
Здравствуйте, может кто то помочь отредактировать постпроцессор . Нужно чтобы щетка аспирации при запуске УП опускалась , а при смене инструмента в процессе автосмены поднималась . НЦ студия 8 ; Арт Кам 12. Либо изменить файл конфигурации ( прописать макрос к нц студии )

Как прописать опускание и поднятие щетки в постпроцессоре?
Автор
Александр8312
, 21 Ноя 2025 21:03
опускание аспирации
Сообщений в теме: 9
#1
 OFFLINE
OFFLINE
Александр8312
-
- Пользователи+
-

- 3 сообщений
Абитуриент
- Пол:Мужчина
-
Из:нижний новгород
Отправлено 21 Ноябрь 2025 - 21:03
#2
OFFLINE
vasa29
-
- Опытный
-
- 897 сообщений
Доктор CNC
-
Из:Москва
Отправлено 21 Ноябрь 2025 - 23:16
Нужно чтобы щетка аспирации при запуске УП опускалась
Это не сложно, при условии, что она управляется из NcStudio
#3
OFFLINE
Александр8312
-
- Пользователи+
-
- 3 сообщений
Абитуриент
- Пол:Мужчина
-
Из:нижний новгород
Отправлено 22 Ноябрь 2025 - 00:29
Можете помочь ? Управление через нц
Сообщение отредактировал Александр8312: 22 Ноябрь 2025 - 00:30
#4
OFFLINE
vasa29
-
- Опытный
-
- 897 сообщений
Доктор CNC
-
Из:Москва
Отправлено 22 Ноябрь 2025 - 00:32
Не знаю, Вы же не ответили, как управляется щетка.
#5
OFFLINE
newcnc
-

- Опытный
-
- 408 сообщений
Магистр CNC
- Пол:Мужчина
- Интересы:Тупой менеджер по продажам. ЧПУ теоретик.
-
Из:moscow
Отправлено 22 Ноябрь 2025 - 18:37
Нужно чтобы щетка аспирации при запуске УП опускалась
А какой командой из Г-кода она у вас опускается? Пневмо?
За деньги да ©
#6
OFFLINE
vasa29
-
- Опытный
-
- 897 сообщений
Доктор CNC
-
Из:Москва
Отправлено 22 Ноябрь 2025 - 18:47
Управление через нц
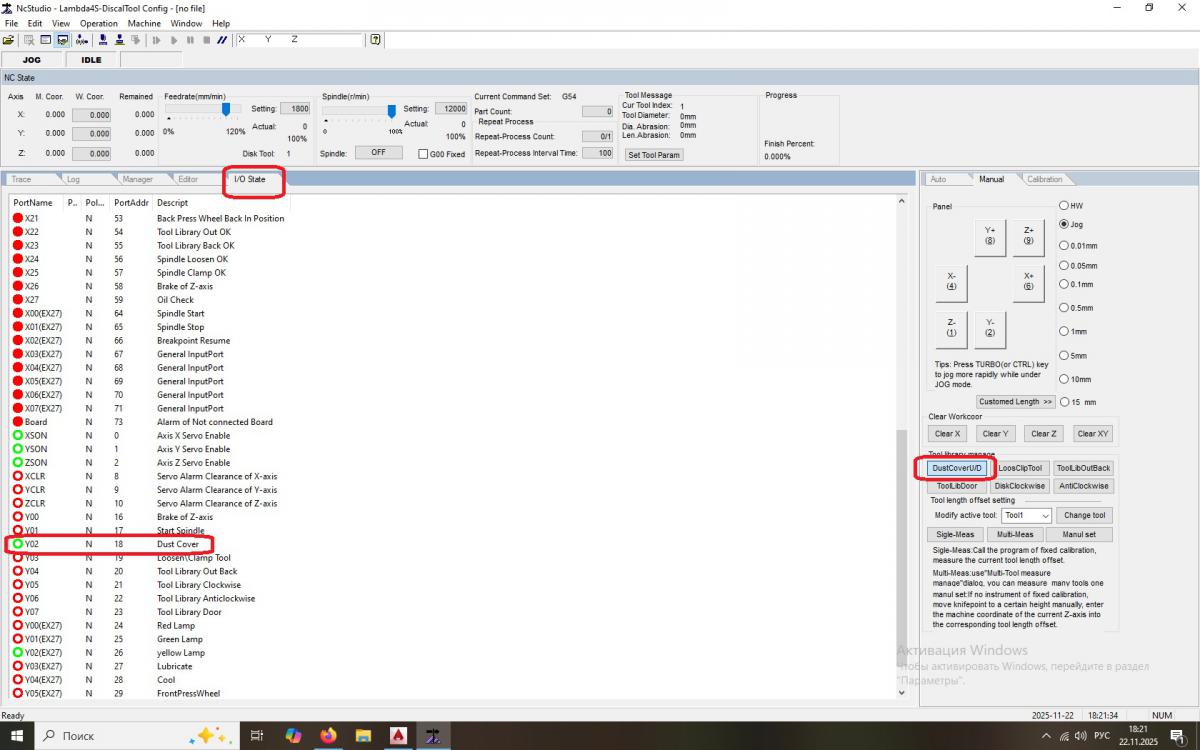
То есть существует кнопка.
Открываете вкладку 0/1 State и смотрите какой порт включается при ее нажатии.
Дальше добавляете включение выключение порта в постпроцессор.
#7
OFFLINE
Александр8312
-
- Пользователи+
-
- 3 сообщений
Абитуриент
- Пол:Мужчина
-
Из:нижний новгород
Отправлено 22 Ноябрь 2025 - 21:08
Я прошу прощения только 2 сообщения можно было писать вчера . Да есть кнопка в нц студия в меню включающая прижим. Мы все время с пультов рич авто работали , далеки от прописания кода и нц студиии , помогите пожалуйста , отблагодарю .
#8
OFFLINE
vasa29
-
- Опытный
-
- 897 сообщений
Доктор CNC
-
Из:Москва
Отправлено 22 Ноябрь 2025 - 23:12
http://mir-cnc.ru/to...-10#entry378389
В меню Operation. Advanced MDI вкладка MDI пишите:
M901 H18 P1 открытие порта
M901 H18 P0 закрытие порта
Проверяете срабатывание, если все работает. Добавляете в ПП
#9
OFFLINE
альфа стиль
-

