
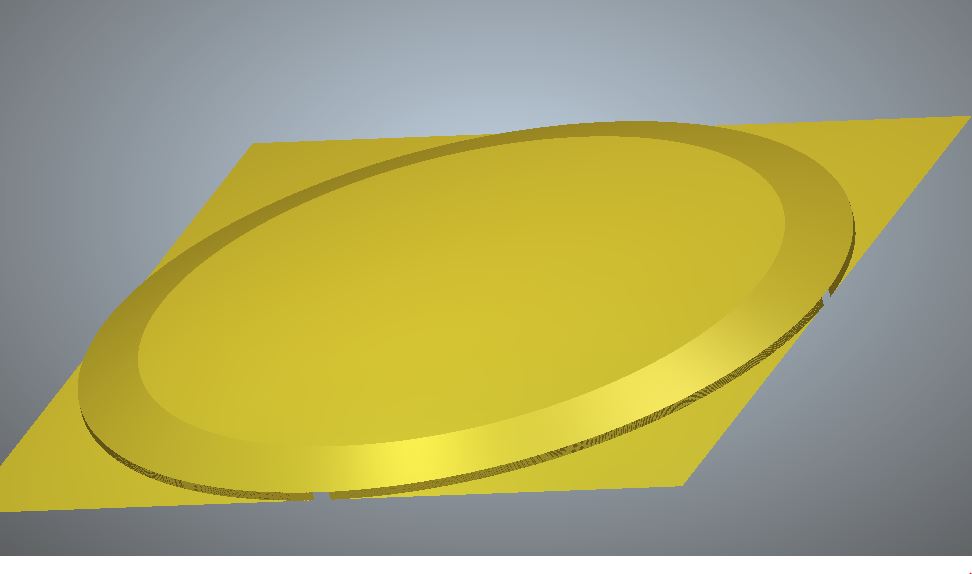
В общем нужны ваши мысли. Есть вот такой заказ. ☝️ толщина 30 мм. По кромке как видите на Модели идёт такой вот скос. Я купил фрезу v-образную 150гр, и скос сделал ровно под этот угол. В аркаме использовал 3д обработку с Черновым съёмом. На чернуху фреза пошла по заданной скорости, а когда запускал чистовую обрезку уже рабочей фрезой - станок вёл себя крайне не понятно. Где то ускорялся, где то очень медленно плёлся. Такие рывковые движения. Траектория движения в целом была верная. Он по спирали спускался плавно вниз как по резьбе. Но вот скорость просто жесть.
В итоге вопрос- каким бы более оптимальным способом можно было бы изготовить этот заказ? Либо что можно сделать с 3д стратегией, почему она рывками работала.

Сообщений в теме: 15
#1
 OFFLINE
OFFLINE
kuzovm
-
- Пользователи+
-

- 72 сообщений
Студент
- Пол:Мужчина
-
Из:Краснодар
Отправлено 29 Ноябрь 2021 - 13:31

#2
OFFLINE
Admin
-

- Главные администраторы
-
- 1 838 сообщений
"Добрый" Админ
- Пол:Мужчина
-
Из:Мир-CNC
Отправлено 29 Ноябрь 2021 - 13:43
использовал 3д обработку
Если верх у модели ровный и угол скоса по кромке соответствует углу V-образной фрезы, то оптимальней использовать обработку по векторам.
Незнание правил форума не освобождает от ответственности!
Правила для раздела «Доска объявлений»
Вопросы по работе форума
Правила для раздела «Доска объявлений»
Вопросы по работе форума
#3
OFFLINE
kuzovm
-
- Пользователи+
-
- 72 сообщений
Студент
- Пол:Мужчина
-
Из:Краснодар
Отправлено 29 Ноябрь 2021 - 13:54
все верно. Верх модели ровный, угол скоса по кромке соответствует фрезе - какую 2д стратегию применить, не совсем понимаю
#4
OFFLINE
lkbyysq
-

