
Здравствуйте! Сможете пожалуйста для особо одаренных объяснить более подробно. Готов у Вас приобрести информацию.

Настройка оси вращения в NC-Studio
Автор
Виктория
, 09 Мар 2011 13:38
Поворотная ось Ликбез для новичка Поворотная ось в NC Studio
Сообщений в теме: 119
#81
 OFFLINE
OFFLINE
kompasmaster
-

- Пользователи+
-

- 41 сообщений
Студент
- Пол:Мужчина
-
Из:Казань
Отправлено 26 Декабрь 2022 - 16:13
#82
OFFLINE
3D-BiG
-

- Модератор
-
- 14 719 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 27 Декабрь 2022 - 13:42
Проще по второму случаю, когда готовите задание как для плоскости и выдаете как на плоскость, но в NCStudio v.5.5.60 делаете настройки, как на картинке:
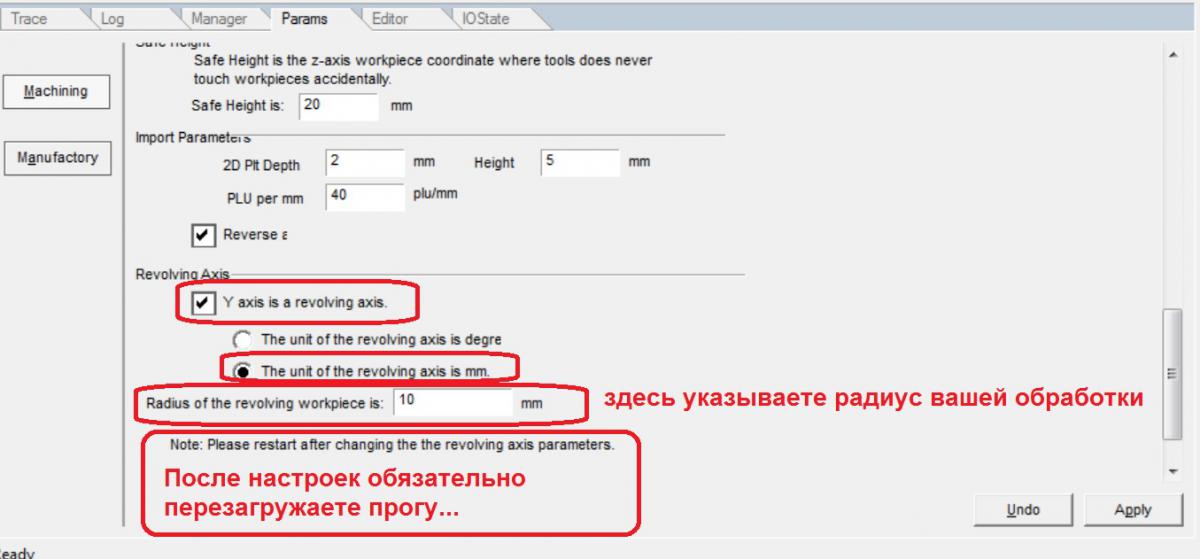
А настройки самой оси, как всегда, чтобы за 360единиц на счетчике оси делался полный оборот...
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#83
OFFLINE
kompasmaster
-
- Пользователи+
-
- 41 сообщений
Студент
- Пол:Мужчина
-
Из:Казань
Отправлено 27 Декабрь 2022 - 13:55
Огромное Вам спасибо за доходчивый ответ!
Единственный вопрос, по настройки самой оси. Ось у меня подменная Х, получается в поле Х, если у меня 0,03915 мм/импульс, то при обработке цилиндрической детали диаметром 38 мм, у меня будет 119,38 (длина развертки) / 0,03915 = 3049,29
360/3049,29 = 0,118.
В поле Х пишу 0,118
Я правильно понял?
Единственный вопрос, по настройки самой оси. Ось у меня подменная Х, получается в поле Х, если у меня 0,03915 мм/импульс, то при обработке цилиндрической детали диаметром 38 мм, у меня будет 119,38 (длина развертки) / 0,03915 = 3049,29
360/3049,29 = 0,118.
В поле Х пишу 0,118
Я правильно понял?
