на скрине что вы выложили... поле 33 должно совпадать по значению с полем 9... подгонять это нужно изменяя параметр 182 это нужно сделать по всем осям
Их нужно проверять в рабочем процессе или когда станок находится в не рабочем состояние ?


Магистр CNC


Отправлено 19 Март 2019 - 16:26
на скрине что вы выложили... поле 33 должно совпадать по значению с полем 9... подгонять это нужно изменяя параметр 182 это нужно сделать по всем осям
Их нужно проверять в рабочем процессе или когда станок находится в не рабочем состояние ?
Гуру CNC
Отправлено 19 Март 2019 - 16:27
Их нужно проверять в рабочем процессе или когда станок находится в не рабочем состояние ?
когда ось перемещается
в джог переключите и кнопками двигайте
Магистр CNC
Отправлено 19 Март 2019 - 16:32
33 должно быть как 9
крутите 182
я вам про 202 говорил что ни будь? вы обратную связь от сервака отключили... ясен пень... он теперь не учитывает реальную позицию... и ошибки не будет...
только нафига вам тогда вообще серваки и синтек??? с такой настройкой вам мач с шаговыми подойдет...
я вам про 202 говорил что ни будь? вы обратную связь от сервака отключили... ясен пень... он теперь не учитывает реальную позицию... и ошибки не будет... только нафига вам тогда вообще серваки и синтек??? с такой настройкой вам мач с шаговыми подойдет...
Почему тогда х и z 2 стоят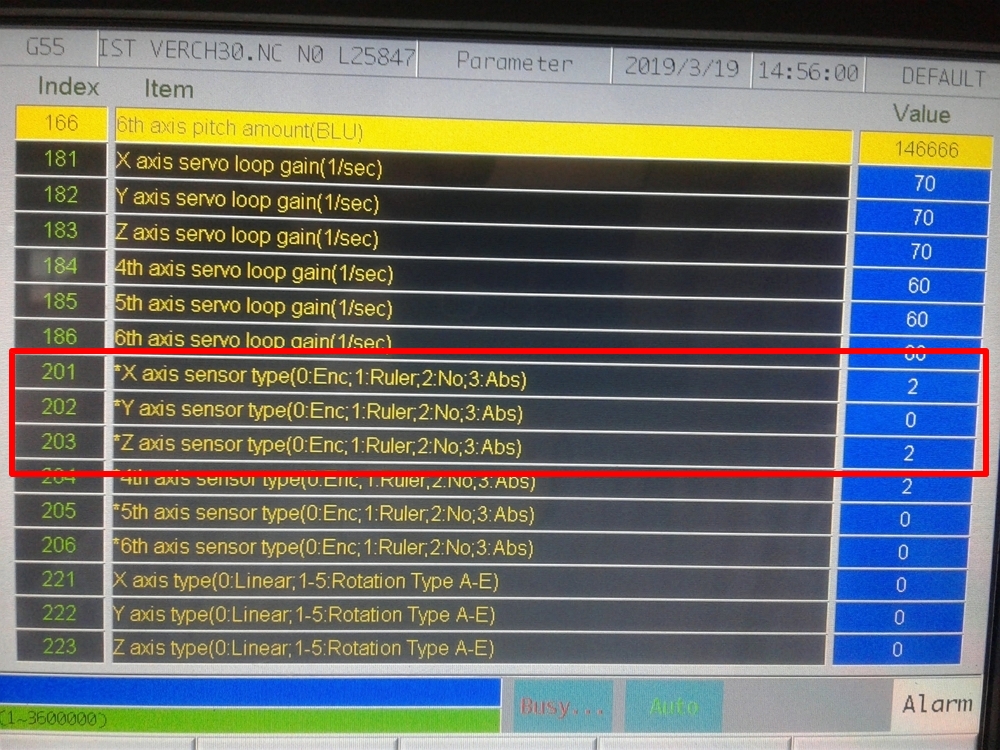
Гуру CNC
Отправлено 19 Март 2019 - 17:13
Почему тогда х и z 2 стоят
потому что так станок собрали... через одно место)
у вас несколько шпинделей... а 6ма умеет только 3мя осями управлять) У на прямую подключен. а Х и Z как то переключаются при выходе в машинный ноль и корректировке Z
я без понятия как там китайцы все это дело скоммутировали) но с выключенной обратной связью эта стойка равна дспэшному пульту)
из описания к параметрам 181-200:
я без понятия как его настраивать если обратная связь отключена...
овалы кстати могут быть и из за того что настройка на приводе и стойке разные... а они у вас разные...
по уму.. У можно настроить.
Z и X подключить 1 драйвер, включить обратную связь, настроить, отключить обратную связь.
но перед этими манипуляциями надо сначала привод настроить...
Студент
Отправлено 21 Март 2019 - 23:58
что можете сказать по этим параметрам
Скрытый текстна что поменять
184 параметр вроде должен совпадать с 182 это Y1 и Y2
Гуру CNC
Отправлено 22 Март 2019 - 00:36
184 параметр вроде должен совпадать с 182 это Y1 и Y2
184 не обязательно должна быть Y2... тем более у него ма
Магистр CNC
Отправлено 22 Март 2019 - 08:46
184 не обязательно должна быть Y2... тем более у него ма
Поменяли 182 на 60 ошибку больше не выдает , проблема с овалом остается открыта .
Гуру CNC
Отправлено 22 Март 2019 - 10:53
Поменяли 182 на 60 ошибку больше не выдает , проблема с овалом остается открыта .
вы методом тыка настраиваете... так это не прокатывает
а серваки совсем не реально таким методом настроить)
и то что ошибку не выдает не значит что правильно настроено
Сообщение отредактировал mihams: 22 Март 2019 - 10:54
Студент
Отправлено 04 Апрель 2019 - 11:16
Доброго дня. Подскажите как записать переменные на старой M515 работает под дос.
После небольшой переделки. Возникла необходимость сменить, координаты ячеек магазина.
Вписываю новые координаты. Перезагружаю. Запускаю цикл авто смены. Станок едет по старым, координатам.
Все записи откатываются к исходным.
Студент
Отправлено 08 Апрель 2019 - 22:19
Отвечу сам себе. В папке NCFILES отыскался файл O9001 вот его ручками править. Со стойки не как.
Студент
Отправлено 09 Апрель 2019 - 19:53
Отвечу сам себе. В папке NCFILES отыскался файл O9001 вот его ручками править. Со стойки не как.
Со стойки через Diag
Гуру CNC
Отправлено 09 Апрель 2019 - 23:28
Со стойки через Diag
там скорее всего прям в макросе координаты прописаны
Абитуриент
Отправлено 11 Апрель 2019 - 17:56
