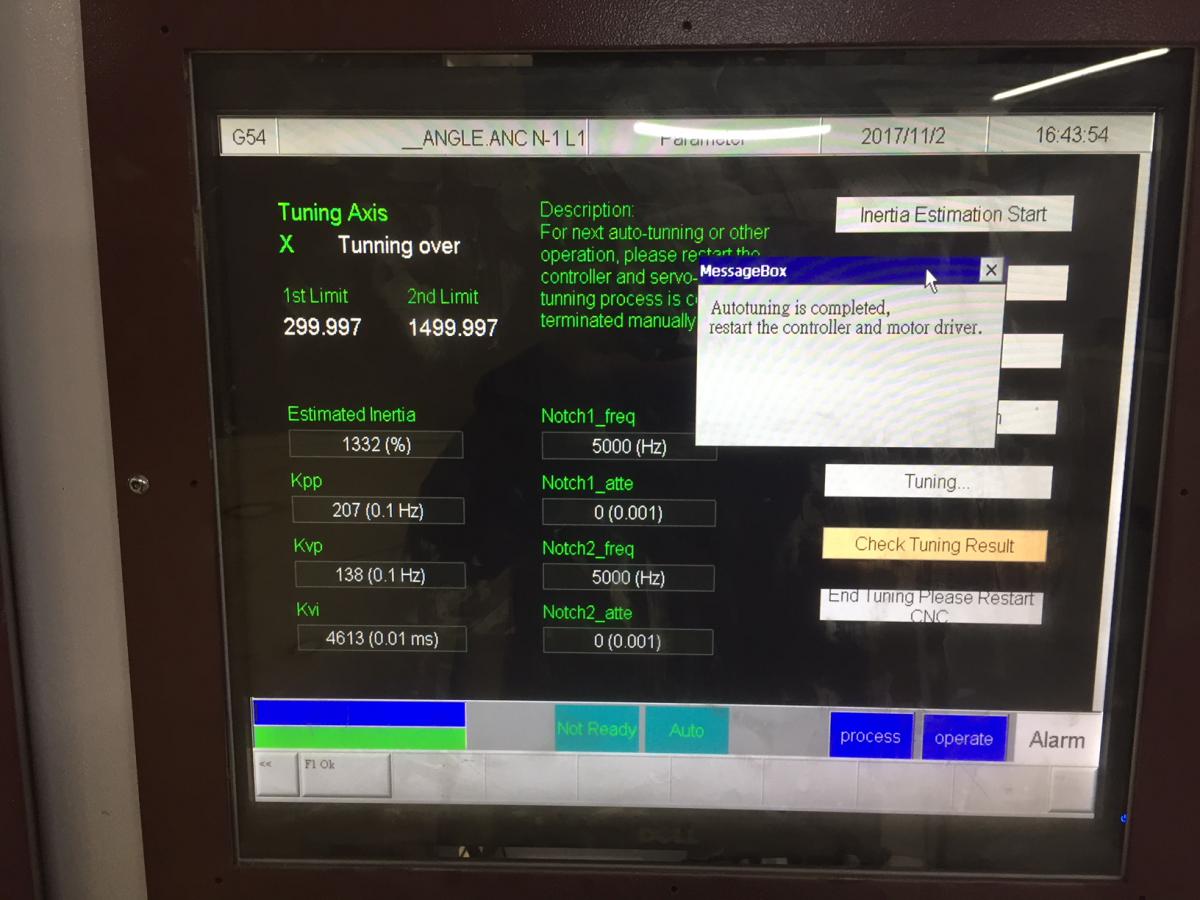
Момент инерции больше чем в 6 раз, чем предлагает производитель.
И это только ось X!
Ось Y намного тяжелее и момент инерции, наверно должен быть еще больше.
Вот предварительно отфрезеровал с параметрами по X, которые выдал AutoTuning, а по Y - Pn203 = 3000 (самый верхний рез фрезой большого диаметра):
Все равно остается вопрос, как сделать AutoTuning для осей Y1 и Y2?
Кто знает ответ?
И потом все равно вручную придется подстраивать параметры.
Ну и еще раз спрошу, параметры Pn100 - 103 для разных осей должны быть одинаковые или нет, если приводы и двигатели разные???