- Опытный
-
- 899 сообщений
Доктор CNC
- Пол:Мужчина
-
Из:Челябинск
Отправлено 24 Ноябрь 2025 - 11:33
Может как-то поможет.
G65 P1001 L1 (запись в ПП, которую он выведет в УП)
*********
O1001
M901 PLC[92023] LEVEL0
M17
Это надо прописать в public.dat (в конце).
Эта команда поднимает щетки аспирации в моей НЦ10. НЦ со сменой инструмента.
Всё без теории. Просто подбирал по интуиции используя команды и символы в паблик.дате.
Сообщение отредактировал альфа стиль: 24 Ноябрь 2025 - 11:52
#10
OFFLINE
альфа стиль
-
- Опытный
-
- 899 сообщений
Доктор CNC
- Пол:Мужчина
-
Из:Челябинск
Отправлено 24 Ноябрь 2025 - 12:39
'################################################################################
O"CHANGETOOL"
IF((!#IS_BKREF.X)||(!#IS_BKREF.Y)||(!#IS_BKREF.Z)||(!#IS_BKREF.A)) M801 MSG"{@3497}";M30;
IF(#1 < 1) M801 MSG"{@3498}";M30;
IF(#1 > #TOOLLIB_SIZE) M801 MSG"{@3498}";M30;
IF(#2 < 1) M801 MSG"{@3714}";M30;
IF(#2 > #TOOLLIB_SIZE) M801 MSG"{@3714}";M30;
IF(#1 == #2) M801 MSG"{@5189}"; M17;
M5
'ЅыЦ№ФЭНЈМ§µ¶
M802 P=(8*65536+1)
G905 G903 G53 G90 G00 Z = #CTUP F= #CHANGETOOL_ZAXISSPEED*60 'ZЦбМ§µЅ»»µ¶ЙПО»
G905 G903 G53 G90 G00 A = 0
'·АіѕХЦ№Ш±Х
M901 PLC[92023] LEVEL0
G04 P50
G906 PLC[00122] LEVEL1 P5000
IF(#SYNTIMEOUT<0) M801 MSG"{@5191}";M30
G04 P200
#10 = #2 '#2ОЄµ±З°µ¶єЕ
IF(#10 == 1) #4 = #MATRIX_TOOLSPACE_1.X; #5 = #MATRIX_TOOLSPACE_1.Z; #6 = #MATRIX_TOOLSPACE_1.Y
IF(#10 == 2) #4 = #MATRIX_TOOLSPACE_2.X; #5 = #MATRIX_TOOLSPACE_2.Z; #6 = #MATRIX_TOOLSPACE_2.Y
IF(#10 == 3) #4 = #MATRIX_TOOLSPACE_3.X; #5 = #MATRIX_TOOLSPACE_3.Z; #6 = #MATRIX_TOOLSPACE_3.Y
IF(#10 == 4) #4 = #MATRIX_TOOLSPACE_4.X; #5 = #MATRIX_TOOLSPACE_4.Z; #6 = #MATRIX_TOOLSPACE_4.Y
IF(#10 == 5) #4 = #MATRIX_TOOLSPACE_5.X; #5 = #MATRIX_TOOLSPACE_5.Z; #6 = #MATRIX_TOOLSPACE_5.Y
IF(#10 == 6) #4 = #MATRIX_TOOLSPACE_6.X; #5 = #MATRIX_TOOLSPACE_6.Z; #6 = #MATRIX_TOOLSPACE_6.Y
IF(#10 == 7) #4 = #MATRIX_TOOLSPACE_7.X; #5 = #MATRIX_TOOLSPACE_7.Z; #6 = #MATRIX_TOOLSPACE_7.Y
IF(#10 == 8) #4 = #MATRIX_TOOLSPACE_8.X; #5 = #MATRIX_TOOLSPACE_8.Z; #6 = #MATRIX_TOOLSPACE_8.Y
G905 G903 G53 G90 G00 Y =#CHANGETOOL_AHEAD_POS.Y'YТЖµЅ»»µ¶З°ЦГµг