#84
OFFLINE
3D-BiG
-
- Модератор
-
- 14 719 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 27 Декабрь 2022 - 23:55
Для правильной работы подменной оси есть отдельное место для её масштабного коэффициента, правда не всегда в общих мануфактурных параметрах видимое, поэтому приходится залазить в полное меню настроек (зажимаем сразу три кнопки Alt + Ctrl + Schift и дважды кликаем левой кнопкой мыши по изображению клавиши Machining в окне Params) и там находим параметр выделенный на картинке:
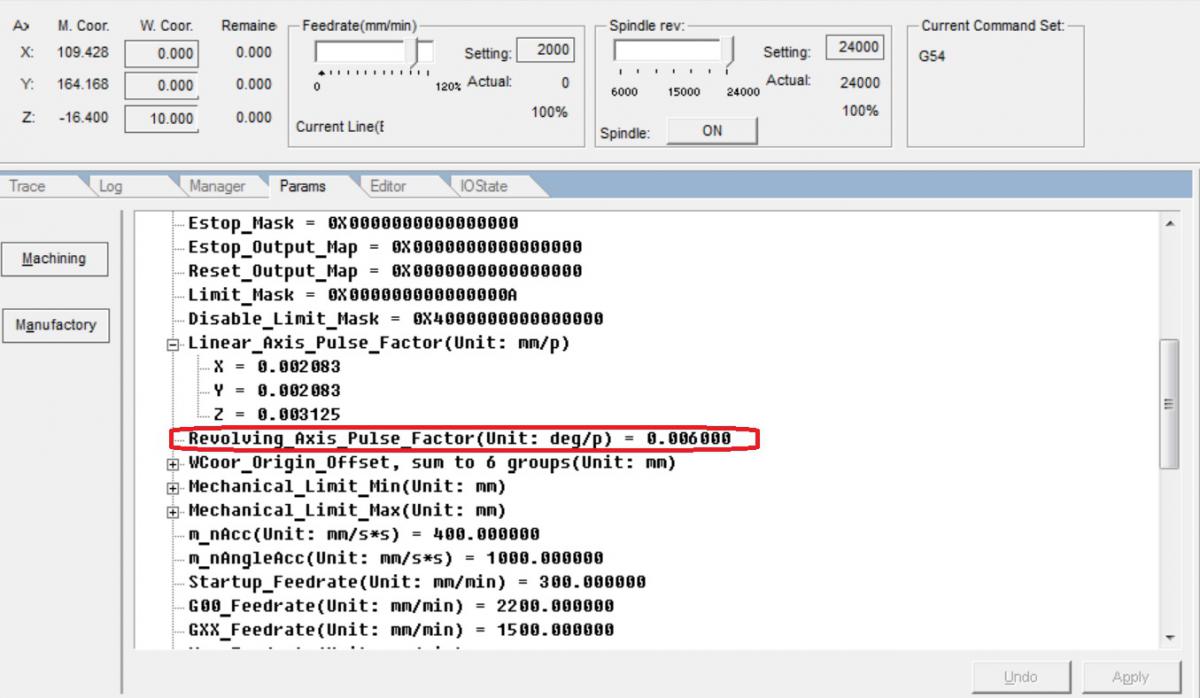
Вот с ним то при включении ранее указанных галок и будет грамотно работать ось вращения...
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#85
OFFLINE
kompasmaster
-
- Пользователи+
-
- 41 сообщений
Студент
- Пол:Мужчина
-
Из:Казань
Отправлено 28 Декабрь 2022 - 00:50
Сегодня решил поэкспериментировать с работой четвертой оси. Если закидаете меня камнями, то прошу делать это обосновано.
Изначально значения по осям X, Y, Z у меня 0,003175 мм/импульс. Я на цилиндрической поверхности поставил отметку - нулевая точка. Затем стал вращать ось (подменная оси Х) и увидел, что за один полный оборот в значении Х проходит ровно 100 мм. Учитывая, что я обрабатываю заготовку диаметром 38 мм, то по оси Х он должен перемешаться на длину окружности за полный оборот, то есть 38*3,1416=119,38 мм, то значение в поле Х я меняю на 0,003175*119,38/100=0,00379 мм/импульс и у меня за полный оборот по Х перемещается ровно на 119,38 мм.
