Нет. Вспененный ПВХ слишком "добрый для юзера", чтобы применять к нему параметры, как как для твердых материалов.
Подача 10-20% на зуб вполне рабочая подача. Две десятки на зуб как раз и позволяют гарантированно зацепить материал и врезаться в него. А вот пять соток как раз и могут соскользнуть с притупленного лезвия. Однако даже если два-три раза и соскользнет, то на четвертый раз все рано врежется. Это при встречной подаче. Или иными словами левый торец реза при движении вперед.
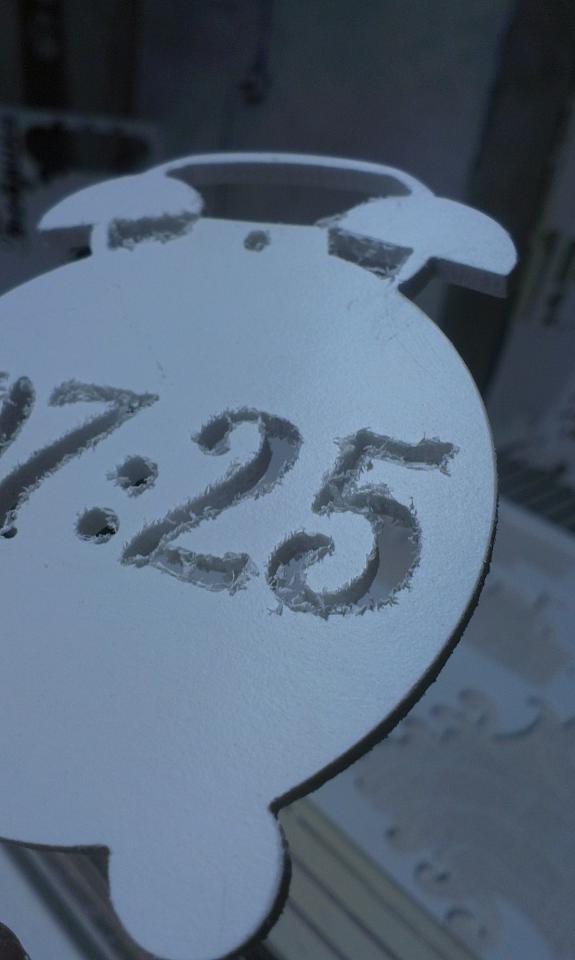
А вот при попутной подаче на мягком и гибком материале как раз и будет указанный дефект. Недостаточно острое лезвие при выходе из материала просто загнет тонкий и мягкий лоскут среза. Был бы материал более хрупкий, например оргстекло, опилка бы просто отломилась. а так торчит.
Мое мнение - недостаточно острая фреза для данного материала.
Из советов - снимать два диаметра за проход, чтобы опилки забивали рез, не позволяя заусенцам отгибаться.
Ну и взять фрезу с левой спиралью, чтобы не поднимало.
Да, вообще-то, чтобы материал не поднимало, его присасывают или приклеивают.
Ну и ПВХ разный бывает. Резать лучше жесткий, который хрупкий, плохо сгибается. Вот с этого сообщения и дальше. Там Ваш Strong.
Сообщение отредактировал lkbyysq: 24 Ноябрь 2015 - 12:57














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}