G905 G903 G53 G90 G00 X = #4 F= #CHANGETOOL_SPEED*60 'XТЖµЅµ±З°µ¶ѕЯО»ЦГ
G905 G903 G53 G90 G00 Z = #5 F= #CHANGETOOL_ZAXISSPEED*60 'ZТЖµЅµ±З°µ¶ѕЯО»ЦГ
G905 G903 G53 G90 G00 Y = #6 F= #CHANGETOOL_SPEED*60 'YТЖµЅµ±З°µ¶ѕЯО»ЦГ
M901 PLC[92026] LEVEL1
G04 P200
G906 PLC[00112] LEVEL1 P5000
IF(#SYNTIMEOUT<0) M801 MSG"{@5192}";M30
G04 P200
G905 G903 G53 G90 G00 Z = #CTUP F= #CHANGETOOL_ZAXISSPEED*60 'ZЦбМ§µЅ»»µ¶ЙПО»
#11 = #1 '#1ОЄДї±кµ¶єЕ
IF(#11 == 1) #4 = #MATRIX_TOOLSPACE_1.X; #5 = #MATRIX_TOOLSPACE_1.Z; #6 = #MATRIX_TOOLSPACE_1.Y
IF(#11 == 2) #4 = #MATRIX_TOOLSPACE_2.X; #5 = #MATRIX_TOOLSPACE_2.Z; #6 = #MATRIX_TOOLSPACE_2.Y
IF(#11 == 3) #4 = #MATRIX_TOOLSPACE_3.X; #5 = #MATRIX_TOOLSPACE_3.Z; #6 = #MATRIX_TOOLSPACE_3.Y
IF(#11 == 4) #4 = #MATRIX_TOOLSPACE_4.X; #5 = #MATRIX_TOOLSPACE_4.Z; #6 = #MATRIX_TOOLSPACE_4.Y
IF(#11 == 5) #4 = #MATRIX_TOOLSPACE_5.X; #5 = #MATRIX_TOOLSPACE_5.Z; #6 = #MATRIX_TOOLSPACE_5.Y
IF(#11 == 6) #4 = #MATRIX_TOOLSPACE_6.X; #5 = #MATRIX_TOOLSPACE_6.Z; #6 = #MATRIX_TOOLSPACE_6.Y
IF(#11 == 7) #4 = #MATRIX_TOOLSPACE_7.X; #5 = #MATRIX_TOOLSPACE_7.Z; #6 = #MATRIX_TOOLSPACE_7.Y
IF(#11 == 8) #4 = #MATRIX_TOOLSPACE_8.X; #5 = #MATRIX_TOOLSPACE_8.Z; #6 = #MATRIX_TOOLSPACE_8.Y
G905 G903 G53 G90 G00 X = #4 Y = #6 F= #CHANGETOOL_SPEED*60'XYТЖµЅДї±кµ¶ѕЯО»ЦГ
G905 G903 G53 G90 G00 Z = #5 F= #CHANGETOOL_ZAXISSPEED*60
M901 PLC[92026] LEVEL0
G04 P200
G906 PLC[00113] LEVEL1 P5000
IF(#SYNTIMEOUT<0) M801 MSG"{@5193}";M30
G04 P200
M903 H=#1 'У¦УГµЅРВµДµ¶ѕЯєЕ
G906
G905 G903 G53 G90 G00 Y =#CHANGETOOL_AHEAD_POS.Y F= #CHANGETOOL_SPEED*60 'YТЖµЅ»»µ¶З°ЦГµг
G905 G903 G53 G90 G00 Z = #CTUP F= #CHANGETOOL_ZAXISSPEED*60
'·АіѕХЦґтїЄ
M901 PLC[92023] LEVEL1
G04 P50
'»ЦёґФЭНЈМ§µ¶
M802 P=(8*65536+0)
M801 MSG"{@3501}"
IF(#AFTER_CHANGETOOL_CALI) G65 P"CALI-FIX" L1 'ЦґРР¶Фµ¶РЈХэZЦб
G906
M17
'################################################################################
'================================================================================
O1001
M901 PLC[92023] LEVEL0
M17
Это смена инструмента и подъем щеток.
Темы с аналогичным тегами опускание аспирации


Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных

