
долго читал форум(и не только ваш)
голову раздувает очень сильно,уж больно направление специфичное
вообщем я тут редкий мебельщик работаю на CNC Biesse RoverB4.35
Суть вопроса
помогите выбрать/купить станок для лазерной резки шпона до 2мм(изготовление инкрустаций)
также было бы неплохо иметь возможность гравировки стекла,зеркал,Арпатек(кожзам)
но главное направление шпон
зона обработки шириной не менее 600мм
длинна...чем длиннее тем лучше
по крайней мере необходима возможность затащить в станок лист шпона длинее зоны обработки(с этим проблем вроде бы ни у кого нет)
Было бы замечательно если бы раскладку дали по цене дешево/приемлимо/дорого
Надеюсь на помощь форумчан
ибо тема для меня-темный лес,по CNC мне все понятно а тут....
еще одна из проблем непонятных-шпон сам по себе очень "неровный"
лежать на столе будет пузырями
никаких устройств нигде не видел в голову приходит только прижимать грузом либо стеклом но ведь стекло то резать будет....
помогите разобраться

Сообщений в теме: 24
#1
 OFFLINE
OFFLINE
rangerover
-
- Пользователи
-

- 11 сообщений
Студент
-
Из:Кирово-Чепецк
Отправлено 15 Июль 2010 - 10:04
#2
OFFLINE
babin
-

