Две ШВП - два мотора?
Безусловно!


Абсолем CNC:)

Отправлено 18 Октябрь 2016 - 19:06
Две ШВП - два мотора?
Безусловно!
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
Доктор CNC

Отправлено 18 Октябрь 2016 - 19:13
Безусловно!
Ну, мало ли...
Может, Вы эксперименты любите )).
Бакалавр CNC

Отправлено 18 Октябрь 2016 - 19:32
Добиться сотки на станке портального типа - что-то не верится. Все-таки жесткость не та. Даже станки консольного типа не всегда могут такую точность обеспечить. Ей богу, без обид, сходите на какой-нибудь машиностроительный завод да посмотрите на шлифовальные станки. С мужиками побеседуйте. Поверьте, порой простой фрезеровщик может дать дельный совет, поскольку именно он работает с железом.
Абсолем CNC:)

Отправлено 18 Октябрь 2016 - 19:45
Добиться сотки на станке портального типа - что-то не верится.
Портальный станок портальному рознь, ибо правильные станки с неподвижным порталом такое обеспечивают без проблем...
Все-таки жесткость не та
А это уже ну никак НЕ связано с типом станка, а с тем, что "львам мяса недокладывают" (с)
Даже станки консольного типа не всегда могут такую точность обеспечить.
На консольных обеспечить жесткость сложнее по сравнению с портальными с неподвижным порталом....
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
Доктор CNC
Отправлено 18 Октябрь 2016 - 19:51
Добиться сотки на станке портального типа - что-то не верится. Все-таки жесткость не та.
Дело в том, что для ловли соток нужна пара: человек - станок. )
Причем существует прикольная закономерность: если человек "приспособлен" сотки ловить, а станок нет, то сотки на изделии ловиться таки будут ( пусть и не со 100% гарантией ), а вот если из пары только станок приспособлен сотки ловить, а человек - нет, то все плохо.))
Сообщение отредактировал nklw: 18 Октябрь 2016 - 19:53
Бакалавр CNC
Отправлено 18 Октябрь 2016 - 20:09
Портальный станок портальному рознь, ибо правильные станки с неподвижным порталом такое обеспечивают без проблем...
А это уже ну никак НЕ связано с типом станка, а с тем, что "львам мяса недокладывают" (с)
На консольных обеспечить жесткость сложнее по сравнению с портальными с неподвижным порталом....
Согласен, что станки бывают разные. Вот только не понял - портальный с неподвижным порталом - это как? Станок консольного типа - типичный представитель это вертикально-фрезерный станок. Жесткость его гораздо выше портальных станков.
Дело в том, что для ловли соток нужна пара: человек - станок. )
Причем существует прикольная закономерность: если человек "приспособлен" сотки ловить, а станок нет, то сотки на изделии ловиться таки будут ( пусть и не со 100% гарантией ), а вот если из пары только станок приспособлен сотки ловить, а человек - нет, то все плохо.))
Ну согласен. В свое время блоху подковали без станков и микроскопов. Но все-таки это исключение из правил. Для себя можно это поймать даже напильником, но потом выходить с этим в серию - боязно. Ведь и автопром многие предпочитают отнюдь не российский. Хотя есть спецы, что и на "Калине" до Владивостока доезжают.
Сообщение отредактировал SNB: 18 Октябрь 2016 - 20:11
Абсолем CNC:)
Отправлено 18 Октябрь 2016 - 20:24
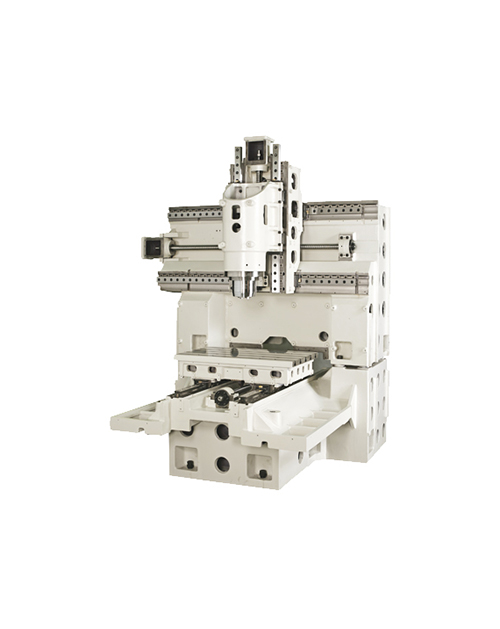
Вот только не понял - портальный с неподвижным порталом - это как?
Очень просто: портал неподвижен, а подвижен рабочий стол...
На этом станке это все четко видно:

А этот китаец с неподвижным порталом обеспечивает точность 0.012 на 300mm, а повторяемость 0.01mm даже в базовой конфигурации, а в расширенной конфигурации с оптическими линейками - еще выше....

Сообщение отредактировал 3D-BiG: 18 Октябрь 2016 - 20:31
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
Доктор CNC
Отправлено 18 Октябрь 2016 - 20:31
Ну согласен. В свое время блоху подковали без станков и микроскопов. Но все-таки это исключение из правил. Для себя можно это поймать даже напильником, но потом выходить с этим в серию - боязно. Ведь и автопром многие предпочитают отнюдь не российский. Хотя есть спецы, что и на "Калине" до Владивостока доезжают.
Ну, где-то для себя, где-то разовый точный заказ, где-то мелкая партия... )
Если человек чувствует, что способен выдержать необходимые размеры, то почему бы и нет?
Вот смотрите.
У меня есть большой общепромышленный токарно-винторезный станок. И у знакомых моих есть, и у их знакомых.
Ко всем практически постоянно подходят с просьбами выточить какие-либо валы - допустим, на циркулярку доски пилить.
И ведь ни одному заказчику и в голову не приходит, что на том же валу для циркулярки три посадочных места, где цена деления нониуса станка не позволяет ловить эти самые необходимые сотки.
Но ведь все токаря их ловят без проблем, используя опыт - на цапфы припуск 0,01-0,02 мм, на посадку шкива так-же, опоры под подшипники стараются выводить в нули - и это при том, что цена деления нониуса в лучшем случае 0,05, а иногда ( как у меня на поперечной подаче ) и вовсе 0,1мм.
И ведь это постоянная работа, а не исключение. 
Абсолем CNC:)
Отправлено 18 Октябрь 2016 - 21:18
Добиться сотки на станке портального типа - что-то не верится.
Да ладно, сотка сотке рознь, и добивание добиванию тоже.
Мне нужно
1. Непрямолинейность осей X и Y - 0,05мм на метр.
2. Дискретность позиционирования - 0,005мм.
3. Люфт по осям X и Y не хуже 0,05мм.
4. Жесткость оценить не знаю как, но сейчас она никакая.
Может правильнее сказать, что изделия мне делать от 30 до 2500мм по 10-му квалитету? И чем проще этого мне добиваться, тем лучше.
Да поди я и "квалитет" понимаю как чайник!..
Сообщение отредактировал lkbyysq: 18 Октябрь 2016 - 21:20
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
Бакалавр CNC
Отправлено 18 Октябрь 2016 - 21:30
Очень просто: портал неподвижен, а подвижен рабочий стол...
На этом станке это все четко видно:
А этот китаец с неподвижным порталом обеспечивает точность 0.012 на 300mm, а повторяемость 0.01mm даже в базовой конфигурации, а в расширенной конфигурации с оптическими линейками - еще выше....
Честно - впервые вижу такую компоновку. И мне непонятно, почему не сделали консоль, но это уже не по теме. Наверняка тому есть причины. Но заметьте, что даже эти станки обеспечивают точность на уровне сотки.
Ну, где-то для себя, где-то разовый точный заказ, где-то мелкая партия... )
Если человек чувствует, что способен выдержать необходимые размеры, то почему бы и нет?
Вот смотрите.
У меня есть большой общепромышленный токарно-винторезный станок. И у знакомых моих есть, и у их знакомых.
Ко всем практически постоянно подходят с просьбами выточить какие-либо валы - допустим, на циркулярку доски пилить.
И ведь ни одному заказчику и в голову не приходит, что на том же валу для циркулярки три посадочных места, где цена деления нониуса станка не позволяет ловить эти самые необходимые сотки.
Но ведь все токаря их ловят без проблем, используя опыт - на цапфы припуск 0,01-0,02 мм, на посадку шкива так-же, опоры под подшипники стараются выводить в нули - и это при том, что цена деления нониуса в лучшем случае 0,05, а иногда ( как у меня на поперечной подаче ) и вовсе 0,1мм.
И ведь это постоянная работа, а не исключение.
Да знаю я это. На заводах станки 60-х годов стояли. Так вот токарь на своем станке может сразу на первой детали размер вывести, а на соседнем уже полдня приноравливается. Мы на своем вертикально-фрезерном станке ЧПУ с GSK-980 тоже не сразу сотки выловили. Хотя стойка изначально вроде тысячные даже ловит, а вот инструмент инструменту рознь.
Я не отрицаю возможность создания станка с такой точностью, как хочет топикстартер. И мои замечания не стоит воспринимать, как отрицание такой возможности. Лично я уже давно отношусь к критике в свой адрес, что возможно в этой критике есть рациональное зерно и где-то что-то надо принять во внимание. Точно также я людям говорю о возможных проблемах не с целью отбить желание, а с целью обратить внимание на какие-то вещи.
Удачи в совершенствовании станка.
Доктор CNC
Отправлено 19 Октябрь 2016 - 07:00
Я не отрицаю возможность создания станка с такой точностью, как хочет топикстартер. И мои замечания не стоит воспринимать, как отрицание такой возможности.
Забавно, но я-то как раз ОТРИЦАЮ возможность сделать из деревообрабатывающего портальника станок, предназначенный для обработки металлов с точностью 0,01 мм.
Если такой станок ( после любых переделок ) будет позиционироваться именно как: "предназначенный для обработки металлов с точностью до 0,01 мм.", то я в это не поверю.
Но если вопрос будет ставиться более вольно, примерно так: возможно ли "ловить" сотки на качественно модернизированном портальнике, где максимально ровно выставлены направляющие, устранены всевозможные люфты, увеличена жесткость рамы, усовершенствованы передачи и т.д. и т.п.?
- ловить думающему человеку с прямыми руками, перфекционистскими замашками, терпеливому, занудному и относительно трезвому?
- да, можно. ( особенно, если выбор невелик ))
p.s. По-моему, об одном и том же говорим )).
Сообщение отредактировал nklw: 19 Октябрь 2016 - 07:31
Абсолем CNC:)
Отправлено 19 Октябрь 2016 - 23:27
И мне непонятно, почему не сделали консоль,
А мне понятно, ибо для получения аналогичной жесткости на консольном станке при таком поле металла понадобится гораздо больше.... Простые истины сопромата....
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
Кот CNC

Отправлено 20 Октябрь 2016 - 08:16
Все замечания и нравоучения носят исключительно юмористический характер.Ни коим образом не затрагивают честь и достоинство собеседника облезлого Кота с форточки.
Кто людям помогает - тот тратит время зря.
Хорошими делами прославиться нельзя.
Гуру CNC
Отправлено 20 Октябрь 2016 - 10:42
К теме о жесткости и портальных станках для металлообработки:
Первый станок 6500 кг, второй 32 000 кг...

Абсолем CNC:)
Отправлено 20 Октябрь 2016 - 19:04
Первый станок 6500 кг, второй 32 000 кг...
Не, Дятел рулит. Килограмм 500.
Вот ночью люминь пильнули. Отжим/люфт две-три десятки. Много.
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
0 пользователей, 1 гостей, 0 анонимных


Community Forum Software by IP.Board Русификация от IBResource
Лицензия зарегистрирована на: Мир CNC


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}