
Заработала.. Две проблемы- повторный запуск (для другого типа обработки и т.д)- ноль по оси R уходит на градусов 30.. И вторая- на фига мне это нужно. Изготовители киев похоже, остыли к этой идее, а столярку я как-бы не очень планировал- у меня ход шпинделя 100мм на заготовку остается маловато с учетом длины инструмента. Разбирать стол не хоца и портал подымать тоже ..
А так кайф конечно. Последняя статуйка из полисандра вообще бомба..

Дополнительная координата для гравировки на телах вращения
Автор
wizard
, 13 Окт 2008 10:07
Поворотная ось
Сообщений в теме: 33
#21
 OFFLINE
OFFLINE
wizard
-
- Cтарожил
-

- 2 740 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Пятигорск
- Интересы:фрез-гравер, лазер, ударный принтер, прессы-мрессы, оперативная полиграфия, сувенирка, печати и штампы и проч.
-
Из:Пятигорск
Отправлено 27 Апрель 2010 - 09:35
Не делай добро..Не бросай его в воду..
#22
OFFLINE
Андрей Кулагин
-

- Опытный
-
- 1 115 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Ярославль
-
Интересы:По профессии я фрезеровщик - универсал 5 разряда
По образованию инженер- механик
Мое хобби ремонт станков ЧПУ -
Из:Ярославля(до Москвы 3,5 часа лету)
Отправлено 04 Август 2010 - 17:29
Вот например для фрезера SF3030 существует такое поворотное устройство.
Но нужно увеличение портала по z до 220 мм
Диаметр заготовки до 100 мм
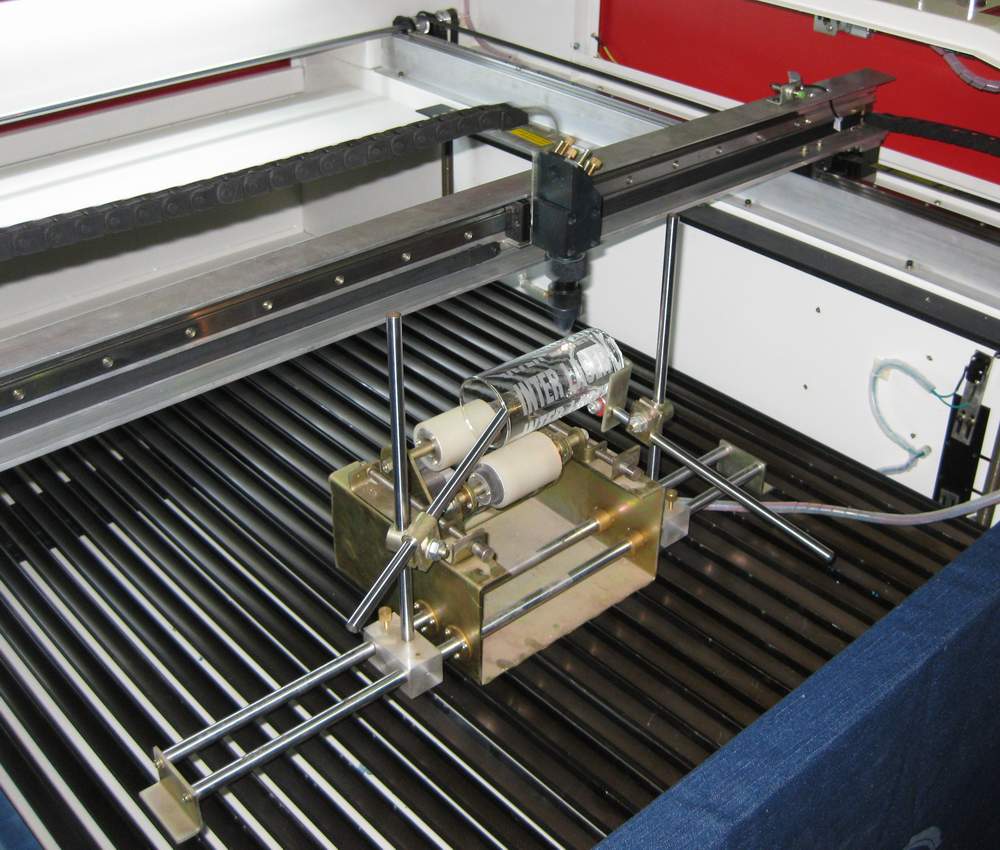
Гравировка на стеклянной цилиндрической поверхности выполнена с использованием поворотного устройства.
Но нужно увеличение портала по z до 220 мм
Диаметр заготовки до 100 мм
Гравировка на стеклянной цилиндрической поверхности выполнена с использованием поворотного устройства.
Прикрепленные изображения

Сообщение отредактировал Андрей Кулагин: 04 Август 2010 - 17:25
Жизнь надо прожить так, чтобы Дьявол был доволен, а Бог особых претензий не имел.
Теперь я freelancer , кому что нужно - стучитесь в скайп ingener20092
Теперь я freelancer , кому что нужно - стучитесь в скайп ingener20092
#23
OFFLINE
Sion
-

- Пользователи+
-
- 113 сообщений
Бакалавр CNC
- Пол:Мужчина
-
Из:Москва
Отправлено 22 Сентябрь 2010 - 01:35
Wizard, отвечаю на последний вопрос в "распаренной" мной теме "Программирование под 4-ю ось". Проблему не решил. Надоело мастерить к своему китайцу эту ось, мало того что у меня обрубать одну постоянно приходилось, да и просто конструкцию менять не хочется, работает и пусть работает. Но интерес не прошел и посему я уже вот как пол года строю самостоятельный станок, 3 оси, одна поворотная. Уже построена рама и почти закончены 2-е оси, осталась токарная кой какая работа и программные вопросы. Плюс одна заковырка которую я тут в модернизации сегодня поднял, по управлению однофазным шпинделем без инвертора через RZNC электронику.
Если интересно могу тему создать и все фотки выложить, хотя я считаю, что для тематики создания станков, просто темкой в разделе "модернизация", как то неправильно выглядит, надо бы отдельный раздел, ведь это уже не модернизация.
Работа совсем серьезней, взять хоть лазер Vid'a.
Если интересно могу тему создать и все фотки выложить, хотя я считаю, что для тематики создания станков, просто темкой в разделе "модернизация", как то неправильно выглядит, надо бы отдельный раздел, ведь это уже не модернизация.
Работа совсем серьезней, взять хоть лазер Vid'a.
#24
OFFLINE
wizard
-
- Cтарожил
-
- 2 740 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Пятигорск
- Интересы:фрез-гравер, лазер, ударный принтер, прессы-мрессы, оперативная полиграфия, сувенирка, печати и штампы и проч.
-
Из:Пятигорск
Отправлено 22 Сентябрь 2010 - 10:24
А моя приспособа "спит".. Кии не пошли, а демонтировать стол под работу с балясинами и проч. желания нет; да и фреза у меня стоит в том-же помещении, где и печатный цех.. Тут древесная пыль не в тему..
Не делай добро..Не бросай его в воду..
#25
OFFLINE
Affdey
-
- Пользователи
-
- 4 сообщений
Абитуриент
-
Из:Россия Москва
Отправлено 02 Март 2011 - 00:33
Товарищи! А поведайте пожалуйста, как быть с постпроцессором для поворотной оси?
ArtCAM штука конечно хорошая, но не под эти цели.
Поясню: У меня китайский станок SD 3025
к нему в комплект шел ломаный ArtCAM8 и постпроцессор
а вот пример УП
Неказисто, но работает для 3-х координат...
Вот, собственно когда приладил поворотную ось и впал в ступор.
Подключается она вместо оси Y и поизвращаться из ArtCAMа конечно получилось )))
Но вот поставил я PowerMILL 9 создал проект задал заготовку, инструмент, траекторию а вот как быть с постпроцессором-не знаю (
Насколько я понял, миловский и арткамовский постпроцессоры-должны отличаться, да и поворотная ось должна не к координатам быть привязана, а к углу.
Из документации на поворотную ось понятно следующее:
Шаг движка 1,8°
Передаточное число редуктора 1:25
линейное перемещение по оси Y через родной постпроцессор для поворота заготовки на 360° = 125мм
Как с этого можно сляпать постпроцессор-я не сообразил.
Буду очень благодарен любой информации по теме
ArtCAM штука конечно хорошая, но не под эти цели.
Поясню: У меня китайский станок SD 3025
к нему в комплект шел ломаный ArtCAM8 и постпроцессор
;; Cipher / Mult-CAM configuration file ; History; Who When What; === ======== ========================================; TM 05/04/96 Modified to suit HPGL format as supplied; TM 14/05/96 Modified to suit Multicam fax; bem 21/03/00 Added DESCRIPTION and FILE_EXTENSION fields;DESCRIPTION = "SD-3025 (*.plt)";FILE_EXTENSION = "plt";UNITS = mm;; Cariage return - line feed at end of each line;END_OF_LINE = "[13][10]";; Feed Rate;;FORMAT = [F|@||1.1|0.4216];;; Tool moves in x,y and z; Multi-CAM uses positions 200mm = 8039 units; ie, 8039 / 200 = 40.195;; Note! negative Z axis units for positive actual movement;FORMAT = [X|@||1.0|100]FORMAT = [Y|@||1.0|100]FORMAT = [Z|@||1.0|-100];; Home tool positions;FORMAT = [XH|@||1.0|100]FORMAT = [YH|@||1.0|100]FORMAT = [ZH|@||1.0|-100];; Set up program header;; initialise program start;START = ";IN;MK;PA;";; Program moves;; Set feed rate used for rapid moves 64mm/s = 3840mm/min;;RAPID_FEED_RATE = 151.2;;FEED_RATE_CHANGE = "SF[F];";RAPID_RATE_MOVE = "PU[X],[Y],[Z];"FIRST_FEED_RATE_MOVE = "PD[X],[Y],[Z];"FEED_RATE_MOVE = "PD[X],[Y],[Z];";; End of file - go home and stop spindle;END = "!PG;";
а вот пример УП
;IN;MK;PA;PU394,394,-1685;PD394,394,250;PD379,412,250;PD366,432,250;PD357,454,250;PD352,477,250;PD350,500,250;PD350,4500,250;PD352,4522,250;PD357,4544,250;PD365,4566,250;PD378,4587,250;PD394,4606,250;PD413,4622,250;PD434,4635,250;PD456,4643,250;PD478,4648,250;PD500,4650,250;PD5500,4650,250;PD5522,4648,250;PD5544,4643,250;PD5566,4635,250;PD5587,4622,250;PD5606,4606,250;PD5622,4587,250;PD5635,4566,250;PD5643,4544,250;PD5648,4522,250;PD5650,4500,250;PD5650,500,250;PD5648,478,250;PD5643,456,250;PD5635,434,250;PD5622,413,250;PD5606,394,250;PD5587,378,250;PD5566,365,250;PD5544,357,250;PD5522,352,250;PD5500,350,250;PD500,350,250;PD477,352,250;PD454,357,250;PD432,366,250;PD412,379,250;PD394,394,250;PD394,394,500;PD379,412,500;PD366,432,500;PD357,454,500;PD352,477,500;PD350,500,500;PD350,4500,500;PD352,4522,500;PD357,4544,500;PD365,4566,500;PD378,4587,500;PD394,4606,500;PD413,4622,500;PD434,4635,500;PD456,4643,500;PD478,4648,500;PD500,4650,500;PD5500,4650,500;PD5522,4648,500;PD5544,4643,500;PD5566,4635,500;PD5587,4622,500;PD5606,4606,500;PD5622,4587,500;PD5635,4566,500;PD5643,4544,500;PD5648,4522,500;PD5650,4500,500;PD5650,500,500;PD5648,478,500;PD5643,456,500;PD5635,434,500;PD5622,413,500;PD5606,394,500;PD5587,378,500;PD5566,365,500;PD5544,357,500;PD5522,352,500;PD5500,350,500;PD500,350,500;PD477,352,500;PD454,357,500;PD432,366,500;PD412,379,500;PD394,394,500;PU394,394,-1685;PU0,0,-1685;!PG;
Неказисто, но работает для 3-х координат...
Вот, собственно когда приладил поворотную ось и впал в ступор.
Подключается она вместо оси Y и поизвращаться из ArtCAMа конечно получилось )))
Но вот поставил я PowerMILL 9 создал проект задал заготовку, инструмент, траекторию а вот как быть с постпроцессором-не знаю (
Насколько я понял, миловский и арткамовский постпроцессоры-должны отличаться, да и поворотная ось должна не к координатам быть привязана, а к углу.
Из документации на поворотную ось понятно следующее:
Шаг движка 1,8°
Передаточное число редуктора 1:25
линейное перемещение по оси Y через родной постпроцессор для поворота заготовки на 360° = 125мм
Как с этого можно сляпать постпроцессор-я не сообразил.
Буду очень благодарен любой информации по теме
Сообщение отредактировал Affdey: 02 Март 2011 - 01:55
#26
OFFLINE
sculptorr
-

