
При обработке рельефа в какой то момент ось z опускается ниже примерно на 0,5мм,и обрабатывает так небольшое время,после чего возвращается в прежние пределы.Так повторяется несколько раз.В результате рельеф получается полосатым.Цикличности не заметил,но эффект присутствует почти всегда если рельеф в ширину более 50мм примерно.Механика исключена т.к. сперва работал на одном самодельном станке 500х500,затем на другом самодельном 1800х800,правда с перестановкой электроники с одного станка на другой.Комп.и программы остались старыми.Управление и движки от пурелоджик.И еще при выжигании в полутонах при составлении уп в арткаме при переводе картинки bmp в объем высоты черного и белого делал сопоставимыми скоростям выжигания.Затем заменял в уп z на скорость перемещения.В процессе выжигания при нерабочей z появлялись потемнения рисунка .как будто скорость немного снижалась,потом возврашаясь на прежний уровень.
Убедительно прошу Вашей помощи.

Сообщений в теме: 375
#121
 OFFLINE
OFFLINE
виталий4
-

- Пользователи
-

- 1 сообщений
Абитуриент
-
Из:Москва
Отправлено 02 Сентябрь 2011 - 19:02
#122
OFFLINE
hekist
-
- Пользователи
-
- 11 сообщений
Студент
-
Из:Сургут
Отправлено 04 Сентябрь 2011 - 20:38
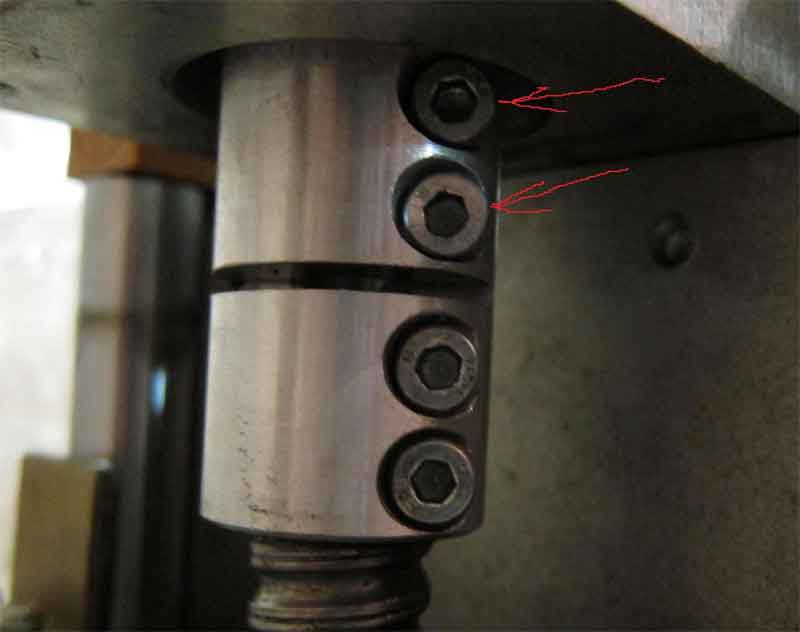
У меня на новом EXCITECH SHG 0609 при чистовой обработке ось Z плавно "падала" аж на 0,9мм при выполнении задания 90х90мм. Оказалось братья китайцы забыли затянуть эти два болтика. Что-то фото не цепляется. Вообщем ось шаговика проскальзывала в муфте.

Сообщение отредактировал Admin: 04 Сентябрь 2011 - 21:27
прицепил фото
#123
OFFLINE
vova_ex
-
- Пользователи+
-
- 48 сообщений
Студент
- Пол:Мужчина
- Город:Львов
-
Из:Lvov
Отправлено 31 Октябрь 2011 - 20:34
Здравствуйте. Прочитал тему но так и не нашел решения. Пока разбирался со скоростью обработки (http://mir-cnc.ru/in...404) появилась похожая проблема. При черновой обработке при каждом переходе или новом слое фреза уходит по Х примерно +0,8-+1,4 мм. При чем при повторении фрезеровки уходит в том-же месте. Есть мнения по решению проблемы ?
3) увеличить длительность импульса в настройках(и шага и направления) см. картинку
подскажите пожалуйста, на что влияют эти параметры
[/quote]
3) увеличить длительность импульса в настройках(и шага и направления) см. картинку
подскажите пожалуйста, на что влияют эти параметры
[/quote]
#124
OFFLINE
Евгений(К)
-
- Опытный
-
- 650 сообщений
Доктор CNC
- Пол:Мужчина
- Город:Казахстан Костанай
-
Из:Костанай
Отправлено 31 Октябрь 2011 - 22:04
Здравствуйте. Прочитал тему но так и не нашел решения. Пока разбирался со скоростью обработки (http://mir-cnc.ru/in...404) появилась похожая проблема. При черновой обработке при каждом переходе или новом слое фреза уходит по Х примерно +0,8-+1,4 мм. При чем при повторении фрезеровки уходит в том-же месте. Есть мнения по решению проблемы ?
3) увеличить длительность импульса в настройках(и шага и направления) см. картинку
подскажите пожалуйста, на что влияют эти параметры
Или в настройках длительности импульса dir ........ и потом настройки ускорения.. и как то подгоняй меняй значения и т..д
если у тебя пульт то или не исправен или меняй. только такое думаю решение будит
при условие если у тебя движка шаговые
Сообщение отредактировал Евгений(К): 31 Октябрь 2011 - 22:09
Везде повсюду ориентиры, а мы в свой сломанный компас
#125
OFFLINE
vova_ex
-
- Пользователи+
-
- 48 сообщений
Студент
- Пол:Мужчина
- Город:Львов
-
Из:Lvov
Отправлено 01 Ноябрь 2011 - 22:03
Добрый вечер. Спасибо всем кто откликнулся. Решил проблему изменением скорости ускорения по осях. Поставил карандаш (вместо шпинделя), прогнал в черновую простенький рельеф, границы по слоям совпадают один к одному.
#126
OFFLINE
il431
-
- Пользователи+
-
- 34 сообщений
Студент
- Пол:Мужчина
- Город:кировоград
-
Из:Кировоград
Отправлено 07 Февраль 2012 - 19:49
Здравствуйте. Работаю на станке rznc-d5416. Работаем всего 6 месяцев. Начались траблы с обработкой рельефов. На разных моделях во время работы шпиндель резко опускаеться на произвольную глубину и врезается в деталь, но продолжет работу по рельефу но на 5-20 мм ниже. Проверяли контакты и сменили прошивку пульта, изменяли скорость обработки. Подскажите, пожалуйста, в чем причина?
#127
OFFLINE
pointgraver
-

- Пользователи+
-
- 254 сообщений
Бакалавр CNC
- Пол:Мужчина
-
Из:Санкт-Петербург
Отправлено 08 Февраль 2012 - 13:46
Механику проверяли? покрутите винт ШВП вручную при выключенном питании - должен идти свободно по всей длине.
#128
OFFLINE
il431
-
- Пользователи+
-
- 34 сообщений
Студент
- Пол:Мужчина
- Город:кировоград
-
Из:Кировоград
Отправлено 29 Февраль 2012 - 13:06
Спасибо MiG. Проблем было несколько. Дребезг контакта в фишке оси Z и коротил разьем пульта. Все устранили.. Спасибо за помощь.
#129
OFFLINE
MiG
-

- Продвинутый
-
- 2 020 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Россия , Ковров
Отправлено 29 Февраль 2012 - 13:16
 незачто
незачто
#130
OFFLINE
SONVLAD
-
- Пользователи+
-
- 495 сообщений
Магистр CNC
- Пол:Мужчина
- Город:Южная Корея ,Ансан
-
Из:CCCP
Отправлено 29 Февраль 2012 - 16:55
Админу на заметку !!!
MiGа нужно в Модераторы уже давно позвать
Много кому он помог
MiGа нужно в Модераторы уже давно позвать
Много кому он помог
Древняя китайская мудрость гласит: «НИ СЫ!», что означает: «Будь безмятежен, словно цветок лотоса у подножия храма истины»
#131
OFFLINE
wmf20041
-

- Опытный
-
- 601 сообщений
Доктор CNC
- Пол:Мужчина
- Город:новосибирск
Отправлено 29 Февраль 2012 - 20:37
Я как то забыл затянуть фрезу,глубина по Z менялась постоянно причём в одном и том же месте
Медведь с бревном
#132
OFFLINE
Slep
-

- Пользователи
-
- 22 сообщений
Студент
- Пол:Мужчина
- Город:СССР Кривой Рог
- Интересы:Разнообразные маски народов мира, ковка метала для интерьера и музыка
-
Из:Кривой Рог
Отправлено 02 Июль 2012 - 01:10
Доброго время суток!! Нужна помощь помогите пожалуйста советом станок
KingCut X12 начали изучать станок пробуем рисунки в 2д все получалось нормально но в один прекрасный момент что то пошло не так, задаем рисунок первый рез идет на заданную глубину 05мм как только переход на другую линию глубина реза увеличивается на 1.5мм. В арткаме задаем вырезать два небольших прямоугольника задаем глубину 0.5мм запускаем, первый прямоугольник режет 0.5 второй больше не можем найти причину помогите пожалуйста гребемся уже неделю
KingCut X12 начали изучать станок пробуем рисунки в 2д все получалось нормально но в один прекрасный момент что то пошло не так, задаем рисунок первый рез идет на заданную глубину 05мм как только переход на другую линию глубина реза увеличивается на 1.5мм. В арткаме задаем вырезать два небольших прямоугольника задаем глубину 0.5мм запускаем, первый прямоугольник режет 0.5 второй больше не можем найти причину помогите пожалуйста гребемся уже неделю
#133
OFFLINE
Хочувсезнать
-
- Пользователи+
-
- 616 сообщений
Доктор CNC
- Пол:Не определился
-
Из:Россия
Отправлено 02 Июль 2012 - 01:38
УП в студию
#134
OFFLINE
vv92
-

- Cтарожил
-
- 9 413 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 02 Июль 2012 - 02:05
Да масса всего может быть-многое здесь описывалось. Нужно или учиться или вызвать спеца. Не пишите, что флужу и не помогаю, но ресурс становится похожь на "быстренько подумайте и конкретно пальцем покажите". Ваш станок не сильно сложен, хотя есть вероятность проблем с "мозгами", но скорее примитивная механика, начиная от не надежного закрепления инструмента...
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#135
OFFLINE
Slep
-
- Пользователи
-
- 22 сообщений
Студент
- Пол:Мужчина
- Город:СССР Кривой Рог
- Интересы:Разнообразные маски народов мира, ковка метала для интерьера и музыка
-
Из:Кривой Рог
Отправлено 02 Июль 2012 - 02:53
Изучив немного 2д попробовали в 3д после этого все пошло на наперекосяк задал рисунок в 2д фрезер начал работать первый квадрат он отчухал на той глубине которую задали 05мм а второй опустился ниже хотя было заданно 05мм пользуемся программой корел и арт кам
#136
OFFLINE
Хочувсезнать
-
- Пользователи+
-
- 616 сообщений
Доктор CNC
- Пол:Не определился
-
Из:Россия
Отправлено 02 Июль 2012 - 11:49
вам сложно сюда УП запостить где станок прыгает?
футакимбыть
футакимбыть
Сообщение отредактировал Хочувсезнать: 02 Июль 2012 - 11:50
#137
OFFLINE
Slep
-
- Пользователи
-
- 22 сообщений
Студент
- Пол:Мужчина
- Город:СССР Кривой Рог
- Интересы:Разнообразные маски народов мира, ковка метала для интерьера и музыка
-
Из:Кривой Рог
Отправлено 02 Июль 2012 - 21:38
УП VectorSoft
#138
OFFLINE
DEDAlex
-

- Cтарожил
-
- 3 574 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Северодонецк/Москва
- Интересы:Любознательный дилетант широкого профиля
-
Из:Украина/Московия
Отправлено 02 Июль 2012 - 22:10
УП VectorSoft