- Cтарожил
-
- 10 146 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 29 Ноябрь 2021 - 14:26
Не бойтесь указывать Арткаму одну фрезу, а ставить другую.
Укажите цилиндрическую, а поставьте V-образную.
Или гравировку.
И смотрите, не пилите кончиком, страйтесь провести кончик фрезы в воздухе, не режьте материал нулевым диаметром, режьте хотя бы тремя, а лучше шестью миллиметрами.
Укажите цилиндрическую, а поставьте V-образную.
Или гравировку.
И смотрите, не пилите кончиком, страйтесь провести кончик фрезы в воздухе, не режьте материал нулевым диаметром, режьте хотя бы тремя, а лучше шестью миллиметрами.
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#5
OFFLINE
belorez
-

- Опытный
-
- 1 631 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Белгород
Отправлено 29 Ноябрь 2021 - 14:37
Вдоль вектора на определённую глубину. Если черновая сделана правильно, то за один проход V-образной фрезой без проблем.
Одна голова хорошо, а две лучше. Русская народная чпу поговорка.
#6
OFFLINE
Ювал
-

- Пользователи+
-
- 20 сообщений
Студент
- Пол:Мужчина
-
Из:г.Находка
Отправлено 29 Ноябрь 2021 - 16:58
А точность 0,025мм обязательно?
#7
OFFLINE
ArtemOzon
-

- Пользователи+
-
- 10 сообщений
Студент
- Пол:Мужчина
-
Из:Санкт-Петербург
Отправлено 19 Февраль 2022 - 02:00
Не бойтесь указывать Арткаму одну фрезу, а ставить другую.
Укажите цилиндрическую, а поставьте V-образную.
Или гравировку.
И смотрите, не пилите кончиком, страйтесь провести кончик фрезы в воздухе, не режьте материал нулевым диаметром, режьте хотя бы тремя, а лучше шестью миллиметрами.
Здравствуйте? В каком смысле не фрезеровать кончиком? У меня вот задача сделать скругления на маленьких деталях перед их вырезанием. Сегодня час голову ломал над функцией "обработка кромок". С V-образной там всё понятно. А вот гравировальная скруглённая... Мне нужно просто заранее радиус снять. Чтобы не было вырывов при фрезеровке обгонной вручную. Да и вручную на столе деталь диаметром 50 мм скруглять та ещё история. Может вырвать из рук.
#8
OFFLINE
lkbyysq
-
- Cтарожил
-
- 10 146 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 19 Февраль 2022 - 06:46
В смысле, что кончик не фрезерует, а царапает.В каком смысле не фрезеровать кончиком?
Если мне нужны фаски на детали я сначала надрезаю на глубину фаски, да ещё и с припуском, чтоб потом начисто вырезать.
Затем снимаю фаску.
Затем доделываю черновой надрез не на полную на глубину для удержания детали. Или не доделываю.
Затем вырезаю насквозь начисто.
Сообщение отредактировал lkbyysq: 19 Февраль 2022 - 06:51
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#9
OFFLINE
peter532
-

- Пользователи+
-
- 40 сообщений
Студент
- Пол:Мужчина
-
Из:Красноярск
Отправлено 19 Февраль 2022 - 09:53
В общем нужны ваши мысли. Есть вот такой заказ. ☝️ толщина 30 мм. По кромке как видите на Модели идёт такой вот скос. Я купил фрезу v-образную 150гр, и скос сделал ровно под этот угол. В аркаме использовал 3д обработку с Черновым съёмом. На чернуху фреза пошла по заданной скорости, а когда запускал чистовую обрезку уже рабочей фрезой - станок вёл себя крайне не понятно. Где то ускорялся, где то очень медленно плёлся. Такие рывковые движения. Траектория движения в целом была верная. Он по спирали спускался плавно вниз как по резьбе. Но вот скорость просто жесть.
В итоге вопрос- каким бы более оптимальным способом можно было бы изготовить этот заказ? Либо что можно сделать с 3д стратегией, почему она рывками работала.
Рывком работала, опускаться по конусу программе нужно сделать слишком много расчетов. Слабоватый комп забивается. А почему нельзя использовать по программе "обрезка по профилю" и фреза твоя как раз к месту
#10
OFFLINE
ArtemOzon
-
- Пользователи+
-
- 10 сообщений
Студент
- Пол:Мужчина
-
Из:Санкт-Петербург
Отправлено 20 Февраль 2022 - 22:14
В смысле, что кончик не фрезерует, а царапает.
Если мне нужны фаски на детали я сначала надрезаю на глубину фаски, да ещё и с припуском, чтоб потом начисто вырезать.
Затем снимаю фаску.
Затем доделываю черновой надрез не на полную на глубину для удержания детали. Или не доделываю.
Затем вырезаю насквозь начисто.
Спасибо! Подскажите ещё пожалуйста стратегию чернового-чистового реза. Предположим, нужно вырезать круг диаметром 100 мм из материала толщиной 40 мм. Черновой рез с припуском например 101 мм с шагами по Z, а чистовой - на всю глубину 100 мм?
#11
OFFLINE
kermur
-