- Опытный
-
- 291 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:Киев
-
Интересы:Formula1 HMR
Сервисный инженер фирмы МакХаус
по лазерным граверам GCC -
Из:Ukraine
Отправлено 15 Июль 2010 - 17:59
Для гравировки дерева конечная мощность гравера должна быть около 20 ватт. Больше не нужно дерево все равно чернее не станет, тут больше от породы будет зависить а на скорость гравировки мощность на прямую не влияет. Для резки чем больше мощность тем быстрее будет происходить процесс, поэтому тут нужно выбирать между ценой и производительностью.
Но если сравнить по затрам времени на порезку и гравировку то гравировка занимает в разы больше времени нежели порезка. Тут в идеале подготовить некий файл с наиболее слоожной вашей работой и пробовать на конкретном оборудовании.
Теперь о точности обработки. Для дерева достаточно точности 250 - 300 DPI станка, а вот для стекла пластика этого может не хватить. Тут возникает вопрос о который сломано немало копий Китай или Некитай. Ответа нет до сих пор. Больщинство сошлись на том что гравировка это бренд (дорого но качественно) а порезка это китай (дешево но могут быть варианты) . Поэтому ИМХО нужно 2 станка : Брендовый ( GCC ,Epilog ,Trotec ,ULS) для точной гравировки , ориентируйтесь в выборе не маркой бренда а наличием сервиса , каждый станок имеет свои слабые места и поломок не избежать поэтому выбирайте сервис. А китайца брать максимально болшого размера с максимальной мощностью и опять же чтобы сервис был рядом
Я работаю в сервисе гравёров GCC в Украине. Поэтому опишу модели этой марки которые вам подойдут
Первый в линейке венус вас не устроит рабочим полем ( А4)
Второй С-180 рабочее поле А-3 тоже врядли вас устроит
Меркурий вот машина с которой можно уже вам работать поле 640 на 435 мм есть возможность впхнуть невпихуемое.
Далее идет линейка Спиритов, просто спирит имеет такое же поле как и меркурий но он быстрее, это более новые машины с улучшеной мехпникой и другой электроникой. А спирит ЖИкс такойже по размерам как Експлорер . Все эти граверы имеют открывающиеся передние и задние панели.
Ну и вот самые большые в линейке из них гравировать может только Гая ( 60 ватт около 50000 долларов) а Х380 и Х500 это порезчики они дешевле
По Китаю спрашивайте его
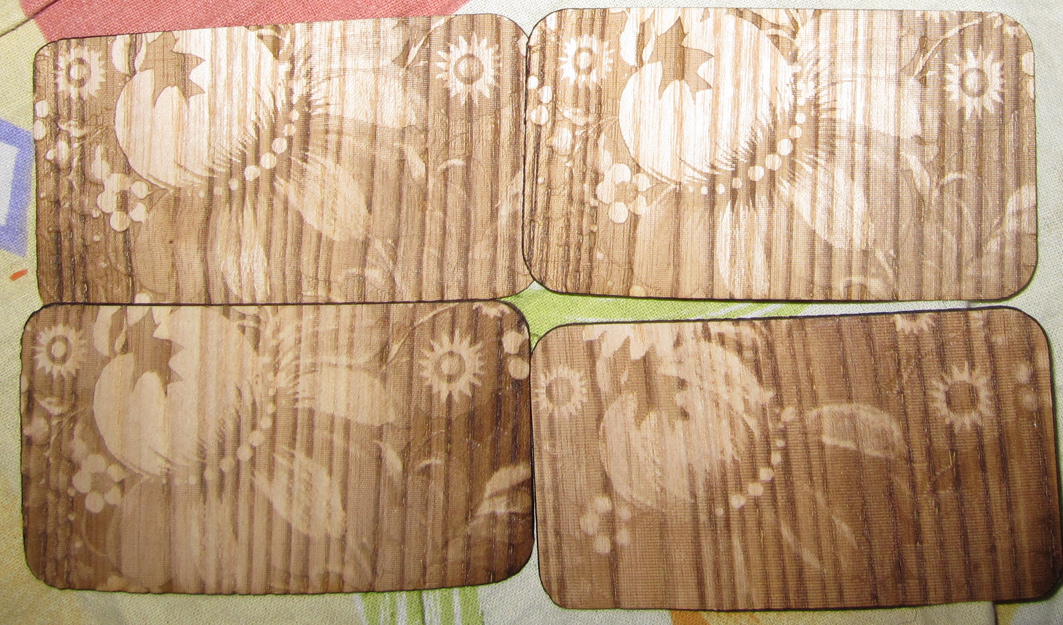
в аттаче гравировка на шпоне выполненная на венусе причем я б себе за такую гравировку поставил тройку с натягом, без души подошел так сказать
левая верхняя визитка была в фокусе, справа внизу не в фокусе ( около 1 см) и видно что сверху виден рельеф а на нижней он слабо выражен. Это может быть проблемой , Нужно будет придумывать приспособы для выравнивания , типа рамок какихто
Но если сравнить по затрам времени на порезку и гравировку то гравировка занимает в разы больше времени нежели порезка. Тут в идеале подготовить некий файл с наиболее слоожной вашей работой и пробовать на конкретном оборудовании.
Теперь о точности обработки. Для дерева достаточно точности 250 - 300 DPI станка, а вот для стекла пластика этого может не хватить. Тут возникает вопрос о который сломано немало копий Китай или Некитай. Ответа нет до сих пор. Больщинство сошлись на том что гравировка это бренд (дорого но качественно) а порезка это китай (дешево но могут быть варианты) . Поэтому ИМХО нужно 2 станка : Брендовый ( GCC ,Epilog ,Trotec ,ULS) для точной гравировки , ориентируйтесь в выборе не маркой бренда а наличием сервиса , каждый станок имеет свои слабые места и поломок не избежать поэтому выбирайте сервис. А китайца брать максимально болшого размера с максимальной мощностью и опять же чтобы сервис был рядом
Я работаю в сервисе гравёров GCC в Украине. Поэтому опишу модели этой марки которые вам подойдут
Первый в линейке венус вас не устроит рабочим полем ( А4)
Второй С-180 рабочее поле А-3 тоже врядли вас устроит
Меркурий вот машина с которой можно уже вам работать поле 640 на 435 мм есть возможность впхнуть невпихуемое.
Далее идет линейка Спиритов, просто спирит имеет такое же поле как и меркурий но он быстрее, это более новые машины с улучшеной мехпникой и другой электроникой. А спирит ЖИкс такойже по размерам как Експлорер . Все эти граверы имеют открывающиеся передние и задние панели.
Ну и вот самые большые в линейке из них гравировать может только Гая ( 60 ватт около 50000 долларов) а Х380 и Х500 это порезчики они дешевле
По Китаю спрашивайте его
в аттаче гравировка на шпоне выполненная на венусе причем я б себе за такую гравировку поставил тройку с натягом, без души подошел так сказать
левая верхняя визитка была в фокусе, справа внизу не в фокусе ( около 1 см) и видно что сверху виден рельеф а на нижней он слабо выражен. Это может быть проблемой , Нужно будет придумывать приспособы для выравнивания , типа рамок какихто
Прикрепленные изображения

