Вопрос такой, режу модель тремя инструментами, Выставляю 0 по Z привязываю естественно к поверхности заготовки которую он потом срезает, меняю инструмент, как выставить 0 для следующего инструмента? Если отвести шпиндель к необработанной части модели и выставить 0 по Z то сбиваются 0 по Y \X. Работаю с DSP пульта через флешку. Кто как решает этот вопрос, подскажите пожалуйста.
Ну так вы же обнулите только Z. А Х и Y так и сохранят свои ноли. Жмете после обнуления зеленую кнопку "ОК" и шпиндель приходит в положение Х=0,У=0,Z=10
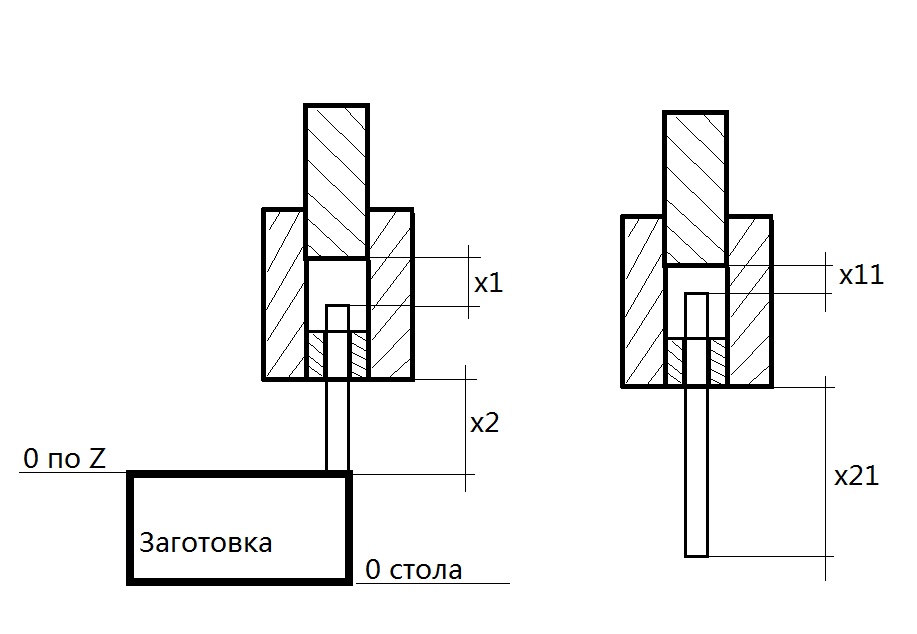
А вот если "верх" заготовки в процессе обработки совсем убирается, а при создании УП все-таки нулевую точку привязываете к верху заготовки, то обнуляетесь об стол и подняв шпиндель на дистанцию, равную заданной толщине заготовки обнуляетесь еще раз (первый раз можно и не обнуляться, но обнулив вы четко видите, что поднялись на высоту заготовки - проверка, так сказать)
Сообщение отредактировал DEDAlex: 08 Февраль 2013 - 19:20
ДАВНО ЖИВУ-ПРИВЫК УЖЕ...
Самый хороший учитель в жизни — опыт. Берет, правда, дорого, но объясняет доходчиво.
Ничто так не украшает человека, как дружба с собственной головой.
Работать надо не 12 часов, а головой. © Стив Джобс
Только тогда, когда ваши мечты будут сильнее ваших страхов — они начнут сбываться.
Любая достаточно развитая технология неотличима от волшебства (с) Артур Кларк