Уважаемые, оператора нового еще не взяли, но нужно уже заказывать оборудование, подскажите хотим поставить измерительный щуп(скорее всего хайденхайн), как его вообще "подружить" с чпу ? Нужно для него отдельыне циклы прописывать ?
пс ЧПУ Syntec 6ND-H на заточном станке
Гуру CNC
Отправлено 12 Апрель 2019 - 19:19
Уважаемые, оператора нового еще не взяли, но нужно уже заказывать оборудование, подскажите хотим поставить измерительный щуп(скорее всего хайденхайн), как его вообще "подружить" с чпу ? Нужно для него отдельыне циклы прописывать ?
пс ЧПУ Syntec 6ND-H на заточном станке
вообще в нем есть макросы для работы со щупом... но они идут как доп опции
варианта два. или купить у них эти опции(не представляю как) или самим макросы написать.
пс дружить физически просто) подключается на любой свободный вход... если он есть)
Сообщение отредактировал mihams: 12 Апрель 2019 - 19:21
Студент
Отправлено 12 Февраль 2020 - 11:46
Подскажите, пожалуйста, в каком параметре на Syntec 6MB прописываются значения импульсов? На NC Studio вычисляется просто, по формуле, берётся значение с настроек NC Studio и "текущее значение импульсов умножить на замеренный линейкой пройденный путь и разделить на задаваемое для перемещения расстояние - получится правильное значение импульсов
"импульсы х пройдено \ задано = импульсы"" . А как на Syntec? Всё также или имеются ещё некоторые дополнительные настройки? На форуме был ответ по Syntec 6MA http://mir-cnc.ru/to...ед/#entry255977 Может кто объяснить поподробнее.Станок 4-х осевой,1325, на сервоприводах.
Студент
Отправлено 18 Апрель 2020 - 16:16
Подскажите, пожалуйста, в каком параметре на Syntec 6MB прописываются значения импульсов? На NC Studio вычисляется просто, по формуле, берётся значение с настроек NC Studio и "текущее значение импульсов умножить на замеренный линейкой пройденный путь и разделить на задаваемое для перемещения расстояние - получится правильное значение импульсов
"импульсы х пройдено \ задано = импульсы"" . А как на Syntec? Всё также или имеются ещё некоторые дополнительные настройки? На форуме был ответ по Syntec 6MA http://mir-cnc.ru/to...ед/#entry255977 Может кто объяснить поподробнее.Станок 4-х осевой,1325, на сервоприводах.
Если ты про это спрашиваешь...
Абитуриент
Отправлено 04 Март 2021 - 14:20
Здравствуйте, победили ли проблему с овалом. У меня задача похожая после проверки балбаром выдает, рассогласование шкал (разность перемещений осей во время теста) , хотелось бы узнать какие параметры нужно изменитьПоменяли 182 на 60 ошибку больше не выдает , проблема с овалом остается открыта .
Сообщение отредактировал sever43: 04 Март 2021 - 14:23
Магистр CNC
Отправлено 25 Март 2021 - 20:10
Здравствуйте, победили ли проблему с овалом. У меня задача похожая после проверки балбаром выдает, рассогласование шкал (разность перемещений осей во время теста) , хотелось бы узнать какие параметры нужно изменить
+ рассогласование по скорости. Вот последнее будет для меня интереснее, это надо устранить в пенвую очередь.
Здравствуй нет проблему не решили (((
Добрый день подскажите какие настройки подправить , При обработки 3D программа замедляет ходы по кривым осям X и Y станок 4 шпин головы раздельные есть точно такой станок куплен ранее на нем все хорошо , почему говорю если ставить две одинаковые заготовки делается одной и той же УП то при одних скоростях разница больше часу а то и два
Абитуриент
Отправлено 05 Июль 2021 - 23:24
Добрый день. Подскажите где находится параметр Z при смене инструмента на карусельном магазине. Стойка Syntec 6mb
Студент

Отправлено 19 Август 2021 - 17:39
1. 3. В графе "подпись", "интересы" и "от куда" запрещено указывать информацию, которая может относиться к рекламе.
0 пользователей, 2 гостей, 0 анонимных


Community Forum Software by IP.Board Русификация от IBResource
Лицензия зарегистрирована на: Мир CNC
