2ShadowVoice Я не в курсе где происходит настройка рабочей среды. У меня пульт 0501 некорректно отрабатывал резку по арке, я искал проблему путем кастрации ПП.
Проблему решил, но ПП остался. Использую его когда не нужно регулировать скорость подачи.


Гуру CNC


Отправлено 03 Январь 2016 - 00:16
2ShadowVoice Я не в курсе где происходит настройка рабочей среды. У меня пульт 0501 некорректно отрабатывал резку по арке, я искал проблему путем кастрации ПП.
Проблему решил, но ПП остался. Использую его когда не нужно регулировать скорость подачи.
Гуру CNC
Отправлено 03 Январь 2016 - 00:34
ShadowVoice Я не в курсе где происходит настройка рабочей среды. У меня пульт 0501 некорректно отрабатывал резку по арке, я искал проблему путем кастрации ПП.
Проблему решил, но ПП остался. Использую его когда не нужно регулировать скорость подачи.
Гуру CNC
Отправлено 15 Январь 2016 - 17:22
Это я нашел. Я про I,J,K.
Гуру CNC
Отправлено 15 Январь 2016 - 20:08
Задайте вопрос целиком. Я уже потерял ход Вашей мысли.
Магистр CNC

Отправлено 05 Февраль 2016 - 18:20
кто то мне тут по ринокаму помогал, забыл, добрый человек, подтянись, подскажи пожалуйста.
вот пост, все работает, только к точке вреза станок из угла едет по безопасной высоте, слишком низко над столом, чего нужно дописать что бы он не опускался на безопасную при запуске а поехал по верху и опустился над точкой уже. надеюсь понятно
спасибо.
NC studio 5.5.6, если что
Сообщение отредактировал Serik: 05 Февраль 2016 - 18:22
Гуру CNC
Отправлено 06 Февраль 2016 - 00:14
Реаниматор CNC

Отправлено 06 Февраль 2016 - 00:44
к точке вреза станок из угла едет по безопасной высоте, слишком низко над столом
Прошу прощения - вы уверены, что назначаете в CAM'е для обработки детали "безопасную" высоту, если она внезапно оказывается "слишком низко над столом"? А то ведь сие понятие подразумевает, что фрезу на данной высоте можно перемещать куда угодно, не опасаясь, что она может столкнуться с деталью или оснасткой...
Гуру CNC
Отправлено 06 Февраль 2016 - 01:18
Магистр CNC
Отправлено 07 Февраль 2016 - 01:29
в каме не трогаю, там по умолчанию кажется +6 стоит, вполне устраивает.
у напарника по верху, он через арткам работает а я пост сам там чего то нагородил.
У нас от нуля он X200 Y2000 уходит, а когда едет резать присасывает сук плашки и пытается просверлить. бывает валяются которыми обкладываем детали небольшие.
над кстати поменять себе, новые штаны жалко, вечно я в масло вмажусь, хожу как свин, ноги в рейки.
так, сейчас посмотрю пост, вроде дома тоже есть.
а так он в какой то теме на форуме, сейчас найду
вот нашелся  NCStudioISO (1).rar 2,37К
390 скачиваний
NCStudioISO (1).rar 2,37К
390 скачиваний
Сообщение отредактировал Serik: 07 Февраль 2016 - 03:01
Гуру CNC
Отправлено 07 Февраль 2016 - 15:31
Магистр CNC
Отправлено 07 Февраль 2016 - 16:20
да, пауза нужна на раскрутку. мануально то зачем, меня как бы все устраивает за исключением момента про который писал выше. Лишнего вставлять не хочу. ну "лишнего" в моем понимании пока. Какой код из предложенного заставит его переместиться по верху до врезания?
ладн, на работе разберемся, там понятнее на месте будет.
спасибо!
Абитуриент

Отправлено 29 Май 2016 - 14:34
Всем привет.
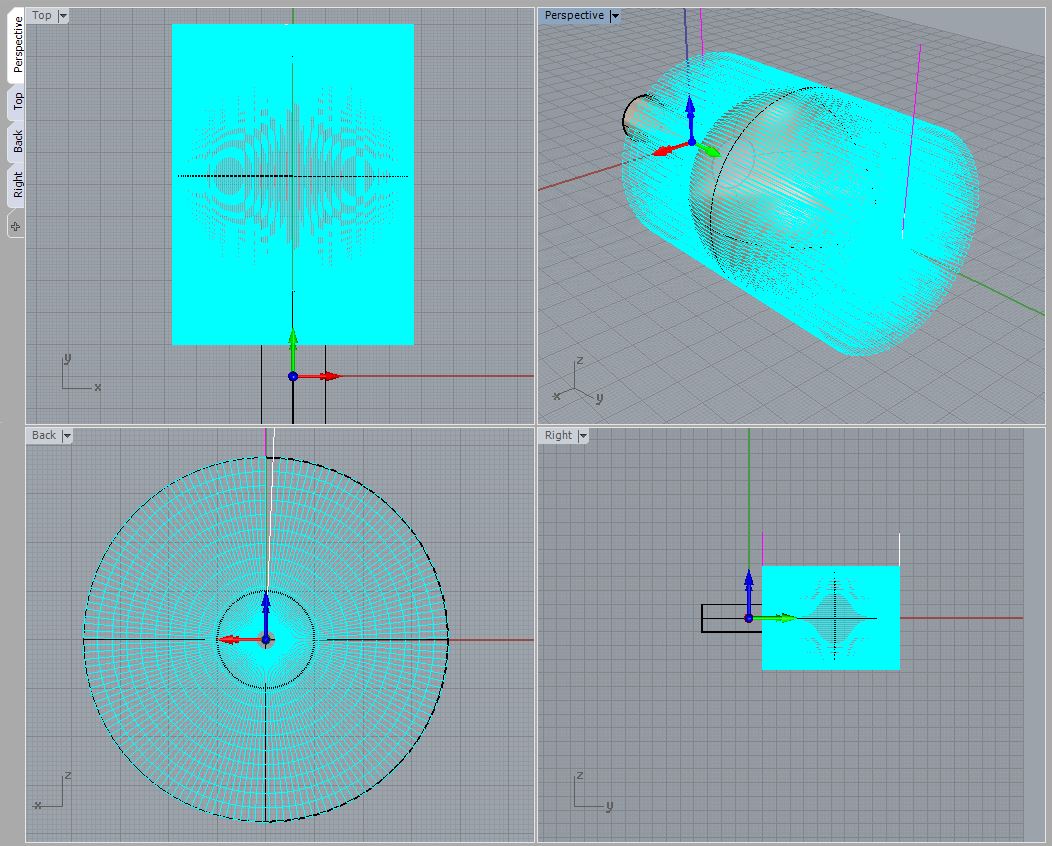
Проблема такая, делаю одну и туже стратегию в арткам и в ринокам и получается вот что. (см. фото)
Слева арткам, все нормально, а справа ринокам, станок уводит в сторону после каждого заглубления. Вправо-вверх.
Смотрю в код УП и не вижу криминала. УП и постпроцессоры прилагаю, может что подскажете?

 UP.zip 31,45К
326 скачиваний
UP.zip 31,45К
326 скачиваний
Сообщение отредактировал Reghar: 29 Май 2016 - 14:37
Гуру CNC