- Пользователи+
-
- 477 сообщений
Магистр CNC
- Город:Baku
Отправлено 20 Февраль 2022 - 22:19
Зачем чистовой? если просто вырезать круг.
Если вам все равно, где вы находитесь, значит, вы не заблудились
#12
OFFLINE
ArtemOzon
-
- Пользователи+
-
- 10 сообщений
Студент
- Пол:Мужчина
-
Из:Санкт-Петербург
Отправлено 21 Февраль 2022 - 00:09
Зачем чистовой? если просто вырезать круг.
Ступеньки от фрезы убрать. Чтобы шлифовку минимизировать.
#13
OFFLINE
vv92
-

- Cтарожил
-
- 9 412 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 21 Февраль 2022 - 00:28
Прикольно. Научите еще чему нибудь. Я редко мягкую лямишку режу.
Есть такой материал, фанера, тоже можно человек шесть нанять на шлифовку. Ну, я много чего найти могу для рукопашки.
Я старый дурак.
Сообщение отредактировал vv92: 21 Февраль 2022 - 00:29
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#14
OFFLINE
lkbyysq
-
- Cтарожил
-
- 10 146 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 21 Февраль 2022 - 09:01
Спасибо! Подскажите ещё пожалуйста стратегию чернового-чистового реза. Предположим, нужно вырезать круг диаметром 100 мм из материала толщиной 40 мм. Черновой рез с припуском например 101 мм с шагами по Z, а чистовой - на всю глубину 100 мм?
Мне кажется, что Вы правильно подумали.
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#15
OFFLINE
3D-BiG
-

- Модератор
-
- 14 719 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 21 Февраль 2022 - 12:09
Спасибо! Подскажите ещё пожалуйста стратегию чернового-чистового реза. Предположим, нужно вырезать круг диаметром 100 мм из материала толщиной 40 мм. Черновой рез с припуском например 101 мм с шагами по Z, а чистовой - на всю глубину 100 мм?
В ArtCAM-е в стратегии вырезания для таких дел есть галочки, для оставления припуска и сбоку, дабы убрать засечки от проходов и снизу, дабы для вырезания оставить мембрану, которую перерезает фреза во время чистового прохода, для уменьшения рывка при вырезании, т.е. можно сразу это делать, но получаться все-таки будет две отдельных УП-шки, которые, при выдаче на станок, надо поставить в правильной последовательности...
Сообщение отредактировал 3D-BiG: 21 Февраль 2022 - 12:09
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#16
OFFLINE
peter532
-
- Пользователи+
-
- 40 сообщений
Студент
- Пол:Мужчина
-
Из:Красноярск
Отправлено 20 Май 2022 - 09:46
В общем нужны ваши мысли. Есть вот такой заказ. ☝️ толщина 30 мм. По кромке как видите на Модели идёт такой вот скос. Я купил фрезу v-образную 150гр, и скос сделал ровно под этот угол. В аркаме использовал 3д обработку с Черновым съёмом. На чернуху фреза пошла по заданной скорости, а когда запускал чистовую обрезку уже рабочей фрезой - станок вёл себя крайне не понятно. Где то ускорялся, где то очень медленно плёлся. Такие рывковые движения. Траектория движения в целом была верная. Он по спирали спускался плавно вниз как по резьбе. Но вот скорость просто жесть.
В итоге вопрос- каким бы более оптимальным способом можно было бы изготовить этот заказ? Либо что можно сделать с 3д стратегией, почему она рывками работала.
Попробуй разобраться, с точностью обработки. Чем точнее, тем медленнее, Апроксимация кривых и всякая другая дребедень.
Сообщение отредактировал peter532: 20 Май 2022 - 09:51
Темы с аналогичным тегами Оптимизация обработки
Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}