При изменении значений в поле deg/impulse в Manufacture ничего не меняется
#86
OFFLINE
3D-BiG
-
- Модератор
-
- 14 719 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 28 Декабрь 2022 - 10:26
При изменении значений в поле deg/impulse в Manufacture ничего не меняется
А вы галочку, что работаете с осью вращения ставите? Я выше на картинке её показывал...
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#87
OFFLINE
kompasmaster
-
- Пользователи+
-
- 41 сообщений
Студент
- Пол:Мужчина
-
Из:Казань
Отправлено 28 Декабрь 2022 - 10:58
А вы галочку, что работаете с осью вращения ставите? Я выше на картинке её показывал...
Да, всё сделал как Вы показали, применил сохранения, перезапустил программу, но ничего не меняется.
Сегодня решил поэкспериментировать с работой четвертой оси. Если закидаете меня камнями, то прошу делать это обосновано.
Изначально значения по осям X, Y, Z у меня 0,003175 мм/импульс. Я на цилиндрической поверхности поставил отметку - нулевая точка. Затем стал вращать ось (подменная оси Х) и увидел, что за один полный оборот в значении Х проходит ровно 100 мм. Учитывая, что я обрабатываю заготовку диаметром 38 мм, то по оси Х он должен перемешаться на длину окружности за полный оборот, то есть 38*3,1416=119,38 мм, то значение в поле Х я меняю на 0,003175*119,38/100=0,00379 мм/импульс и у меня за полный оборот по Х перемещается ровно на 119,38 мм.
При изменении значений в поле deg/impulse в Manufacture ничего не меняется
Что-то я какую-то туфту написал. Сегодня понял, что при любом диаметре так можно сделать, а про изменении подачи я забыл. Тогда я снова в ступоре. Я поставил, как Вы (3D-BiG) мне описали, то есть включил ось Y как поворотную, поставил радиус 19 мм, но при изменении значений в поле deg/impulse, ничего не меняется.
За полный оборот оси, значение перемещения в поле Х меняется на 100 мм. То есть если у меня вектор длиной 119,38 мм (длина развертки при диаметре 38 мм), то при фрезеровки по факту у меня фреза будет налазить на второй круг.
Вопрос может глупый, может потому что четвертая ось это у меня подменная ось Х, которая переключается тумблером на блоке питания?
#88
OFFLINE
belorez
-

- Опытный
-
- 1 631 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Белгород
Отправлено 28 Декабрь 2022 - 17:52
Никогда не работал с подменной осью, но думаю, что тумблер просто переключает ток с двигателя на портале на двигатель поворотки. Поворотка должна совершать оборот за 360 градусов. То есть значение Х в окне Студии должно поменяться от 0 до 360. Никакие ни 100, ни 120, а 360. Потому что программа для станка может быть сделана не только лишь в арткаме. Вот как раз для этого предназначен коэффициент, указанный Вадимом.
А чтобы вектор лёг на конкретный диаметр вашей заготовки, придётся пошаманить с арткамом. Например имеется заготовка диаметром 50 мм и длиной 200 мм. В арткаме делаете модель Х 157,08 У 200. Рисуете там необходимые вектора. Потом деформируете модель только по Х до 360. Делаете УП, отправляете на станок. Всё.
Сообщение отредактировал belorez: 28 Декабрь 2022 - 17:53
Одна голова хорошо, а две лучше. Русская народная чпу поговорка.
#89
OFFLINE
kompasmaster
-
- Пользователи+
-
- 41 сообщений
Студент
- Пол:Мужчина
-
Из:Казань
Отправлено 28 Декабрь 2022 - 19:58
Спасибо большое! Это я понял, вот только при изменении коэффициента ничего по Х не меняется, только ось Y перестает работать, пока не снимешь галочку в настройках "Y axis is a revolving axis". Вот я и думаю, что может проблема с тем, что подменная ось должна быть Y, а не Х
#90
OFFLINE
Dark Knight
-
- Опытный
-
- 1 316 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Сафоново
Отправлено 28 Декабрь 2022 - 20:07
Вот я и думаю, что может проблема с тем, что подменная ось должна быть Y, а не Х
Подменной может быть любая из этих осей. Не ставьте галочку
Надо лишь правильные цифры внести для ее работы
#91
OFFLINE
belorez
-
- Опытный
-
- 1 631 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Белгород
Отправлено 28 Декабрь 2022 - 20:20
"Y axis is a revolving axis".