Отправлено 30 Май 2016 - 00:12
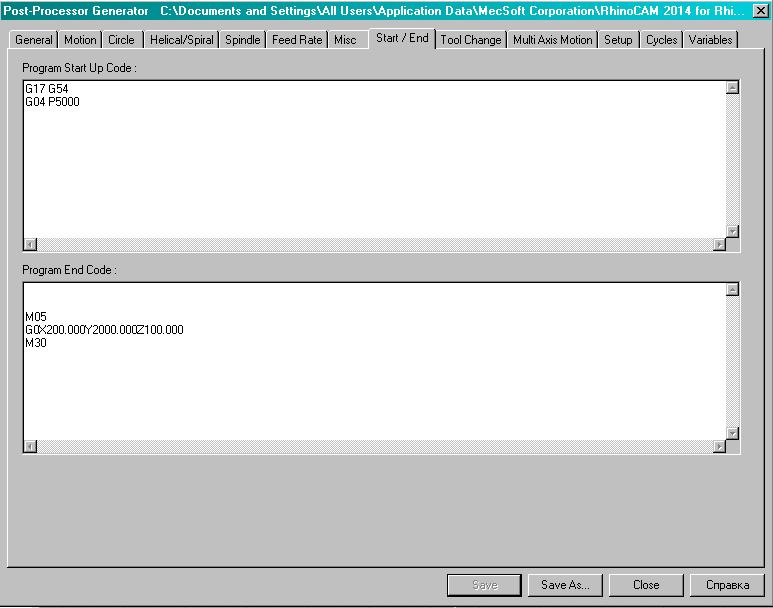
Смотрю в код УП и не вижу криминала. УП и постпроцессоры прилагаю, может что подскажете?
Ну как же... Подозрительное в первых же строчках файла 02. Не указана скорость F для G1.
Возможно, всё пилится на скорости G0, которая немного превышает возможности станка и теряются шаги.
С постпроцессором надо что-то делать.
Абитуриент
Отправлено 30 Май 2016 - 01:13
Ну как же... Подозрительное в первых же строчках файла 02. Не указана скорость F для G1.
Возможно, всё пилится на скорости G0, которая немного превышает возможности станка и теряются шаги.С постпроцессором надо что-то делать.
Сорри забыл об этом сказать.
Скорость и прочие установки работы станка одинаковы во всех случаях, выставляется на пульте.
Из УП берутся только координаты, все остальное игнорируется. Пультом считываются только команды G1 и G0.
Квадраты и круги на обоих постпроцессорах выходят идеальными. С небольшим исключением после ринокама круг на пару соток меньше чем после арткама. А вот на такой сложной фигуре происходит смещение.
Скорость для G1 пробовал разную 400, 800, 850, 900мм/мин с торможением и без. Результат одинаков с одной УП ровно с другой едет как на фото.
К тому же ничего не пилится, специально сделал тест с карандашом, чтобы без нагрузок. Да и станок не боится нагрузок, дюраль 2мм прорезает не замечая.
В остальном коды как мне кажется одинаковы, мистика какая-то.
Сообщение отредактировал Reghar: 30 Май 2016 - 01:21
Кот CNC

Отправлено 30 Май 2016 - 10:57
Чтобы принять решение - надо иметь статистику.Чтобы иметь статистику - надо сделать с десяток пробных файлов.
Действительно бывают необъяснимые глюки на некоторых уп.Бороться бесполезно.Проще переделать.
Так что попробуйте с десяток хитровыдуманных файлов в двух прогах.Сравните результат.Если печальненько только в рино - значит что-то пошло не так с рино.Плюньте на него и работайте в арткаме.
С виду похоже на люфты.А на сомом деле - надо погонять на разных УП и разных режимах файлы из рино и из арткама.
Все замечания и нравоучения носят исключительно юмористический характер.Ни коим образом не затрагивают честь и достоинство собеседника облезлого Кота с форточки.
Кто людям помогает - тот тратит время зря.
Хорошими делами прославиться нельзя.
Гуру CNC
Отправлено 30 Май 2016 - 15:30
В остальном коды как мне кажется одинаковы, мистика какая-то.
Для чистоты эксперимента, нужно бы убрать и из арткамовской УП все F.
Или наоборот, добавить F в рино-УП. Просто для максимально возможной схожести обеих УП.
Кот CNC
Отправлено 30 Май 2016 - 16:15
И определитесь,насколько Вам будет трудно обходиться без третьего знака после запятой в УП.
Обычно он лишний.

Все замечания и нравоучения носят исключительно юмористический характер.Ни коим образом не затрагивают честь и достоинство собеседника облезлого Кота с форточки.
Кто людям помогает - тот тратит время зря.
Хорошими делами прославиться нельзя.
Студент
Отправлено 02 Июль 2016 - 16:10
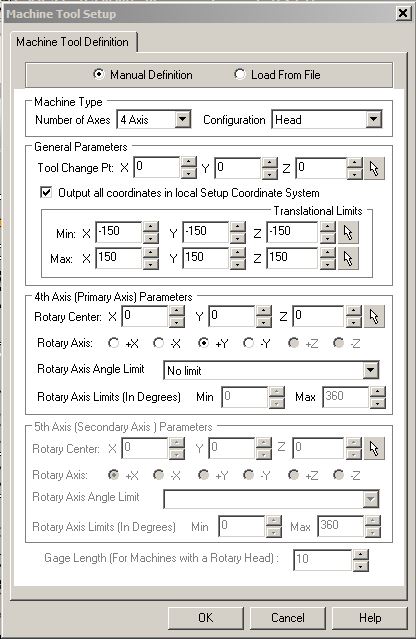
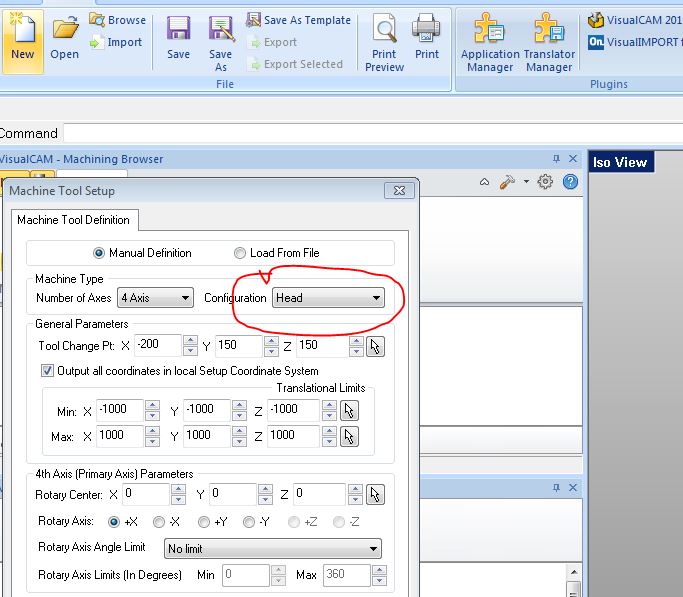
Помогите, пожалуйста справиться с проблемой. Недавно подключил 4-ю ось (А). Ось расположена параллельно оси Y. Mach3 настроил. При указании координат (G-кодом) вручную, шпиндель перемещается правильно.
С помощью RhinoCAM создал УП - но результат получается не тот, что ожидал. Складывается такое впечатление, что оси А и Y перепутаны. Причём, симуляции процесса в RhinoCAM выглядит правильно. Вероятно неправильно настроен RhinoCAM.
Использую Rhino5+RhinoCAM 2016. Постпроцессор Mach3mm.
Вот файл Rhino и УП: https://yadi.sk/d/pDRDljJ9swkHX
Гуру CNC
Отправлено 02 Июль 2016 - 19:51
Вообще-то поворотная ось параллельная Y называется В.
Посмотрел УП. И как это выглядит при работе?
При спутанных осях заготовка будет вращаться в одну сторону, затем в другую. И по чуть-чуть двигаться вперед. Так?
А если вручную крутить мачем все нормально?
Гуру CNC
Отправлено 03 Июль 2016 - 19:48
У Вас в конфигурации станка указана 4я ось - голова! Вы таки уверены, что у Вас 4х осевой станок в котором 4я ось в голове?
Обычно станочки под управлением Mach3 имеют несколько отличную кинематику... и 4й осью является ось вращения.
Измените настройки 4й оси и Вам полегчает ;-)
0 пользователей, 2 гостей, 0 анонимных


Community Forum Software by IP.Board Русификация от IBResource
Лицензия зарегистрирована на: Мир CNC
