Где устанавливаеьться параметр чтобы он по дуге шел плавно а не рывками????
Помогите пожалуста а то производство страдает. 
Похожие темы:
Снижается подача при прохождении криволинейных контуров
Низкая скорость подачи по криволинейной траектории


Абитуриент

Отправлено 09 Октябрь 2009 - 13:55
Где устанавливаеьться параметр чтобы он по дуге шел плавно а не рывками????
Помогите пожалуста а то производство страдает.
Похожие темы:
Снижается подача при прохождении криволинейных контуров
Низкая скорость подачи по криволинейной траектории
"Добрый" Админ

Отправлено 09 Октябрь 2009 - 15:37

Студент

Отправлено 10 Июль 2014 - 20:19
Здравствуйте! Возможно ли изменить скорость фрезеровки на углах. Т.е. постоянная скорость допустим, 3 м/м, а на углах она меняется на 1 м/с. Чтобы углы получались более прямые.
Спасибо!
Студент
Отправлено 22 Март 2015 - 00:52
Доброго времяни суток ! Купил станок росийского производства фирмы 777. Проблема ! когда режет круг то в каждой ее четверти ( В местах где есть точки ( 4 штуки в круге )) она останавливается и продолжает резать дальше.
В чем может быть причина???
Заранее Спасибо !
Доктор CNC

Отправлено 22 Март 2015 - 13:52
Студент
Отправлено 23 Март 2015 - 02:16
В настройках системы управления. Заранее пожалуйста.
А какой именно именно пункт? Где изменять Управление NcStudio 5.5.60.0
Доктор CNC
Отправлено 23 Март 2015 - 13:39
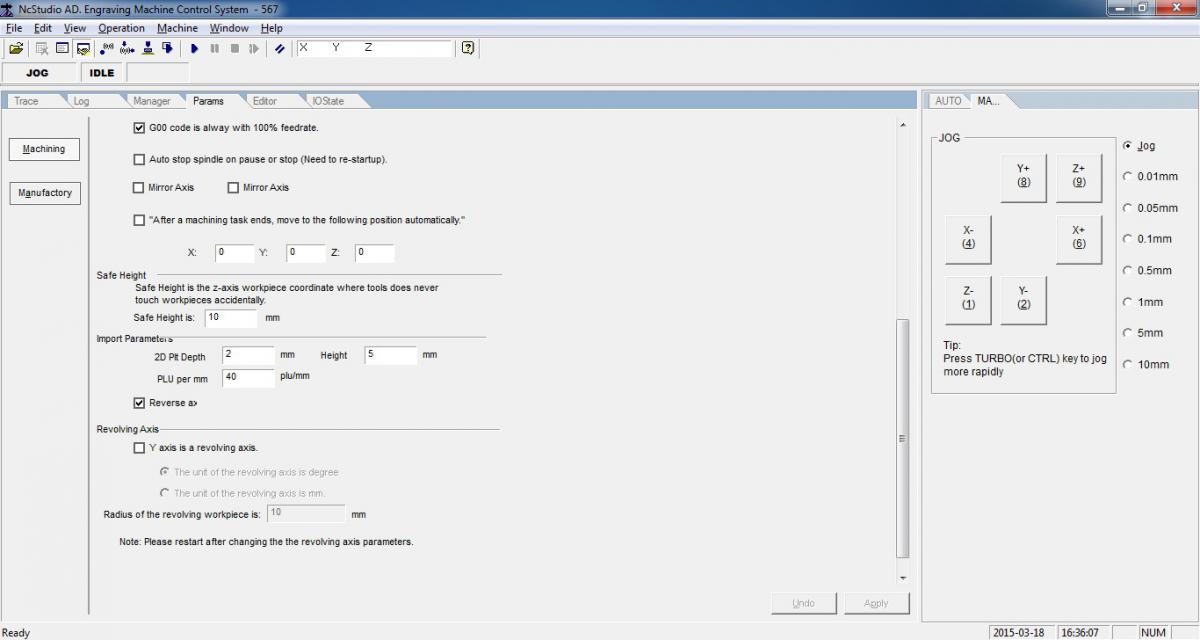
Если такой расклад, то подозревая, что ваша окружность нарисована в кривом каде, и состоит из 4х дуг, с точками в каждой четверти, либо не стоят нужные галочки в закладке Parameter->Machining
В чем делаете чертеж?
Можете сюда прикрепить скриншоты из закладки Parameter->Machining и Parameter->Manufactory
Тогда можно будет скорректировать, если там что-то не так.
Студент
Отправлено 25 Март 2015 - 03:30



