
ребят фанера ФСФ 4/4 при резке появляются сколы. уйдут ли они если будет ФК сорт 2/2 как от них избавиться с помощью режимов или инструмента?

Сообщений в теме: 340
#141
Ссылка на это сообщение #141") OFFLINE
OFFLINE
cnc-programmer
-

- Пользователи+
-

- 37 сообщений
Студент
- Пол:Мужчина
- Город:Валуйки
- Интересы:походы выходного дня
-
Из:Валуйки
Отправлено 18 Декабрь 2015 - 03:31
#142
OFFLINE
Lodochnik
-

- Cтарожил
-
- 4 383 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Королев
Отправлено 18 Декабрь 2015 - 10:46
Если по науке, то обороты рассчитываются по формуле - http://www.gravman.ru/speed.htm
Однако данных по скорости резания для древесных материалов мне найти не удалось. Поэтому подбирал эмпирическим путем. Для D6 - 15000/18000 , для D3 - 18000/20000. Из формулы понятно, что диаметр и скорость вращения обратнопропорциональны.
Еще один нюанс, твердосплавные фрезы очень не любят вибраций. То есть станок должен быть жестким и люфты сведены к минимуму, иначе режимы обработки придется уменьшать.
Сколы на фанере побеждал применением компрессионных фрез.
Сообщение отредактировал Lodochnik: 18 Декабрь 2015 - 11:02
С уважением, Олег.
#143
OFFLINE
yaso73
-

- Cтарожил
-
- 8 138 сообщений
Кот CNC
- Пол:Мужчина
- Город:Новосибирск
- Интересы:Очень люблю жить.Очень не люблю когда мне мешают этим заниматься.
-
Из:Новосибирск
Отправлено 18 Декабрь 2015 - 10:59
Нормально ли это? Или всё-таки мы не нашли нужный режим?
Резать фанеру сразу насквозь - удел сильных духом(не делал этого даже 11квт шпинделем на очень жестком станке).Тонкие фрезы любят большие обороты(что-то там про скорости - я не вникал... если заинтересуетесь - разберётесь). Жесткость станка тоже имеет некоторое значение. Люфты там всякие и прочие излишества нехорошие.
Многократно уже упоминались способы резки фанеры.Но это же не повод не задать вопрос.Проблемы то у Вас не с чтением,а с фрезами.
Побольше оборотов(тысяч пятнадцать),поменьше глубину(я бы даже за миллиметр не выходил),побольше скорость.Припуск на черновую(маленький припуск).Чистовой финишный проход(снятие припуска и чистый торец).Хз,как у кого,но у меня хорошие результаты получались при минимальном съёме на большой скорости.Спиральные траектории идут быстрее и ровнее(на любителя).Длину режущей части фрезы поближе к толщине обрабатываемого материала(предположим:если обрабатываем восьмёрку,то режущая часть не больше 12мм).Зажим фрезы в цанге не "под корешок"(т.е. до режущей части из цанги должен торчать кусок хвостовика,читайте,обсуждалось).
Прописные истины.
P.S.Что-то я сегодня подозрительно добрый... 
ребят фанера ФСФ 4/4 при резке появляются сколы. уйдут ли они если будет ФК сорт 2/2 как от них избавиться с помощью режимов или инструмента?
А нет... зря на себя наговариваю... не добрый...
Кровь гориллы смешать со слюной крокодила и добавить два крыла летучей мыши и правую клешню каракумского скорпиона.В смесь медленно влить слёзы бегемота(помешивать осторожно). Варить на медленном огне до первой жабы(либо возле болота,либо возле клуба.Ночью,разумеется).
Выпить залпом.
После этого все начнут Вас понимать с полуслова.Знать какой у Вас станок и фрезы и интуитивно угадывать режимы резания.
Избавляться лучше с помощью режима.Чем строже режим - тем выше воспитательный эффект.Я уже предлагал ипзить операторов по четвергам.Помогает.
P.P.S.Шутка,конечно.Вопрос некорректный.Формулируйте лучше. 
Все замечания и нравоучения носят исключительно юмористический характер.Ни коим образом не затрагивают честь и достоинство собеседника облезлого Кота с форточки.
Кто людям помогает - тот тратит время зря.
Хорошими делами прославиться нельзя.
#144
OFFLINE
le0nard_
-

