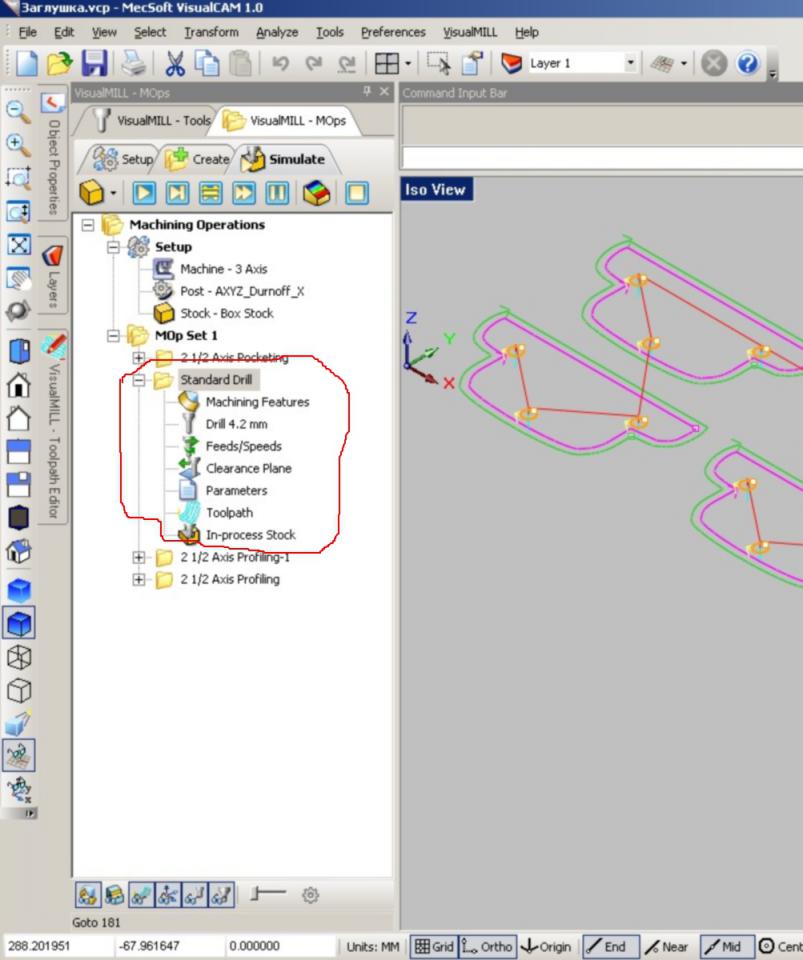
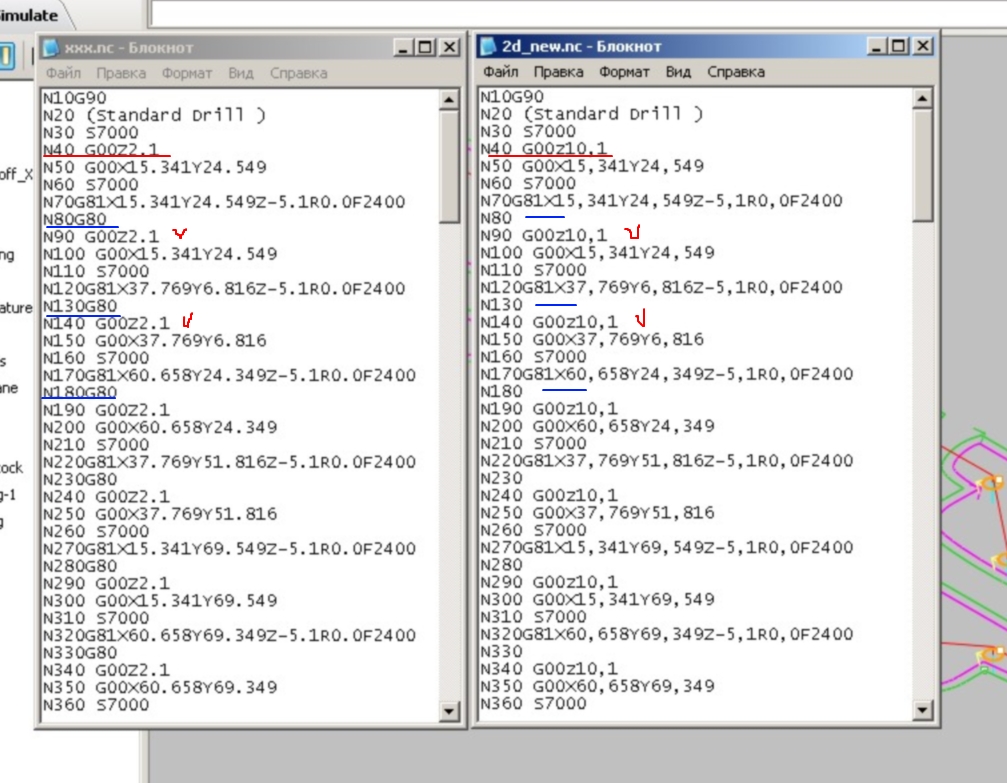
Создаю drill, retract стоит на 25 absolute. Но при перемещении от дырки к дырке шпиндель не поднимается на указанную высоту, а ползет на глубине сверления, портя заготовку...
Куда копать?
Похожие темы:
При переходах шпиндель опускается и врезается в заготовку
По окончанию обработки фреза не поднимаясь возвращается в нулевое положение
Высота подъема шпинделя между резами (Высота безопасности)
При переходе с объекта на обобьет шпиндель не поднимается