Гуру CNC

Отправлено 25 Март 2015 - 10:33
Абсолем CNC:)

Отправлено 25 Март 2015 - 11:47
Что за станок с рабочим полем 450*1500 мм?
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
Студент
Отправлено 26 Март 2015 - 02:21
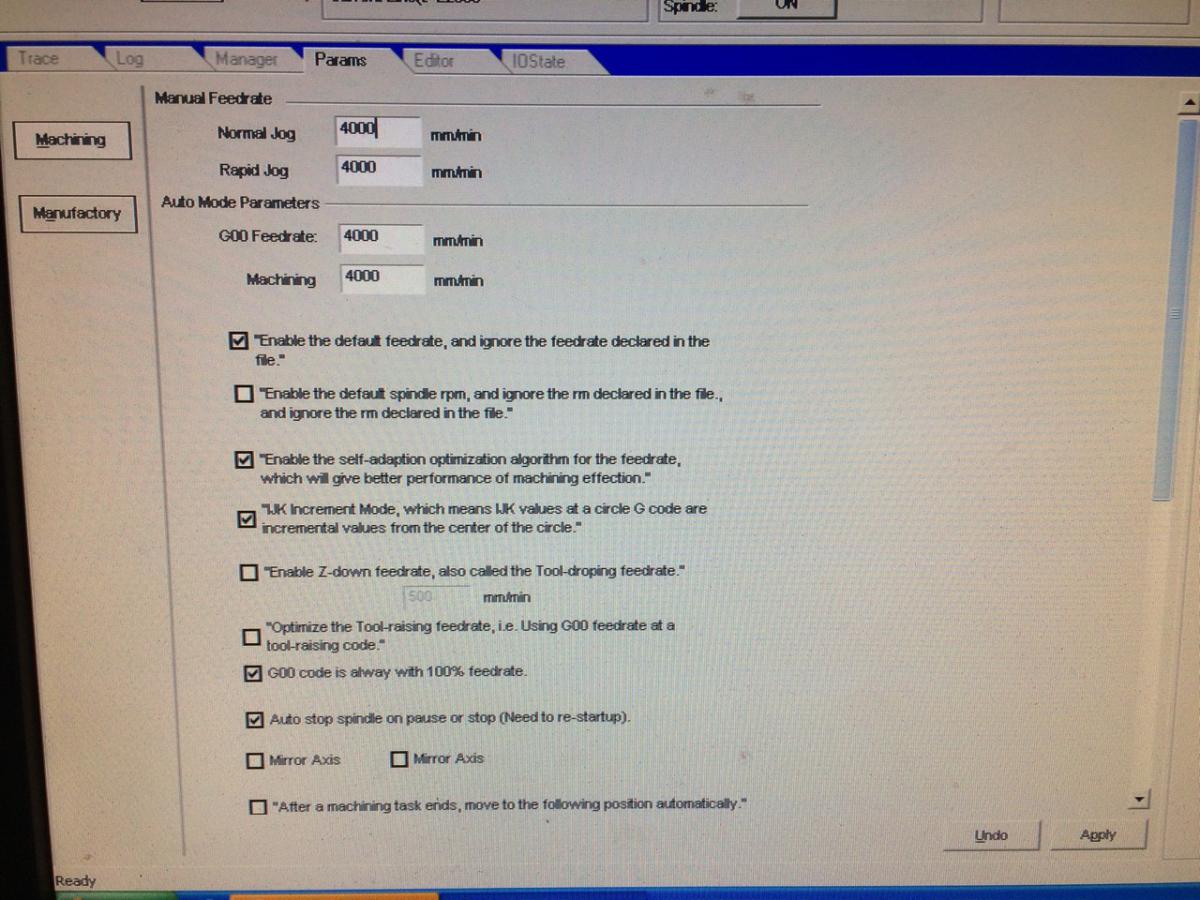
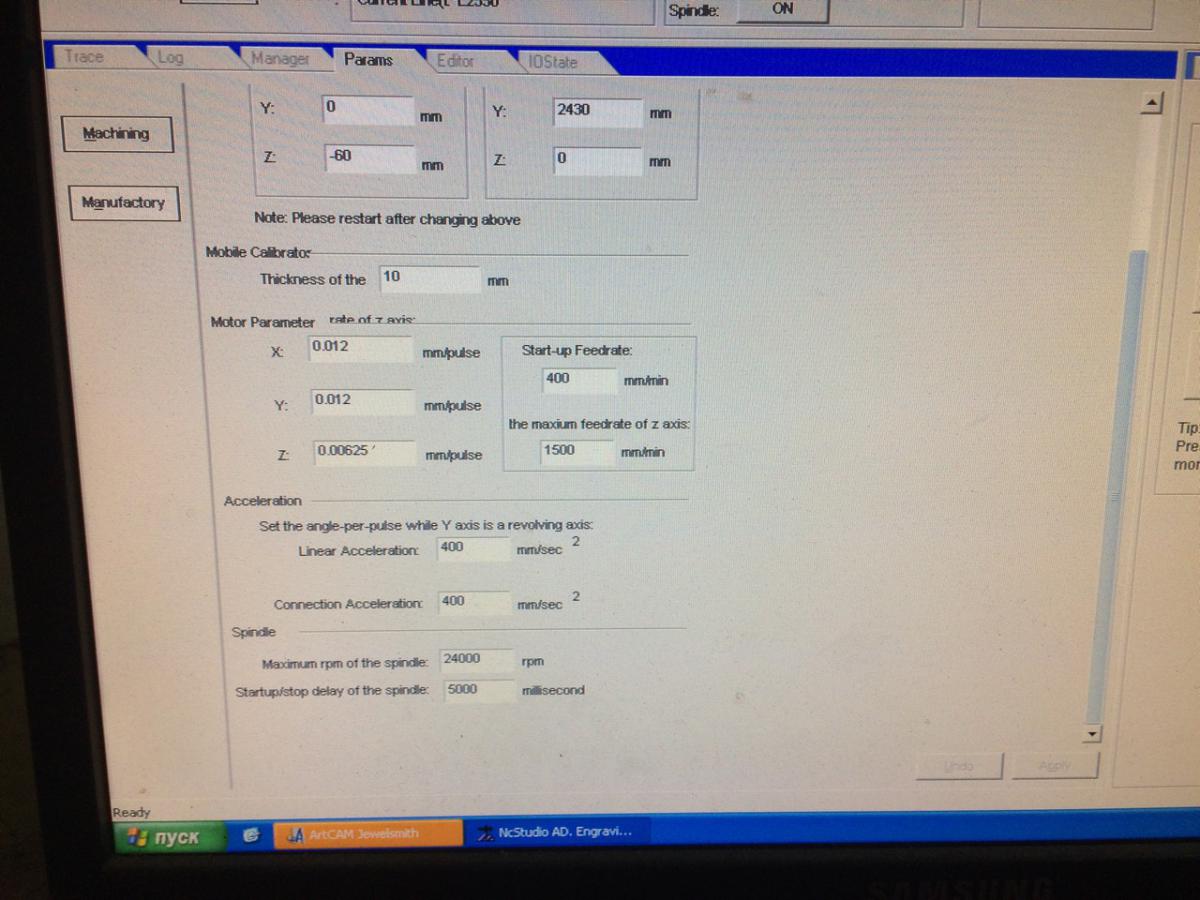
Включите "Enable the self-adaptation optimization algorithm......",маловато "Connection Acceleration"и зачем такое долгое ожидание разгона шпинделя "Start\stop delay of the spindle " ?у вас шпиндель разгоняется за 30 секунд?
"Connection Acceleration" - А сколько поставить ?
Что за станок с рабочим полем 450*1500 мм?
4-ре шпинделя
Доктор CNC
Отправлено 27 Март 2015 - 14:33
Время разгона 30 секунд многовато, но зависит от настроек частотника, надо знать за какое время он вам разгоняет шпиндели до максимальных оборотов.
Я бы поставил ещё галочки Auto stop spindle on pause or stop и Optimize the tool raising feedrate
Ускорение Connection acceleration обычно в 1,5 - 2 раза больше чем Linear acceleration
Это ускорение, для набора скорости при перемещении по двум осям одновременно, влияет на движение по кривым.
Попробуйте поставить галочку про которую MiG написал, должна решить проблему.
Студент
Отправлено 29 Март 2015 - 05:23