#3
OFFLINE
rangerover
-
- Пользователи
-
- 11 сообщений
Студент
-
Из:Кирово-Чепецк
Отправлено 19 Июль 2010 - 11:11
ну вообщем то результаты по лазерной гравировке шпона я видел
если честно,то эффект не поражает,главная проблема в том,что нужно это для мебели-там много,очень много нюансов вылезет при отделке
потому нас прежде всего интересует резка шпона
скажем так вырезать из разных пород кусочки шпона соединять их малярным скотчем и в пресс в месте с "фоном"
ну вообщем то техника паркетри
пока есть вот такой ряд вопросов
1 стол станка и крепление шпона-пока кроме грузов(возможно в форме рамки) в голову ничего не лезет
в ту же кучу вопрос позиционирования заготовки относительно станка(такое чувство что лазерной указки будет мало)
2 вопросы с самим процессом резания
а) необходимая мощность лазера для резания шпона(с учетом падения мощности и несоответствия мощности указанной на бирке станка и реальных значений)
б) сколько на шпоне будет "сьедать" луч(видел значения по шпону в районе 0,3мм)
в) нужно ли в зону резания подавать инертный газ или например сбрызгивать водой,что бы край меньше горел
г) зависимость качества реза от мощности и скорости резания
да вообщем много вопросов в голове,по мебельному направлению,кроме картинок готовых изделий,информации мизер
по поводу китай-некитай тут все понятно
второе не потянуть,возможно в будущем когда на руках и в голове буде полный расклад
брать станок за 70 т евро без знаний "от и до" .........
если честно,то эффект не поражает,главная проблема в том,что нужно это для мебели-там много,очень много нюансов вылезет при отделке
потому нас прежде всего интересует резка шпона
скажем так вырезать из разных пород кусочки шпона соединять их малярным скотчем и в пресс в месте с "фоном"
ну вообщем то техника паркетри
пока есть вот такой ряд вопросов
1 стол станка и крепление шпона-пока кроме грузов(возможно в форме рамки) в голову ничего не лезет
в ту же кучу вопрос позиционирования заготовки относительно станка(такое чувство что лазерной указки будет мало)
2 вопросы с самим процессом резания
а) необходимая мощность лазера для резания шпона(с учетом падения мощности и несоответствия мощности указанной на бирке станка и реальных значений)
б) сколько на шпоне будет "сьедать" луч(видел значения по шпону в районе 0,3мм)
в) нужно ли в зону резания подавать инертный газ или например сбрызгивать водой,что бы край меньше горел
г) зависимость качества реза от мощности и скорости резания
да вообщем много вопросов в голове,по мебельному направлению,кроме картинок готовых изделий,информации мизер
по поводу китай-некитай тут все понятно
второе не потянуть,возможно в будущем когда на руках и в голове буде полный расклад
брать станок за 70 т евро без знаний "от и до" .........
Сообщение отредактировал rangerover: 19 Июль 2010 - 11:23
#4
OFFLINE
babin
-
- Опытный
-
- 291 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:Киев
-
Интересы:Formula1 HMR
Сервисный инженер фирмы МакХаус
по лазерным граверам GCC -
Из:Ukraine
Отправлено 19 Июль 2010 - 14:18
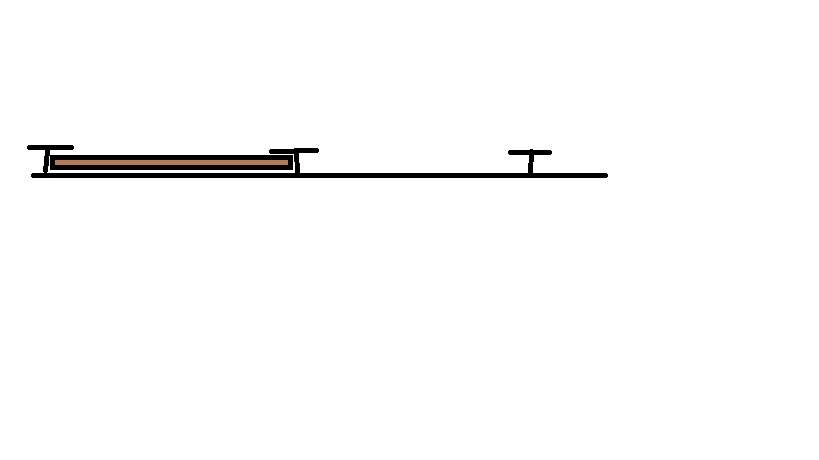
по столу: придется делать самому, у меня идея типа держателей Т-образных
По моще для резания я как писал чем больше тем быстрее, тут вы лучше выбирайте рабочее поле станка и доступность лазерных излучателей и их перезаправку. (На порезке идет максимальный износ трубы) думаю от 40 ватт смотрите
По позиционированию : вам нужно "на двери" с точностью до 0.1 мм сделать инкрустацию? Тогда наверно ищите станок с полем , чтобы изделие ложилось целиком, иначе попасть будет трудно.
При резке каждый материал сгорает по разному, для разного шпона нужна будет разная скорость и как следствие разная величина сжигаемого материала, тут подбор чисто импирический. А что для вас качество реза? Если точность то тут от производителя станка зависит если степень обугленности то от правильно подобраных параметров
Обычно с каждым гравером идет компрессор, и в зону реза подается просто струя воздуха, обычно этого достаточно.
По моще для резания я как писал чем больше тем быстрее, тут вы лучше выбирайте рабочее поле станка и доступность лазерных излучателей и их перезаправку. (На порезке идет максимальный износ трубы) думаю от 40 ватт смотрите
По позиционированию : вам нужно "на двери" с точностью до 0.1 мм сделать инкрустацию? Тогда наверно ищите станок с полем , чтобы изделие ложилось целиком, иначе попасть будет трудно.
При резке каждый материал сгорает по разному, для разного шпона нужна будет разная скорость и как следствие разная величина сжигаемого материала, тут подбор чисто импирический. А что для вас качество реза? Если точность то тут от производителя станка зависит если степень обугленности то от правильно подобраных параметров
Обычно с каждым гравером идет компрессор, и в зону реза подается просто струя воздуха, обычно этого достаточно.
Прикрепленные изображения
#5
OFFLINE
sinner
-
- Пользователи+
-
- 1 056 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Ярославль - Санкт Петербург - Москва
-
Из:Ярославль
Отправлено 19 Июль 2010 - 17:04

клиенты рассказывали, что есть шпон практически идеально ровный (наверное подороже будет) , но это с их слов....
Если долго тужиться - голова закружится!
#6
OFFLINE
rangerover
-
- Пользователи
-
- 11 сообщений
Студент
-
Из:Кирово-Чепецк
Отправлено 20 Июль 2010 - 11:51
у вас шпон на фото выглядит как более толстый
у нас же планируется 0,6мм
на сайте у вас 4 фото,вот верхняя правая если присмотреться то шпон тоже волной
Тут от цены шпона не много зависит-материал то "живой"-впитывает и отдает влагу,потому и коробится
to sinner
а вы какой аппарат посоветуете?
с большим рабочим полем бесспорно будет лучше,но и цена в 2раза.....
я вот задумываюсь над рабочим столом с делениями и парой лазерных указок(не точкой а линией)
точность 0,1 для мебели это не достижимо и без надобности
0,5-1мм самое то
у нас же планируется 0,6мм
на сайте у вас 4 фото,вот верхняя правая если присмотреться то шпон тоже волной
Тут от цены шпона не много зависит-материал то "живой"-впитывает и отдает влагу,потому и коробится
to sinner
а вы какой аппарат посоветуете?
с большим рабочим полем бесспорно будет лучше,но и цена в 2раза.....
я вот задумываюсь над рабочим столом с делениями и парой лазерных указок(не точкой а линией)
точность 0,1 для мебели это не достижимо и без надобности
0,5-1мм самое то
#7
OFFLINE
sinner
-
- Пользователи+
-
- 1 056 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Ярославль - Санкт Петербург - Москва
-
Из:Ярославль
Отправлено 20 Июль 2010 - 17:41
не люблю советовать, лучше рассказать все как есть , а выбор сделаете вы сами  .....я не знаю размеры конечного изделия, я думаю надо плясать отсюда....опять же может вы как то из кусков будете стыковать (я вообще от темы инкрустации, маркерти далек не все ваши "фишки" мне знакомы))).
.....я не знаю размеры конечного изделия, я думаю надо плясать отсюда....опять же может вы как то из кусков будете стыковать (я вообще от темы инкрустации, маркерти далек не все ваши "фишки" мне знакомы))).
еще фотка зделана на станке китай 1280, толщина шпона неизвеста.

.....я не знаю размеры конечного изделия, я думаю надо плясать отсюда....опять же может вы как то из кусков будете стыковать (я вообще от темы инкрустации, маркерти далек не все ваши "фишки" мне знакомы))).еще фотка зделана на станке китай 1280, толщина шпона неизвеста.
Если долго тужиться - голова закружится!
#8
OFFLINE
Доктор Чудо
-

- Cтарожил
-
- 2 387 сообщений
Просто Чудо
- Пол:Мужчина
- Город:Россия
-
Из:Россия
Отправлено 20 Июль 2010 - 18:58
Тут от цены шпона не много зависит-материал то "живой"-впитывает и отдает влагу,потому и коробится
Мы отгравировали как то Шпон толщиною 3 мм. Размером 10х10 см.
Гравировка была мрачная (глубокая).
После гравировки все было забито пылью и мы решили помыть водою.
Помыли - то получился поразительный эффект!
3 мм Шпон - стал как пластилин! Мы его ради интереса выгнули дугой, потом стали обратно "засовывать" в плоскую табличку. Получилось - не совсем, волна осталась.
Но эффект позабавил.
Дарю эту фишку всем бесплатно.
#9
OFFLINE
sinner
-
- Пользователи+
-
- 1 056 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Ярославль - Санкт Петербург - Москва
-
Из:Ярославль
Отправлено 20 Июль 2010 - 19:08
Дарю эту фишку всем бесплатно.
.....и пару виртуальных кошелечков

Если долго тужиться - голова закружится!
#10
OFFLINE
sinner
-
- Пользователи+
-
- 1 056 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Ярославль - Санкт Петербург - Москва
-
Из:Ярославль
Отправлено 21 Июль 2010 - 14:54
я вот задумываюсь над рабочим столом с делениями и парой лазерных указок(не точкой а линией)
что есть рабочий стол с делениями ??? пару указок не видел , только одна !
Если долго тужиться - голова закружится!
#11
OFFLINE
3D-BiG
-

- Модератор
-
- 14 572 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 21 Июль 2010 - 15:35
Есть специальные лазеры, дающие крест - там лазер со специальной линзой...
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#12
OFFLINE
sinner
-
- Пользователи+
-
- 1 056 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Ярославль - Санкт Петербург - Москва
-
Из:Ярославль
Отправлено 21 Июль 2010 - 16:43
Вадим, для фокусировки что ли ????
Если долго тужиться - голова закружится!
#13
OFFLINE
3D-BiG
-
- Модератор
-
- 14 572 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 22 Июль 2010 - 11:08
нет - для ориентации и привязки материала...
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#14
OFFLINE
rangerover
-
- Пользователи
-
- 11 сообщений
Студент
-
Из:Кирово-Чепецк
Отправлено 25 Июль 2016 - 15:58
прошу помощи в подборе лазерного станка
итак
я работаю в мебельной компании
есть необходимость в лазерном станке для резки шпона (тонкий не более 1,5мм)
главные критерии
минимум горелых торцев (при резании должно быть минимальное горение шпона)
рабочее поле минимально 900*600 (станки с "протяжкой" крайне приветствуются)
были бы весьма полезны
гравировка логотипа на различных материалах (стекло,керамика,пластики,алюминий)
эпизодическая резка фанеры, мдф, дсп
резка HPL пластика
работа с толстыми заготовками (поднимающийся стол)
бюджет....жестких границ нет...был бы толк...
правила форума читал, форум курил, станками с ЧПУ занимаюсь лет 15 (промышленными), опыт работы с шаговиками, мач, творениями китов и тп имеется
желания сделать станок своими руками-нет
хоть под рукой есть отживший свое станочек с большим рабочим полем и сервами KEB
прошу поделиться своим мнением, основывающимся на опыте
#15
OFFLINE
vv92
-

- Cтарожил
-
- 9 370 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 25 Июль 2016 - 16:15
Хотите подберу Вам стол, излучутель и линзу? Это вроде какаим-то умным словом обзывается, но для меня все просто. У Вас простая задача, только стол в размер подобрать.
А Виталий жмется на азотную станцию, чё.
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#16
OFFLINE
rangerover
-
- Пользователи
-
- 11 сообщений
Студент
-
Из:Кирово-Чепецк
Отправлено 25 Июль 2016 - 16:31
любая информация приближающая меня к результату только приветствуется
тема слишком специфичная-боюсь проворонить важный момент и будет мучительно больно....
форумов накурился до жути, аж голова гудит
в некую концепцию искомого вписывается senfeng sf1610. но это только на первый, поверхностный взгляд
#17
OFFLINE
Tumu
-
- Пользователи
-
- 5 сообщений
Абитуриент
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 25 Июль 2016 - 16:40
Могу посоветовать лазерный станок Veno 690. Трубочку можно поставить 90-100 Вт. Этого должно хватить для резки шпона почти без горелых торцов.
Рабочий стол моторизованный, высота подъема 230 мм. Систему протяжки нужно будет заказывать. (Она мало кому нужна, поэтому ее не возят под реализацию).
Гравировка стекла, керамики и пластиков будет, но алюминий не возьмет( СО2 лазеры не берут металлы).
Фанеру, МДФ, ДСП до 10 мм толщиной лазерная трубка 90-100 Вт порежет.
#18
OFFLINE
rangerover
-
- Пользователи
-
- 11 сообщений
Студент
-
Из:Кирово-Чепецк
Отправлено 25 Июль 2016 - 16:45
Могу посоветовать лазерный станок Veno 690. Трубочку можно поставить 90-100 Вт. Этого должно хватить для резки шпона почти без горелых торцов.
Рабочий стол моторизованный, высота подъема 230 мм. Систему протяжки нужно будет заказывать. (Она мало кому нужна, поэтому ее не возят под реализацию).
Гравировка стекла, керамики и пластиков будет, но алюминий не возьмет( СО2 лазеры не берут металлы).
Фанеру, МДФ, ДСП до 10 мм толщиной лазерная трубка 90-100 Вт порежет.
спасибо
положительные отзывы видел
подумаем
гравировка металлов не критична, нержавейку маркируем специальным электро-химическим прибором (он же берет и чернягу и отчасти медь и латунь, при этом совершенно не берет AL)
#19
OFFLINE
Tumu
-
- Пользователи
-
- 5 сообщений
Абитуриент
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 25 Июль 2016 - 16:58
спасибо
положительные отзывы видел
подумаем
гравировка металлов не критична, нержавейку маркируем специальным электро-химическим прибором (он же берет и чернягу и отчасти медь и латунь, при этом совершенно не берет AL)
Ну если заинтересует, можете писать в личку. Могу помочь с подбором оборудования)
#20
OFFLINE
vv92
-
- Cтарожил
-
- 9 370 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 25 Июль 2016 - 23:43
Тута есть два путя. Либо Вы доверяете малоприятному специалисту, либо сами подтераетесь.
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Темы с аналогичным тегами обработка шпона

Количество пользователей, читающих эту тему: 2
0 пользователей, 2 гостей, 0 анонимных