- Пользователи+
-
- 28 сообщений
Студент
-
Из:alsdkj
Отправлено 20 Декабрь 2015 - 13:34
Пошел по 1мм фрезой 2мм скоростью 1200 оборотов 17000 с припуском 0,25мм до -7 и последний мм без припуска со скоростью 600! Получилось очень хорошо. 15метров реза уже прошел. Отпишусь сколько всего пройдет данная фреза!
Спасибо за помощь
#145
OFFLINE
tamtam
-
- Пользователи+
-
- 36 сообщений
Студент
- Пол:Мужчина
-
Из:Москва
Отправлено 27 Декабрь 2015 - 00:44
Доброго времени суток!
Режем фанеру 8мм фрезами 2мм (как на фото) при режимах подачи 120 мм/мин, 7500 об. сразу насквозь. Проходят по 30 метров и ломаются под корень, хотя с виду всё ещё острые. Пробовали разные скорости подачи/вращения - результат примерно такой же.
Нормально ли это? Или всё-таки мы не нашли нужный режим?
Фанеру девятку режу насквозь 2 мм фрезой... 1300 мм в минуту, 21000 оборотов... бывают умирают, в основном от вибрации плохо закрепленной заготовки, а чтоб на ровном месте - не было... Хотя уверен что это не совсем правильно, но резать даже в 3 прохода - непозволительная роскошь, лучше тогда фрезу 3.175 взять и насквозь без проблем разрезать...
Сообщение отредактировал tamtam: 27 Декабрь 2015 - 00:45
#146
OFFLINE
Sagoth
-
- Пользователи+
-
- 127 сообщений
Бакалавр CNC
-
Из:Екатеринбург
Отправлено 01 Февраль 2016 - 00:41
Подскажите, чем и как можно порезать 3-4мм фанеру 2/2, чтобы не потребовалась дальнейшая обработка? 1500 мелких деталей однако требуется вырезать... Резал однозаходной компрессионкой A1FLX3.12 на всю глубину, без припусков, скорость подачи 30мм/с, частота вращения 18000. Дак мохра остается. От кукурузы и подавно мохра.
Как вариант резать сразу пакет общей толщиной 15мм, но бывает и один лист надо, так что буду благодарен, если подскажите по обоим вариантам
P.S. Станок руиджи 1212 на косозубых рейках, шпиндель 2.2квт
Сообщение отредактировал Sagoth: 01 Февраль 2016 - 02:01
#147
OFFLINE
Минивен
-
- Пользователи+
-
- 568 сообщений
Доктор CNC
- Пол:Мужчина
-
Из:Одинцово
Отправлено 01 Февраль 2016 - 02:16
Подскажите, чем и как можно порезать 3-4мм фанеру 2/2, чтобы не потребовалась дальнейшая обработка? 1500 мелких деталей однако требуется вырезать... Резал однозаходной компрессионкой A1FLX3.12 на всю глубину, без припусков, скорость подачи 30мм/с, частота вращения 18000. Дак мохра остается. От кукурузы и подавно мохра.
Как вариант резать сразу пакет общей толщиной 15мм, но бывает и один лист надо, так что буду благодарен, если подскажите по обоим вариантам
P.S. Станок руиджи 1212 на косозубых рейках, шпиндель 2.2квт
К сожалению, всё равно придётся доп.обработка...
Всё, что есть хорошего в жизни, либо аморально, либо ведёт к ожирению.
Когда я вижу эту новую жизнь, эти сдвиги, мне не хочется улыбаться, мне хочется молиться!
#148
OFFLINE
Sagoth
-
- Пользователи+
-
- 127 сообщений
Бакалавр CNC
-
Из:Екатеринбург
Отправлено 01 Февраль 2016 - 02:53
К сожалению, всё равно придётся доп.обработка...
Много? Резать надо ящики 90х200мм, будет приличное количество соединений ящечных (шип-паз), вот их фигово обрабатывать.. Если бы просто абразивной губкой махнуть 1-2 раза, то уже не так страшно.
Я 15мм фанеру компрессионкой резал и вообще никакая обработка не требовалась, идеальный рез был
Сообщение отредактировал Sagoth: 01 Февраль 2016 - 02:54
#149
OFFLINE
yaso73
-
- Cтарожил
-
- 8 138 сообщений
Кот CNC
- Пол:Мужчина
- Город:Новосибирск
- Интересы:Очень люблю жить.Очень не люблю когда мне мешают этим заниматься.
-
Из:Новосибирск
Отправлено 01 Февраль 2016 - 09:28
Пилить такое надо на форматнике(быстро+недорого).Шипы резать можно на чпу,но совсем не так,как это делаете Вы.
Лучше поставить пачку заготовок вертикально и резать торец.Сложно на словах объяснить.Погуглите как режут шипы и проушины ручными фрезерами.Возможно придётся сделать нехитрую приспособу на станок.Для фиксации заготовок.Упрощает всё в разы.
А если своего форматника нет - всё равно посчитайте скорость выполнения на стороне+экономию на фрезах+разгрузку собственного оборудования.
Дак мохра остается.
Уменьшить подачу,как вариант.Ещё можно не однозаходную взять.Убедиться,что компрессионка работает правильно,а не подрывает одной стороной.
Все замечания и нравоучения носят исключительно юмористический характер.Ни коим образом не затрагивают честь и достоинство собеседника облезлого Кота с форточки.
Кто людям помогает - тот тратит время зря.
Хорошими делами прославиться нельзя.
#150
OFFLINE
Admin
-

- Главные администраторы
-
- 1 838 сообщений
"Добрый" Админ
- Пол:Мужчина
-
Из:Мир-CNC
Отправлено 01 Февраль 2016 - 09:35
как можно порезать 3-4мм фанеру 2/2, чтобы не потребовалась дальнейшая обработка? 1500 мелких деталей однако требуется вырезать... Резал однозаходной компрессионкой A1FLX3.12 на всю глубину, без припусков, скорость подачи 30мм/с, частота вращения 18000. Дак мохра остается.
Нижний зуб фрезы до верхнего края фанеры не достает?
Незнание правил форума не освобождает от ответственности!
Правила для раздела «Доска объявлений»
Вопросы по работе форума
Правила для раздела «Доска объявлений»
Вопросы по работе форума
#151
OFFLINE
Карпуха
-
- Пользователи+
-
- 277 сообщений
Бакалавр CNC
- Пол:Мужчина
-
Из:Новосибирск
Отправлено 01 Февраль 2016 - 13:40
Подскажите, чем и как можно порезать 3-4мм фанеру 2/2, чтобы не потребовалась дальнейшая обработка?
Резал однозаходной компрессионкой A1FLX3.12 на всю глубину, без припусков,
В Гравмане сейчас есть компрессионка ф2мм K1FLX32005.
Фанеру 3-4мм гораздо лучше ей пилить.
Ничего не сделано, если что-то не доделано!
#152
OFFLINE
Sagoth
-
- Пользователи+
-
- 127 сообщений
Бакалавр CNC
-
Из:Екатеринбург
Отправлено 01 Февраль 2016 - 15:16
Пилить такое надо на форматнике(быстро+недорого).Шипы резать можно на чпу,но совсем не так,как это делаете Вы.
Лучше поставить пачку заготовок вертикально и резать торец.Сложно на словах объяснить.Погуглите как режут шипы и проушины ручными фрезерами.Возможно придётся сделать нехитрую приспособу на станок.Для фиксации заготовок.Упрощает всё в разы.
А если своего форматника нет - всё равно посчитайте скорость выполнения на стороне+экономию на фрезах+разгрузку собственного оборудования.
Уменьшить подачу,как вариант.Ещё можно не однозаходную взять.Убедиться,что компрессионка работает правильно,а не подрывает одной стороной.
Своего форматника нет, оборудование не загружено. Если отдавать на сторону, то только в лазер, а это жженые края (ну гамно же) и более 50% дохода уйдет на сторону (при своем свободном оборудовании как-то стремно это). Про вертикальный торец я понял. Откалывать крайние слои фанеры не будет при этом? Приспособу даже можно не делать, т.к. высота стенки 90мм, а портал 200мм. Получается я вырезаю заготовки нужной геометрии, потом собираю в пакет, кладу на торец и режу шипы, так?
Нижний зуб фрезы до верхнего края фанеры не достает?
Имеется в виду вот эта зона? Картинка первая с гугля, для примера . Если да, то не достает
. Если да, то не достает
В Гравмане сейчас есть компрессионка ф2мм K1FLX32005.
Фанеру 3-4мм гораздо лучше ей пилить.
Спасибо!
#153
OFFLINE
Admin
-
- Главные администраторы
-
- 1 838 сообщений
"Добрый" Админ
- Пол:Мужчина
-
Из:Мир-CNC
Отправлено 01 Февраль 2016 - 20:34
Имеется в виду вот эта зона?
Нет. Речь о зубе, который давит материал наверх (на картинке справа). 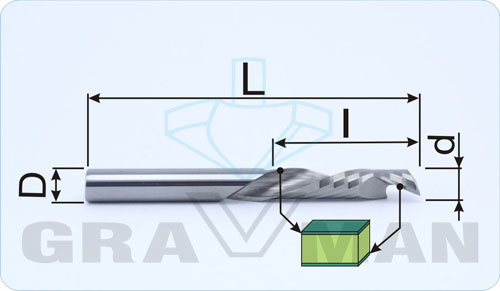
Область этого зуба не должна доходить до верхнего слоя фанеры.
Махра остается на верхнем или нижнем крае фанеры?
Незнание правил форума не освобождает от ответственности!
Правила для раздела «Доска объявлений»
Вопросы по работе форума
Правила для раздела «Доска объявлений»
Вопросы по работе форума
#154
OFFLINE
Sagoth
-
- Пользователи+
-
- 127 сообщений
Бакалавр CNC
-
Из:Екатеринбург
Отправлено 01 Февраль 2016 - 22:59
На верхнем крае. Скорее всего фанера остается в зоне этого зуба, т.к. фанера была 4мм, а рабочая часть фрезы 17мм
P.S. У меня была 4мм фанера, но резать надо будет 3мм!
P.S. У меня была 4мм фанера, но резать надо будет 3мм!
#155
OFFLINE
ZhivotovS
-
- Пользователи
-
- 6 сообщений
Абитуриент
-
Из:Екатеринбург
Отправлено 13 Февраль 2016 - 14:43
Режу фанеру фрезами Гравман с подачей стружки вниз. Обычно это двузубчатые прямые фрезы от 1мм до 3.175мм Устраивает, что лицевая сторона без сколов (конечно зависит от качества фанеры), а вот нижняя сторона часто откалывается. Да еще "бахрома" остается. Бахрому убираю наждачкой или маникюрными пилками (покупаю набор Zinger, там разные пилки с разной зернистостью). А вот сколы... Можно конечно зашпаклевать, но хотелось бы чтоб без шпаклевки. Под фанеру ложу подложку (из фанеры же), чтоб стол не прорезался. Саму заготовку креплю или саморезами по краям или на двусторонний скотч (например 3мм фанеру). Думал, может бахрома и сколы из-за того, что стружке некуда уходить, попробовал приподнять материал, подложив 3 мм полоски фанеры - стало еще хуже. Может кто что посоветует?
Фреза 3.175, подача 1500 мм/мин, 15000-18000 об/мин, Z - 3 мм. за проход. 10 мм. прорезаю с припуском на финишную обработку в 2 мм.
Станок Beaver 25 AVLT
Сообщение отредактировал ZhivotovS: 13 Февраль 2016 - 14:45
#156
OFFLINE
Карпуха
-
- Пользователи+
-
- 277 сообщений
Бакалавр CNC
- Пол:Мужчина
-
Из:Новосибирск
Отправлено 13 Февраль 2016 - 16:02
Думал, может бахрома и сколы из-за того, что стружке некуда уходить, попробовал приподнять материал, подложив 3 мм полоски фанеры - стало еще хуже. Может кто что посоветует?
Вы, когда сверлите отверстие в дереве, и, чтобы снизу не было сколов - наверняка подкладываете ровную дощечку и плотно прижимаете изделие? Так? Вот и с фрезеровкой фрезой со стружкой вниз тоже самое. Нужно, чтобы материал плотнее прилегал к рабочему столу. Тогда и сколов внизу будет меньше. Пока фреза новая, то сколов практически нет. Как только подтупится, сразу начинает появляться бахрома. Не хотите сколов совсем - используйте компрессионную фрезу.
Ничего не сделано, если что-то не доделано!
#157
OFFLINE
3D-BiG
-

- Модератор
-
- 14 719 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 13 Февраль 2016 - 16:24
Под фанеру ложу подложку (из фанеры же), чтоб стол не прорезался. Саму заготовку креплю или саморезами по краям или на двусторонний скотч (например 3мм фанеру). Думал, может бахрома и сколы из-за того, что стружке некуда уходить, попробовал приподнять материал, подложив 3 мм полоски фанеры - стало еще хуже. Может кто что посоветует?
Для таких целей есть в Gravman.ru компрессионная фреза K1FLX32005 диаметром 2мм и рабочей кромкой 5мм - у нее зона нижней заточки как раз оптимальна для 3мм фанеры.. Недавно брал парочку для демонстрации клиенту - чел был в восторге!!!!
Правда брал еще парочку фрез для испытания с новыми типами заточки (K3DRX618 и K4DRX618), которые в себе совмещают в заточке элементы с цельной кромкой и со стружколомом (первая как фреза- кукуруза на рейсмусах, а вторая с двумя гладкими кромками, и с двумя - стружколомными), но не успел попробовать.... Надо будет на заводе на станках на них погонять - посмотреть на сколько задумка проявит себя в действительности...
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#158
OFFLINE
ZhivotovS
-
- Пользователи
-
- 6 сообщений
Абитуриент
-
Из:Екатеринбург
Отправлено 13 Февраль 2016 - 16:56
Вы, когда сверлите отверстие в дереве, и, чтобы снизу не было сколов - наверняка подкладываете ровную дощечку и плотно прижимаете изделие? Так? Вот и с фрезеровкой фрезой со стружкой вниз тоже самое. Нужно, чтобы материал плотнее прилегал к рабочему столу. Тогда и сколов внизу будет меньше. Пока фреза новая, то сколов практически нет. Как только подтупится, сразу начинает появляться бахрома. Не хотите сколов совсем - используйте компрессионную фрезу.
Спасибо! Дело в том, что я подложку вдоль и поперек пазами прорезал. Получилась как шахматная доска. Как раз для того, чтоб было куда стружке деваться. Переделаю на ровную.
Для таких целей есть в Gravman.ru компрессионная фреза K1FLX32005 диаметром 2мм и рабочей кромкой 5мм - у нее зона нижней заточки как раз оптимальна для 3мм фанеры.. Недавно брал парочку для демонстрации клиенту - чел был в восторге!!!!
Правда брал еще парочку фрез для испытания с новыми типами заточки (K3DRX618 и K4DRX618), которые в себе совмещают в заточке элементы с цельной кромкой и со стружколомом (первая как фреза- кукуруза на рейсмусах, а вторая с двумя гладкими кромками, и с двумя - стружколомными), но не успел попробовать.... Надо будет на заводе на станках на них погонять - посмотреть на сколько задумка проявит себя в действительности...
А я на 3 мм. брал H2DLX31005, E2DLX31003 и H2DLX31506. Миллиметровой работать очень долго, так как материал снимает не более 0,5 от диаметра. Три фрезы с рабочей кромкой 5 мм. сломал, когда хотел чтоб побыстрее и пробовал различные параметры работы. Самое то - это 3 мм кромка. Ну а 1,5 мм фреза - понадежнее. Попробую заказать рекомендуемый Вами инструмент. Смотрел тоже на однозаходные. В чем их разница? Всегда казалось, что 2 зуба лучше.
#159
OFFLINE
oiv66
-
- Пользователи+
-
- 263 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:Новосибирск
-
Из:Сибири
Отправлено 13 Февраль 2016 - 23:04
Увас всегда будут сколы снизу и конкретно из-за пазов в подложке. Компрессионные фрезы именно для этого.
#160
OFFLINE
Sagoth
-
- Пользователи+
-
- 127 сообщений
Бакалавр CNC
-
Из:Екатеринбург
Отправлено 13 Февраль 2016 - 23:57
Я заказал у гравмана компрессионку 2мм. Подскажите, какие параметры подачи и оборотов выставлять? Если фанера 3мм, то резать на глубину 3.1мм, правильно ведь?)
Темы с аналогичным тегами обработка фанеры, Раскрой фанеры


Количество пользователей, читающих эту тему: 3
0 пользователей, 3 гостей, 0 анонимных