Возможно. А нет в настройках такого же для Х?
Там скорее всего можно поменять название оси.
Возможно. А нет в настройках такого же для Х?
Там скорее всего можно поменять название оси.
Сообщение отредактировал belorez: 28 Декабрь 2022 - 21:29
Одна голова хорошо, а две лучше. Русская народная чпу поговорка.
#92
ONLINE
vasa29
-
- Опытный
-
- 897 сообщений
Доктор CNC
-
Из:Москва
Отправлено 28 Декабрь 2022 - 21:56
Потом деформируете модель только по Х до 360
я предложил деформировать до 100мм (полный оборот) и без настроек поворотной оси на прежнем ПП делаем любой диаметр.
При 3д обработке не забудьте вернуть начальную высот по Z
#93
OFFLINE
kompasmaster
-
- Пользователи+
-
- 41 сообщений
Студент
- Пол:Мужчина
-
Из:Казань
Отправлено 28 Декабрь 2022 - 22:03
Огромное всём спасибо за помощь в решении моих вопросов! Попробую переварить и попробовать всё варианты озвученные здесь и обязательно отпишусь о результатах! Всех с наступающим Новым годом! Успехов, здоровья и терпения!
#94
OFFLINE
belorez
-
- Опытный
-
- 1 631 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Белгород
Отправлено 28 Декабрь 2022 - 22:40
я предложил деформировать до 100мм (полный оборот) и без настроек поворотной оси на прежнем ПП делаем любой диаметр.
А вдруг потом захочется не арткам использовать, а повермилл? Или там дескпрото какое? Нет уж! Оборот - это 360!
Одна голова хорошо, а две лучше. Русская народная чпу поговорка.
#95
OFFLINE
kompasmaster
-
- Пользователи+
-
- 41 сообщений
Студент
- Пол:Мужчина
-
Из:Казань
Отправлено 16 Январь 2023 - 15:54
Здравствуйте! Как и обещал, пишу отчет о первом опыте работы на четвертой оси:
1. По развертке оси Х сделал как и планировал, ширину обработки взял как длину развертки своей заготовки, то есть при диаметре заготовки 38 мм, длина 120 мм. Отфрезеровалось все отлично, ничего не поплыло.
2. Поворотная ось у меня как подменная ось Х и как я понял, чтобы nc studio корректно работал (так как в программе подменная ось Y), то нужно перекидывать провода, привязывать поворотную ось на ось Y. Если кто-нибудь знает, как это решается программно, подскажите пожалуйста.
3. На данный момент фрезеровать на поворотной оси изделия на основе stl модели нет возможности по причине 2-го пункта.
#96
OFFLINE
lkbyysq
-

- Cтарожил
-
- 10 148 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 16 Январь 2023 - 17:16
Я хоть и не пользователь подменной оси, но я бы справился.На данный момент фрезеровать на поворотной оси изделия на основе stl модели нет возможности по причине 2-го пункта.
1. Все равно электрическое переключение проводов на поворотную ось имеет место.
2. Все равно на экране Вы будете наблюдать развертку.
Ну так кто Вам мешает просто сделать развертку по оси X, но установив в Арткаме необходимый множитель? Да хоть подпроцессор подкорректируйте.
И все. Просто перекинул провода с шаговика X на шаговик поворотки. И запустил.
Для облегчения себе процесса проникновения решением задачи считайте, что ось X проградуирована не в миллиметрах, не в градусах, а в абстрактных импульсах.
PS
Ну а если все же никак, то просто меняйте в энцехе параметр ШагНаИмпульс по оси X при переключении на поворотку. И более ничего в настройках не трогайте.
Сообщение отредактировал lkbyysq: 16 Январь 2023 - 17:34
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#97
OFFLINE
D2024
-
- Пользователи+
-
- 15 сообщений
Студент
- Пол:Мужчина
-
Из:Казахстан
Отправлено 09 Январь 2024 - 17:04
Это косяк настройки, т.е. к вас 360 град не точно соответствуют обороту, вот и с каждым оборотом и набегает циклическая погрешность при многооборотной обработке...
Ну, поворотка без редуктора разрешения не дает , да и момент на валу будет никакой - фреза будет останавливать с потерей шага - это ранее все описывал, реально лень по дцатому разу одно и тоже молотить, а люди упорно НЕ хотят минимально подумать на уровне третьего класса, когда изучали соотношения...
Ну ладно, хоть и ксерить надоело - последний раз скажу:
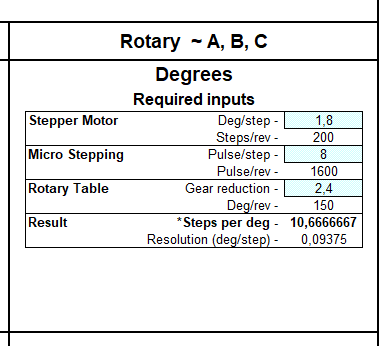
движок у вас не 1\8, а 1.8 град/шаг, т.е. 200 шагов на оборот, ну и представьте какого размера будет у вас каждый шаг на диаметре вашего шпинделя 80мм: для на окружности Пи * диаметр=3.14 * 80=251,2мм, таким образом каждый шаг двигателя на таком диаметре будет 1мм - ну и что это за разрешение?!!!! На микрошаги надеяться ,что добавят разрешения не стоит, ибо в лучшем случае полушаг у прямоугольных движков более-менее отрабатывается, т.е. разрешение будет 0.5мм...
По формуле расчета коэффициента покажу на примере Pulse_Equiv (сколько импульсов на один градус), как это записывается в Rich-вских пультах ( для NC и им подобных значение обратное) просто начинаем думать: если двигатель имеет 200 шагов на оборот, а на драйвере коэффициент микрошаговости 8, то один оборот двигатель сделает за 200*8=1600 импульсов/оборот, предположим, что еще имеем редуктор 1 к 15, так что один оборот шпинделя после редуктора будет сделан за 1600*15= 24000импульсов/оборот, а это соответствует 360градусов, значит Pulse_Equiv будет 24000/360=66,6666666666666 и так 6-ки в бесконечность... Забиваем с максимально возможным значением с учетом правильного округления 66. 6667.
Verstehst du?
Здравствуйте! У меня практически идентичная ситуация: есть MH6090 от WoodTec с DSP A11S. Подменяю 4ую ось взамен X. Движок 1.8. Pulse_Equiv рассчитывал, как указано выше: 200*8 (но я не знаю, где посмотреть коэффициент микрошаговости на драйвере... предположил, что он у меня 8) = 1600. Редуктор 25 к 60, т.е. 2,4. Т.о. 1600*2,4=3840. Далее, если делить 3840/360=10,6667. Заношу эту цифру в Pulse_Equiv. Теперь если на пульте отправить, например 20мм по x, то пройденное расстояние не равно 20мм. В то же время, если 3840 делить не на 360, а на 188,4 (D заготовки * 3,14, т.е. 60мм*3,14=188,4) получаем значение 20,382 - с этим значением в Pulse_Equiv расстояние в 20мм отправленное по X с пульта сходится. Но при таком раскладе нужно всегда считаться с диаметром заготовки. Подскажите пожалуйста, где ошибаюсь?
#98
OFFLINE
Dark Knight
-
- Опытный
-
- 1 316 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Сафоново
Отправлено 10 Январь 2024 - 13:34
Подскажите пожалуйста, где ошибаюсь?