Имелось в виду текст самой управляющей програмы (УП), на которой у вас станок косячит. Тот файл, который после постпроцессирования в АртКАМе получается. Заархивируйте его в .zip (но не .7zip), войдите в расширенную форму ответа (кнопка "Расширенная форма") и прикрепите ваш архив к сообщению.
Ну не знаю, как еще понятней объяснить....
Сообщение отредактировал DEDAlex: 02 Июль 2012 - 22:44
ДАВНО ЖИВУ-ПРИВЫК УЖЕ...
Самый хороший учитель в жизни — опыт. Берет, правда, дорого, но объясняет доходчиво.
Ничто так не украшает человека, как дружба с собственной головой.
Работать надо не 12 часов, а головой. © Стив Джобс
Только тогда, когда ваши мечты будут сильнее ваших страхов — они начнут сбываться.
Любая достаточно развитая технология неотличима от волшебства (с) Артур Кларк
Самый хороший учитель в жизни — опыт. Берет, правда, дорого, но объясняет доходчиво.
Ничто так не украшает человека, как дружба с собственной головой.
Работать надо не 12 часов, а головой. © Стив Джобс
Только тогда, когда ваши мечты будут сильнее ваших страхов — они начнут сбываться.
Любая достаточно развитая технология неотличима от волшебства (с) Артур Кларк
#139
OFFLINE
Slep
-
- Пользователи
-
- 22 сообщений
Студент
- Пол:Мужчина
- Город:СССР Кривой Рог
- Интересы:Разнообразные маски народов мира, ковка метала для интерьера и музыка
-
Из:Кривой Рог
Отправлено 02 Июль 2012 - 23:30
Уважаемый магистр, прошу прощение за не понимание, прошу Вас помочь мне и моему станку укажите по шагово как это сделать и прошу Вас не злитесь я ведь только учусь заранее Вам благодарен. 

Добрый вечер!!!! Фрезу проверил, затянута хорошо, включил нарисовал 3 квадрата задал глубину 1мм первый отфрезировало 1.5мм второй глубже третий еще глубже задал простенький рисунок с глубиной 1мм мало того что рисунок получился в разброс так еще и глубина разная. Может попробовать перебить винду, может вирус накосячил
Добрый вечер!!!! Фрезу проверил, затянута хорошо, включил нарисовал 3 квадрата задал глубину 1мм первый отфрезировало 1.5мм второй глубже третий еще глубже задал простенький рисунок с глубиной 1мм мало того что рисунок получился в разброс так еще и глубина разная. Может попробовать перебить винду, может вирус накосячил
#140
OFFLINE
3D-BiG
-

- Модератор
-
- 14 719 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 03 Июль 2012 - 06:53
УП VectorSoft
Т.е. у Вас станок под управлением электроники VectorSoft 32Mb (станок получает задания с компа по USB-кабелю через программу VectorSoft или ParrotSoft...) - у таких станков прошивка сама по себе не слетает, поэтому если сами таблицу ускорений не подергали - с ней ничего не случится, а попасть в нее без знания пароля - невозможно... А если слетает прошивка - то станок работать не будет ... Поэтому вероятность неисправности прошивки - мала... Раз у нас на каждом переходе происходит понижение координаты, то и по окончанию задания фреза вернется не в ту-же высоту, как при старте, а ниже ( съехала координата по Z в низ), то такое возможно когда станок при быстрых подъемах слегка пробуксовывает, а это возможно когда либо двигателю не хватает вращающего момента при быстрых перемещениях, либо есть проскальзывание в механике, вероятность мигающего дефекта в проводах на этот двигатель - мала, но ее не исключаю. Поэтому проведите следующие работы:
- проведите полную ревизию этой оси: чистку механики от грязи и смазку направляющих, ШВП и подшипников крепления винта ШВП. Далее проверьте затяжку болтов на втулке, соединяющей шаговый двигатель и ШВП, дабы удостовериться, что там нет проскальзывания валов в этой втулке ( только с пониманием того, что резьба в алюминии - при дурной силе можно и сорвать). В результате все должно двигаться легко, без люфтов и проскальзываний...
- При отправке файлов ограничьте максимальную скорость фрезера с поднятой фрезой хотя-бы до 70мм/с (может при максимально возможной для такого станка 130мм/с из-за потери момента вращения на больших частотах вращения происходить проскальзывание) и попробуйте обработку - вполне возможно этих действий будет достаточно для решения вашей проблемы - потом эту максимальную скорость можно будет и разогнать до тех пор, пока еще не будет проскальзываний..
Если это не поможет - то надо дальше думать...
-
Сообщение отредактировал 3D-BiG: 03 Июль 2012 - 06:59
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
Темы с аналогичным тегами Смещение координат, Полоски при обработке

Количество пользователей, читающих эту тему: 0
0 пользователей, 0 гостей, 0 анонимных