Спасибо большое за помощь ! Всем. И Вам в частности
Студент
Отправлено 13 Январь 2017 - 22:16
Добрый день,
Новичок в деле но очень много почерпнул из этого форума!
Итак есть следующий вопрос. У меня китайский ЧПУ 1325. Все как у всех.
Шаговики, зубчатые рейки, винт на Z. Плата под NCStudio 5.5.60
Пишу УП в PowerMill 2012SP4.
Постпроцессор взял с http://www.yusto.ru/...t/160-ncstudio/
и переконвертировал его через Postprocessor 2012. Никаких правок в него не вносил ( не силен еще).
Проблема в следующем. При исполнении УП станок притормаживает на кривых, режет ровно но идут мелкие тормоза постоянные. На прямой режет ровно и красиво.
Если сделать выборку круга в самом NCstudio, то круги режет ровненько, без запинок...
Ускорение 400 выставлено, подача 3000мм, глубина 6мм, фреза 12мм.
Попробовал сделать УП в Арткаме 2010. Использовал постпроцессор Cipher и от 3D-BIG'a. Все еще хуже...
Я вооружился, ниже ссылка на видео процесса фрезеровки:
Под катом пример G кода.
Надеюсь на вашу помощь!
Сообщение отредактировал Admin: 13 Январь 2017 - 22:26
Перенесено
Абсолем CNC:)
Отправлено 14 Январь 2017 - 00:55
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
Студент
Отправлено 14 Январь 2017 - 13:22
Линейная аппроксимация + высокая скорость + низкое ускорение + низкая стартовая скорость. Параллельно отказ от сглаживания углов.
Скрин настроек выкладывайте.
Вот скрины.
Абсолем CNC:)

Отправлено 14 Январь 2017 - 14:58
А вы хотите, чтобы при ускорении 400мм/с2 станок быстро проходил на приличных скоростях криволинейку?!! Для этого надо большие ускорения у станка раза в два-четыре...
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
Студент
Отправлено 14 Январь 2017 - 16:52
А вы хотите, чтобы при ускорении 400мм/с2 станок быстро проходил на приличных скоростях криволинейку?!! Для этого надо большие ускорения у станка раза в два-четыре...
Спасибо за ответ! Начал экперементы с этим параметром и действительно картинка улучшилась. А от чего зависят эти параметры, какая взаимосвязь идет? Как лучше всего подобрать их? На глаз?
Абсолем CNC:)
Отправлено 14 Январь 2017 - 17:02
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
Студент
Отправлено 14 Январь 2017 - 18:35
Где бы еще взять такой постпроцессор... В принципе нашел золотую середину, станочек ровненько забегал. Спасибо за подсказку еще раз!
0 пользователей, 1 гостей, 0 анонимных


Community Forum Software by IP.Board Русификация от IBResource
Лицензия зарегистрирована на: Мир CNC

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}