Или разными будут моменты инерции, а все остальное должно быть одинаково?
Сообщение отредактировал 31010: 02 Ноябрь 2017 - 20:14
Абитуриент
Отправлено 16 Ноябрь 2017 - 16:51
Привет, всем! Начальство купило китайский станок (8 слотов под фрезы) со стойкой Syntec 6ma. Подвели меня к нему - сказали:"Разбирайся".
В общем полазил по форумам - много чему научился (станок не ушатал). Файлы создаю - он их кушает, всё, что мне надо рисует. Одно мне пока не ясно: куда вписать код М6Т.... , чтобы поменять фрезу? Ни как не соображу. т.е. если в программе это прописано - он делает, а если мне отдельно надо поменять фрезу - не знаю как.
Объясните, кто-нибудь, пожалуйста.
Сообщение отредактировал Влад_58: 16 Ноябрь 2017 - 16:58
Гуру CNC
Отправлено 16 Ноябрь 2017 - 17:29
кнопку MDI нажми, введи и выполни цикл старт
пс: скоро в нашем государстве боинги начнут покупать и сажать на них людей с улицы... "разбирайся сам"
Абитуриент
Отправлено 16 Ноябрь 2017 - 18:50
Спасибо, разобрался!
не такой уж я и "с улицы" , но действий шефа не одобряю. так не делается.
Доктор CNC
Отправлено 19 Ноябрь 2017 - 14:42
Сделал AutoTuning Syntec-ом:
Результат по оси X на тесте в 1200 мм:
Момент инерции больше чем в 6 раз, чем предлагает производитель.
И это только ось X!
Ось Y намного тяжелее и момент инерции, наверно должен быть еще больше.
Вот предварительно отфрезеровал с параметрами по X, которые выдал AutoTuning, а по Y - Pn203 = 3000 (самый верхний рез фрезой большого диаметра):
Все равно остается вопрос, как сделать AutoTuning для осей Y1 и Y2?
Кто знает ответ?
И потом все равно вручную придется подстраивать параметры.
Ну и еще раз спрошу, параметры Pn100 - 103 для разных осей должны быть одинаковые или нет, если приводы и двигатели разные???
Или разными будут моменты инерции, а все остальное должно быть одинаково?
Я знаю ответ.
Вам необходимо прочитать несколько раз руководство на ваши приводы. понять как они подключены, если каждая ось отдельно то возможна только ручная настройка приводов.
Настройки приводов по осям X и Y могут быть как одинаковыми так и разными, но они не должны быть одинаковыми.
В вашем случае производитель скорее всего не посчитал правильно типоразмеры приводов и запаса у вас нет, они сделаны впритык.
Надо знать массы всех частей станка для расчета. есть способы это измерить и посчитать инерцию, но процесс отнюдь не быстрый, а картинка с перебегами может быть не только из-за приводов, а еще и из-за настроек, из-за редукторов, из-за неправильной настройки сигнала с энкодеров и точности в стойке.
Если это довести до ума то и работать будет адекватно.
Если у вас точность отработки импульсов к примеру 10 и стойка не дает ошибку и сигналы в стойку приходят и импульсы переданные точно отрабатываются.
Надо искать причину и решать вопрос дальше.
Студент
Отправлено 19 Март 2018 - 21:21
Здравствуйте!
Стойка Syntek 21ma. Имеется вот такой вот сигнализатор, который как светофор может гореть красным, желтым и зелёным. Красный означает окончание операции, ошибку, зеленый - занят, весь в работе  . Иногда в авторежиме горит жёлтый. А иногда зелёный. Кто знает, почему? Некоторое время наблюдений показывают, что выбор зелёного или жёлтого не связан с некоторой видимой причиной. Может чего не знаю? Просветите, если кто в курсе дела!
. Иногда в авторежиме горит жёлтый. А иногда зелёный. Кто знает, почему? Некоторое время наблюдений показывают, что выбор зелёного или жёлтого не связан с некоторой видимой причиной. Может чего не знаю? Просветите, если кто в курсе дела!

Сообщение отредактировал cnc-mill: 19 Март 2018 - 21:23
0 пользователей, 2 гостей, 0 анонимных


Community Forum Software by IP.Board Русификация от IBResource
Лицензия зарегистрирована на: Мир CNC