Так у вас ось в градусах работает, а не в мм. Для проверки, отправьте на 360 - должна сделать полный оборот
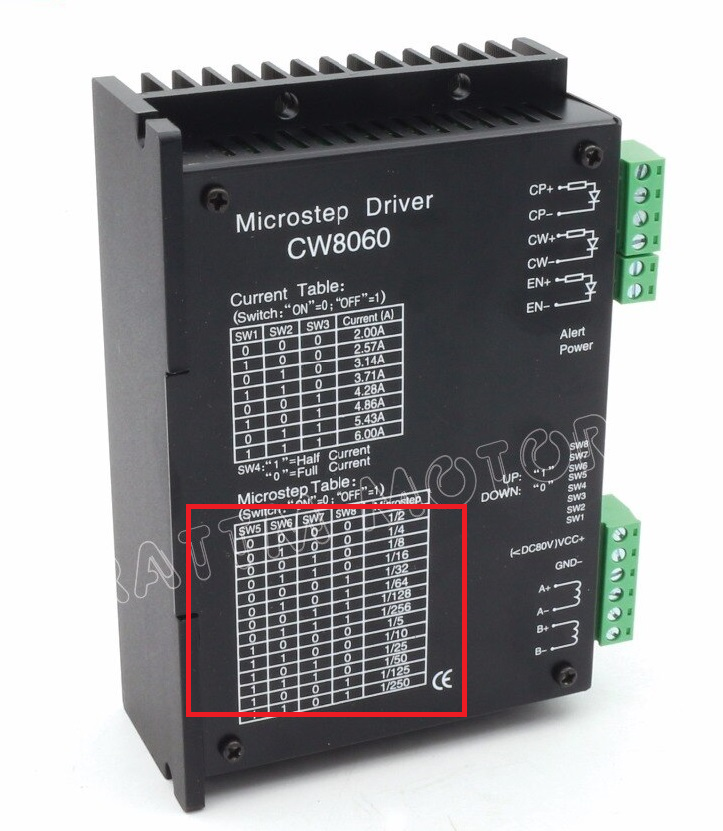
А микрошаг можно узнать по расположению ДИПов на драйвере, согласно таблицы (на драйвере)
Прикрепленные изображения
Сообщение отредактировал Dark Knight: 10 Январь 2024 - 13:35
#99
OFFLINE
D2024
-
- Пользователи+
-
- 15 сообщений
Студент
- Пол:Мужчина
-
Из:Казахстан
Отправлено 10 Январь 2024 - 14:46
Так у вас ось в градусах работает, а не в мм. Для проверки, отправьте на 360 - должна сделать полный оборот
А микрошаг можно узнать по расположению ДИПов на драйвере, согласно таблицы (на драйвере)
Здравствуйте! Спасибо, что откликнулись. Я пробовал отправлять 360 при 10,667 - линейно это состаляет ок. 25мм (длина окружности заготовки - 188,4мм), т.е. до полного оборота очень далеко. На пульте, кстати написано UnitPulseperMM ..
Оборот делает, если отправляю с пульта 188,4мм при UnitPulseperMM - 20,382 (3840/188,4 (D заготовки * 3,14, т.е. 60мм*3,14=188,4) = 20,382
У меня драйвер выглядит совсем иначе, фото в приложении. (Нашел его описание: This stepper driver is CW250 2 Phase Microstepping Stepper Motor Driver, 8 subdivide, 20-60VDC 5A, controls the nema23 nema34 stepping motor and 57 86 serial stepper motor, widely used on small size C)
На другом форуме ровно на такой же вопрос подсказали так:
"если в арткаме делать уп проще всего оставить деление шага и не менять , а высчитать сколько мм на оборот проезжает и в арткаме эту цифру вводить
Если повер милл либо визуал милл и подобные им то подогнать импульс чтоб за оборот 360 мм проезжал"
Мне этот ответ пока мало что говорит, я только собираюсь изучать АртКам..
Прикрепленные изображения
Сообщение отредактировал D2024: 10 Январь 2024 - 15:05
#100
OFFLINE
Dark Knight
-
- Опытный
-
- 1 316 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Сафоново
Отправлено 10 Январь 2024 - 17:17
Да, на этом драйвере фиксированный микрошаг - равен 8
Вы же рассчитываете количество импульсов на оборот оси (360гр), а не на длину.
Что в принципе и логично, чем под каждый диаметр подгонять и менять число
Ну и подменная ось, то еще извращение. Правда не знаю что вы с ее помощью собрались делать, а то может и сойдет.
Но доп драйвер поставить придется, с переключателем (Х/У-А)
Не советую в Арткаме работать с 4й осью, развертки модели т.д., такая муть
Ладно, это вам решать в чем делать
Темы с аналогичным тегами Поворотная ось, Ликбез для новичка, Поворотная ось в NC Studio
Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}