Пробовали на разных настройках, заменяли USB-шнур. Ничего не помогло.
Заранее спасибо.
Прикрепленные изображения
Прикрепленные файлы
-
 otkrytka.zip 16,19К
203 скачиваний
otkrytka.zip 16,19К
203 скачиваний


Абитуриент

Отправлено 19 Октябрь 2018 - 16:17
 otkrytka.zip 16,19К
203 скачиваний
otkrytka.zip 16,19К
203 скачиваний
Абсолем CNC:)

Отправлено 19 Октябрь 2018 - 16:20
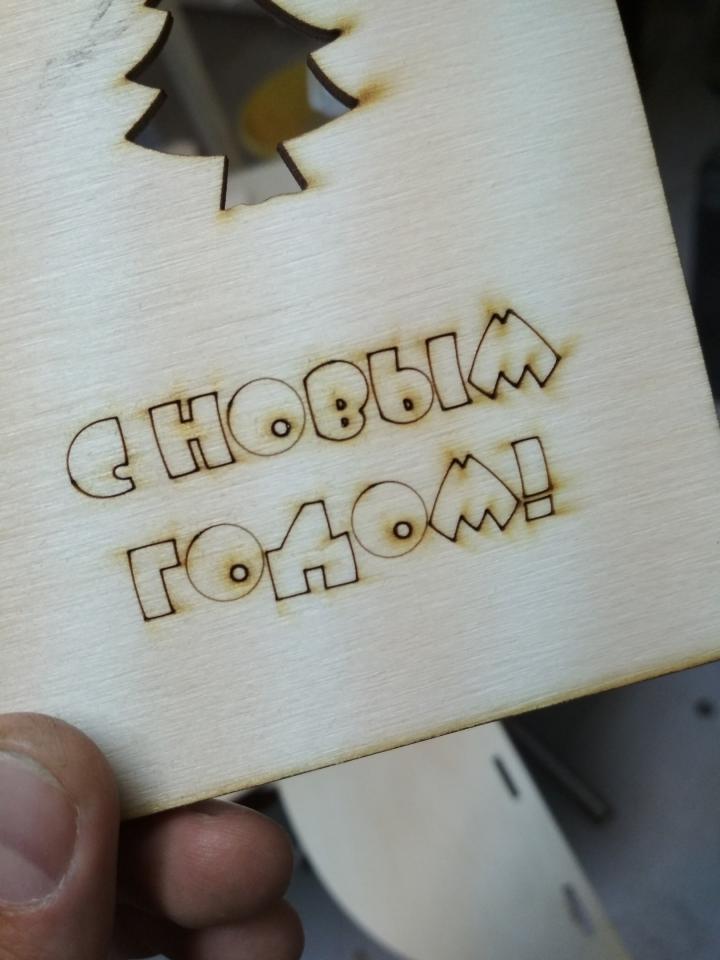
Похоже когда вы задаете мощность резки ставити максимальную и минимальную одинакомыми, а понятие минимальной мощности не зря ввели, ибо она задает уменьшение мощности на резких поворотах, тем самым компенсацию замедление скорости на поворотах...
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
Абитуриент
Отправлено 19 Октябрь 2018 - 16:37
Забыл упомянуть - мощность программно не регулируется, мы её задаем с помощью самодельного реостата. Может в этом быть причина?
То есть, по факту, в LaserCut на настройки мощности станок не реагирует, там мы задаем только скорость. А мощность крутим вручную.
Абсолем CNC:)
Отправлено 19 Октябрь 2018 - 16:39
Ну вот и причина: НЕ импульс больше, а постоянство скорости при замедлении скорости на поворотах. Делайте аналоговое управление от электроники и компенсируйте минимальной мощностью замедления и будет вам счастье...
Сообщение отредактировал 3D-BiG: 19 Октябрь 2018 - 16:41
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
Гуру CNC
Отправлено 19 Октябрь 2018 - 20:06
если раньше проблем небыло ,то весьма вероятно что либо в настройках параметрах резки случаем намудрили...
за lasercut уж точно не скажу а в lasercad есть так называемый cut advance parametrs и в нем параметр open delay или так называемое время прожига ... т е труба уже материал жгёт ,а движения по осям нет........
ну а так как весь китайский лазерный софт как и сами Китайцы похожи друг на друга ,то полагаю что и в
lasercut такие настройки присутствуют.......
Сообщение отредактировал niksooon: 19 Октябрь 2018 - 20:21
Сделанное правильно — красиво. Если сделанное тебе не нравится — то и работать оно будет хреново. Перевари, пересверли, выпили заново — ну, или хотя бы покрась.
Абитуриент
Отправлено 19 Октябрь 2018 - 23:14
Всем спасибо, будем пробовать. Но скорее всего дело не в софте, а в БП.
0 пользователей, 0 гостей, 0 анонимных


Community Forum Software by IP.Board Русификация от IBResource
Лицензия зарегистрирована на: Мир CNC