- Пользователи+
-
- 75 сообщений
Студент
- Пол:Мужчина
-
Из:г. Хотьково(московия)
Отправлено 02 Март 2011 - 03:20
возможно, пригодится -...Буду очень благодарен любой информации по теме...
ArtCAM Post Processor Configuration Guide By Delcam
P.S. как-то, пришлось из Apex_Rotary.con (поворотка - X)
слепить постпроцессор под Beaver (4-шпиндельный, поворотка - Y)...
"просто, убрать лишнее"(фрезой)... ☺
#27
OFFLINE
MFS
-
- Пользователи+
-
- 100 сообщений
Бакалавр CNC
- Пол:Мужчина
-
Из:Санкт-Петербург
Отправлено 02 Март 2011 - 12:46
Надо делать новый пост.Но вот поставил я PowerMILL 9 создал проект задал заготовку, инструмент, траекторию а вот как быть с постпроцессором-не знаю (
Совершенно разный синтаксис. Да и обработки различается.Насколько я понял, миловский и арткамовский постпроцессоры-должны отличаться,
Да.да и поворотная ось должна не к координатам быть привязана, а к углу.
Это просто надо учесть или в Маше (или кто там у вас управляет) или вбить коэффициент в постпроцессоре (обычно пост просто выводит угол).Из документации на поворотную ось понятно следующее: Шаг движка 1,8°
Передаточное число редуктора 1:25 линейное перемещение по оси Y через родной постпроцессор для поворота заготовки на 360° = 125мм
#28
OFFLINE
Affdey
-
- Пользователи
-
- 4 сообщений
Абитуриент
-
Из:Россия Москва
Отправлено 02 Март 2011 - 15:18
Это просто надо учесть или в Маше (или кто там у вас управляет) или вбить коэффициент в постпроцессоре (обычно пост просто выводит угол).
Я об этом думал. Передавать углы чесез уп на станок в чистом виде не выйдет т.к. железо самого станка понимает только линейные координаты.
Но, зная все параметры поворотной оси, вычислить коэффициент, думаю, проблем не составит.
#29
OFFLINE
MFS
-
- Пользователи+
-
- 100 сообщений
Бакалавр CNC
- Пол:Мужчина
-
Из:Санкт-Петербург
Отправлено 02 Март 2011 - 15:38
Да и померять не грех, если что.Я об этом думал. Передавать углы чесез уп на станок в чистом виде не выйдет т.к. железо самого станка понимает только линейные координаты.
Но, зная все параметры поворотной оси, вычислить коэффициент, думаю, проблем не составит
#30
OFFLINE
Affdey
-
- Пользователи
-
- 4 сообщений
Абитуриент
-
Из:Россия Москва
Отправлено 02 Март 2011 - 15:46
И всетаки коэффициент-это уж дело пятое....
Пока прошу помочь советом или еще какой инфой по созданию самого постпроцессора.
Ведь в принципе координат как было 3-так 3 и осталось, только одной из них нужно управлять чуть иначе.
Если кто имеет опыт в подобных вопросах-прошу поделиться.
Пока прошу помочь советом или еще какой инфой по созданию самого постпроцессора.
Ведь в принципе координат как было 3-так 3 и осталось, только одной из них нужно управлять чуть иначе.
Если кто имеет опыт в подобных вопросах-прошу поделиться.
#31
OFFLINE
MFS
-
- Пользователи+
-
- 100 сообщений
Бакалавр CNC
- Пол:Мужчина
-
Из:Санкт-Петербург
Отправлено 02 Март 2011 - 16:30
Дык что... садишься и пишешь буковки и циферки в opt файл)).Пока прошу помочь советом или еще какой инфой по созданию самого постпроцессора.
Что непонятно - смотришь в документации к DuctPost - она достаточно хорошая, там даже пример описания оси есть.
Вот оно: file:///C:/Program%20Files/Delcam/DuctPost1510/file/help/multirotax4.html#TOP
(ссылка будет работать, конечно, только при установленном DuctPost1510)
Вам нужно брать вариант 4th axis Table rotating about X axis (неподвижный шпиндель/поворотный стол).
Сообщение отредактировал MFS: 02 Март 2011 - 16:30
#32
OFFLINE
Affdey
-
- Пользователи
-
- 4 сообщений
Абитуриент
-
Из:Россия Москва
Отправлено 03 Март 2011 - 03:16
Мммм )
Появилась идейка )
Есть плата одна... Подключается через ком порт к компу, лопает G-коды, драйвера стоят прям на плате, ШД вроде подходят мои...
Постпроцессор под нее уже готовый есть )
На днях куплю, приляпаю, отпишусь )
Появилась идейка )
Есть плата одна... Подключается через ком порт к компу, лопает G-коды, драйвера стоят прям на плате, ШД вроде подходят мои...
Постпроцессор под нее уже готовый есть )
На днях куплю, приляпаю, отпишусь )
#33
OFFLINE
MFS
-
- Пользователи+
-
- 100 сообщений
Бакалавр CNC
- Пол:Мужчина
-
Из:Санкт-Петербург
Отправлено 03 Март 2011 - 12:53
Тут кому что проще)
#34
OFFLINE
wmf20041
-

- Опытный
-
- 601 сообщений
Доктор CNC
- Пол:Мужчина
- Город:новосибирск
Отправлено 30 Август 2015 - 12:00
Простаивает SUDA 3025. Один заказчик интересовался изготовлением восковок.
Вот думаю: приладить поворотное устройство.
Может кто подскажет,возможно??? Если возможно,то какое устройство,где купить??
Прикрепленные изображения
Медведь с бревном
Темы с аналогичным тегами Поворотная ось


Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных

