(выходной транзистор один всего лишь сдох)
mihams, спасибо, проверю, только у меня по осям Х и Y это,
всё равно проверю IRF540N 100V 33A
Проверил, живые
Сообщение отредактировал ads: 15 Июль 2016 - 19:24


Студент

Отправлено 15 Июль 2016 - 19:12
(выходной транзистор один всего лишь сдох)
mihams, спасибо, проверю, только у меня по осям Х и Y это,
всё равно проверю IRF540N 100V 33A
Проверил, живые
Сообщение отредактировал ads: 15 Июль 2016 - 19:24
Гуру CNC
Отправлено 15 Июль 2016 - 19:19
mihams, спасибо, проверю, только у меня по осям Х и Y это, всё равно проверю
вы вероятно прочитали плохо...
транзистор в Yako сгорел. и пока я его ремонтировал поставил китайский CW8060, который глючил так же как у вас.
а с Yako вообще никогда проблем не знал )
Студент
Отправлено 15 Июль 2016 - 19:35
mihams, извините, невнимательно прочитал, понял
я о том же, китаец CW250 балдеет, Вы подтверждаете факт, спасибо
и дополнительно, в подтверждение, задаю прямую линию 1000 мм/мин, но по осциллографу вижу, что импульсы валяться не стабильно, а с какими-то дерганиями, этого не должно быть
и когда рукой пытаюсь оценить, как крутиться винт при 1000 мм/мин, субъективно кажется тоже неравномерно крутит
так и где же взять "чистый" драйвер,
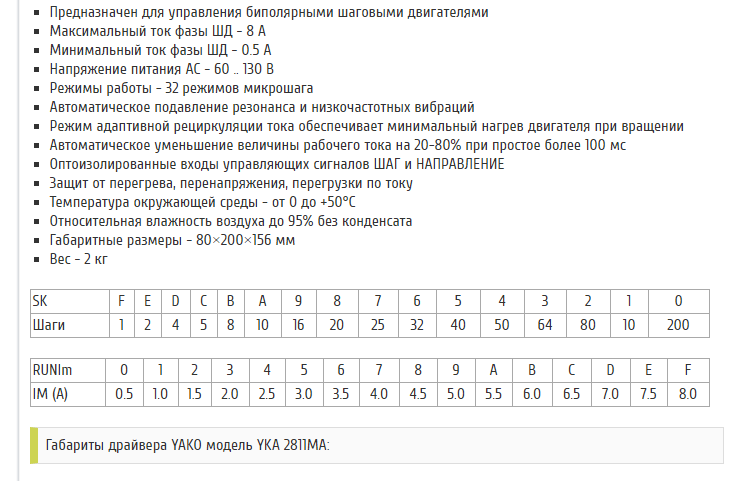
Yako, как всегда много, у Вас какой ?
контроллер внутри Yako не знаете какой ?
http://en.ofweek.com...11-1233716.html
http://yako123.en.ma...-in-china.com/
Сообщение отредактировал ads: 15 Июль 2016 - 19:52
Гуру CNC
Отправлено 15 Июль 2016 - 19:56
Это было 4 года назад... по виду на этот http://www.yusto.ru/...-2811ma-detail/ похож.
Сейчас у меня ничего нет на шаговых... все станки на серваках.
Гуру CNC
Отправлено 15 Июль 2016 - 20:14
сменил работодателя )))
тут на оборудовании не экономят.
мало кто понимает, что не нужно слушать манагеров и смотреть на цену
я когда устраивался мне ген.директор сказал "твое дело чтоб производство работало, а мое дело продать" )
вымирающий тип работодателей)
Гуру CNC
Отправлено 15 Июль 2016 - 20:38
mihams, спасибо, подскажете фрезер на серве ? обратная связь - линейки, или остался энкодер
да Бивера 25 обычные. Ровер еще есть.
мы двери мдф делаем. нам от фрезера надо побольше скорость подачи и побольше дури в шпинделе ))) и чтоб не глючил самое главное))
помоему на всех, даже крутых, деревообрабатывающих стоят энкодеры. точности обработки не те )
Бивера вроде как это Квик покрашенный в синий для Ками.
офигительно не прихотливые. могут 24/7 год работать и хоть бы хны ему, причем режимы нормальные: 50мм фреза фасонная на 10м/мин 10мм съём
Студент
Отправлено 15 Июль 2016 - 20:47
mihams, спасибо, у нас задачи попроще,
что нибудь недорогое из драйверов для ШД с обратной связью энкодер
вот нашёл на Тао Бао за 84 USD вроде как для ШД с энкодером вроде как на 3 двигателя
прошу рецензий и замечаний по такому приводу
https://world.taobao...0.IaYCLA#detail

если кто хочет подробнее про драйверные проблемы
http://www.cnc-club....=288224#p288224
Сообщение отредактировал ads: 15 Июль 2016 - 22:24
Абсолем CNC:)

Отправлено 16 Июль 2016 - 03:54
Бивера вроде как это Квик покрашенный в синий для Ками
Позапускал далеко не один десяток КВИК-ов разных, с не одним десятков Биверов разных типов имел дело - станки разные, и не только в цвете разница... А вот КВИК и Адверкут - один производитель..
что нибудь недорогое из драйверов для ШД с обратной связью энкодер
А зачем энкодер? Дополнительного момента он НЕ даст, а констатировать факт, что все - потеряли шаги, все равно приведет к запоротой заготовке... На хороших драйверах при хорошем запасе момента у шаговиков все работает хорошо - подтверждение этого те же станки КВИК (на рамах К30, К45 - там Yako2811МА стоит, в отличии от маломерка К6100, где тыкают "лишайники", которые грешат припаивание разъемов очень агрессивным кислотным флюсом, из-за чего через некоторое время приходится отгребать проблемы или с самими разъемами, когда ножки выгорают, или с дорожками печатной платы - не единожны на такое попадал, а в старых еще были и другие проблемы - МА860 от самого "лишайника", по моей старой статистике, мерли чаще чем клоны), Биверы, Хинтечи и многие другие производители, которые ставят нормальные Yako, а не всякое рожно самопальное второго и третьего эшелона производителей, с драйверами которых играем в орлянку: повезет или не повезет... Ведь недаром говорится, что кроилово приводит к попадалову, ибо экономия на качестве драйверов слишком дорогое и нервное дело в виде кучи запоротого материала и фрез, и испорченных отношений с заказчиками..
Сообщение отредактировал 3D-BiG: 16 Июль 2016 - 04:00
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
Реаниматор CNC

Отправлено 16 Июль 2016 - 12:32
что нибудь недорогое из драйверов для ШД с обратной связью энкодер
Накойхер? (фамилия такая). Поставьте надежные безглючные драйвера, те самые Yako (и, возможно, шаговые моторчики от надежного производителя), и забудьте о проблеме. Все остальное - излишняя трата денег.
Переделка на настоящие сервомоторы (трехфазные синхронные) может быть оправдана - но эта задача недешевая и далеко не самая тривиальная.
Гуру CNC
Отправлено 16 Июль 2016 - 14:50
Позапускал далеко не один десяток КВИК-ов разных, с не одним десятков Биверов разных типов имел дело - станки разные, и не только в цвете разница... А вот КВИК и Адверкут - один производитель..
http://www.stanki.ru...r_25_avlt8_b_u/ - эту модель имел ввиду
на шаговых 25 и 24 ковырял... ну не правильные они) глюки есть и подачи все таки маловаты... и стойку не ставят на них... короче бюджетный уже вариант идет
шаговики с энкодерами один раз в живую видел
на серво конечно переводить я б тоже не стал... если конечно нет лишних времени и денег), а про хорошие драйвера мой первый пост и был в этой теме.
Абсолем CNC:)

Отправлено 16 Июль 2016 - 16:56
ads, Вы в этой теме утверждаете три вещи.
1. Неравномерное линейное перемещение.
2. Возврат в ноль всегда точен.
3. Виноваты драйвер+двигатель.
Из второго следует, что количество импульсов, получаемых двигателем в прямом и обратном направлениях всегда одинаково.
Шаговый же двигатель сконструирован таким образом, что имеет стандартный не поделённый шаг 1,8 градуса и весьма высокую точность позиционирования, чем и славен. 200 шагов на оборот. 200 шагов на 5мм. Один шаг - 0,025мм. Две с половиной сотки.
У вас ошибки до миллиметра. Один миллиметр - это 40 шагов.
Скажите мне пожалуйста, если с механикой все в порядке и винт с идеальным шагом, куда драйвер девает эти 40 шагов? Или откуда берет лишние? Где у него карман для заначки, чтобы он смело при возвращении назад мог сделать вид , что ничего не произошло и что он ничего не потерял по дороге? Или быть может ШД прячет эти 40 шагов? Где?
И это еще не поделенные драйвером шаги двигателя. У Вас умный драйвер, он умеет заставить ШД поделить свой шаг на четыре примерно равные части. Итого по факту 160 шагов. Цирк прямо. Шляпа на 160 кроликов.
Сообщение отредактировал lkbyysq: 16 Июль 2016 - 17:03
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
Студент
Отправлено 16 Июль 2016 - 19:39
пробовали установить более мощный драйвер с мощным ШД, момент на валу значительный, ток потребления ШД вырос с 2 Ампер до 6, плюс напряжение выше, НО проблема сохраняется
отсоединили гайку ШВП от суппорта, люфта не выявлено,
установили на гайку пластину с упором на направляющие - погрешностей нет при перемещениях - к винту претензий нет
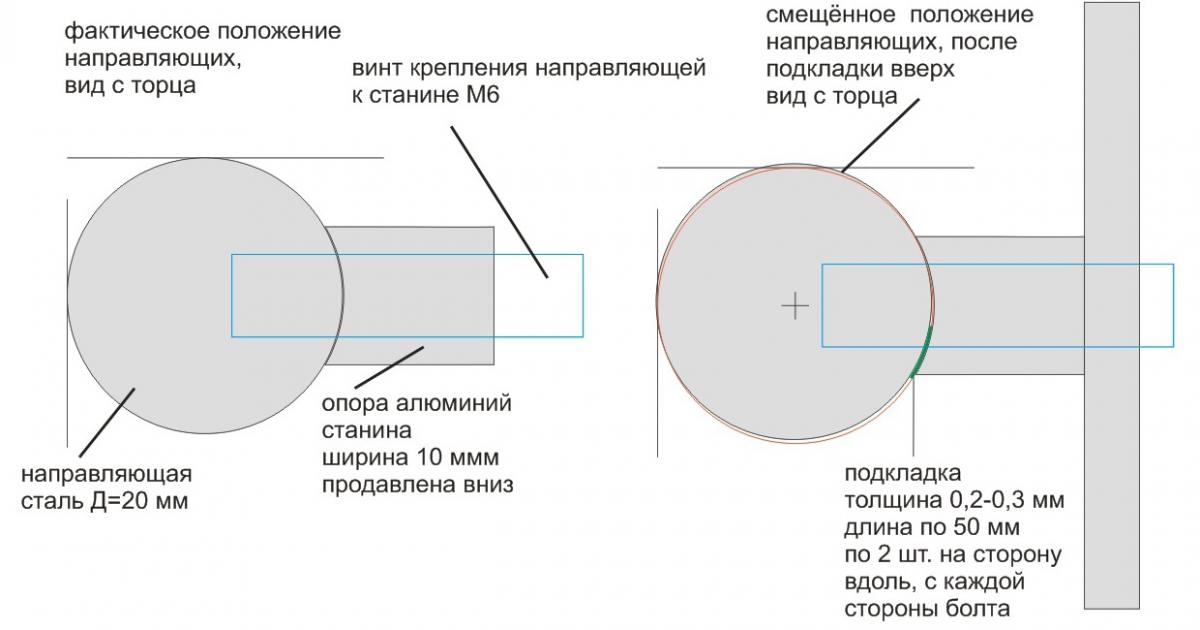
всё таки решили, что нужно направляющие подстраивать по наклону, хотя при промеривании отклонения не обнаружили
предположение - алюминиевая станина оси Х - точнее её опоры тоже алюминиевые, шириной 10 мм просели от постоянных нагрузок суппорта вниз
отсюда, поскольку рычаг от стола до нижней направляющей - 250 мм, перекос конца фрезы в 1 мм на направляющей будет 0,2 мм, что измерить у нас не получилось
так что lkbyysq, я думаю Вы оказались правы, как говориться направляющие "волной"
просели от времени на алюминиевой станине оси Х, и именно в том месте, где в большинстве оставляли при неработе суппорт
СОВЕТ, на точных станках по металлу, суппорт по окончании работы не остаётся висеть, его упирают в подставку
чертёж для выравнивания оси - ниже , подкладками возле винтов крепления направляющих к станине
других вариантов нет
спасибо всем большое
3D-BiG, Вы правы, запас по мощности ШД снимает проблемы пропуска
поскольку на наших драйверах повысить ток для создания большего момента на ШД не получиться (ШД у нас всегда холодный), попробуем подкинуть напряжение, по крайней мере сейчас понятно, что если не выдержат ключи в драйвере
IRF540N 100V 33A, их не проблема установить выше напряжением
Бакалавр CNC
Отправлено 17 Июль 2016 - 03:48
Я как раз диагностирую станок у ADS. Добавлю от себя. В общем когда на родном шаговике пытались управлять пачками импульсов от отдельного генератора, то была такая ситуация:
Двигатель на холостую - вал двигателя при получении 1600 импульсов всегда делал полный оборот. Проверяли по рискам на валу и корпусе двигателя. Подсоединяем вал и начинается пляска. Даже на слух было слышно, а по рискам и видно, что шаги не одинаковые, то в "+", то в "-". Такое впечатление, что где-то как-то напряжение возникает, а это "-", а потом точку напряжения проходит - получаем "+". Именно поэтому измерения на гайке ШВП тоже плясали.
Поставили более мощный движок. При управлении пачками импульсов уже вал двигателя и под нагрузкой всегда делает полный оборот. Соответственно и расхождений на гайке ШВП уже не заметили. Но по кончику фрезы остались.
Вопрос - из какого-материала должна быть сделана балка портала? У нас она из литого алюминия в виде швеллера. Винт ШВП крутится посредине швеллера, а на стенках-стойках швеллера (то есть они тоже алюминиевые) закреплены круглые линейные направляющие.
У большинства станков балка на портале - это квадратная труба 150*150 или больше, передача зубчатая, линейные направляющие - профильные. Соответственно все закреплено непосредственно на балке, без всяких стоек.
Абсолем CNC:)
Отправлено 17 Июль 2016 - 07:36
Не в материале дело, а в конструкции ,и не только балки, а всего станка, ибо через меня проходило большое количество (несколько сотен) станков с алюминиевым порталом (тянутый алюминиевый профиль специально сделанный для порталов,в виде тавра где дополнительно под кругляки направляющих специально сделаны выступающие посадочные места, одно угловое-базовое, второе плоское - для отстройки параллельности по каретке) и литыми из алюминия стойками портала, собранных по всем осям на круглых направляющих с шириной рабочей зоны до 1200мм, на раме посадочные места под направляшки сделаны в упор на продольно-строгальном станке.... Так вот я на них и полиграфические клише делал и воск под ювелирку резал в зонах точности... Здесь на форуме у ряда людей есть эти станки, которые работают по много лет, в том числе и по цветмету в легких режимах....
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
Абсолем CNC:)
Отправлено 17 Июль 2016 - 10:15
Нет, металл, пусть и алюминий, - не пластмасса, со временем в Вашем случае "просесть" не может. Криво собран изначально - это может.направляющие "волной" просели от времени на алюминиевой станине оси Х, и именно в том месте, где в большинстве оставляли при неработе суппорт
Первый раз слышу. Суппорт упирают в подставку, если при выключении питания он опускается под действием силы тяжести по оси Z.на точных станках по металлу, суппорт по окончании работы не остаётся висеть, его упирают в подставку
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
Студент
Отправлено 17 Июль 2016 - 15:33
через меня проходило большое количество (несколько сотен) станков с алюминиевым порталом
всё же по Вашему мнению, это криво сделана сфера под направляющую,
и получится ли подкладками создать приемлемое положение направляющих ?
Криво собран изначально - это может.
изначально погрешностей не было,
круглые направляющие отфрезеровано на станине - сфера с радиусом направляющей,
нет конечно можно, если фрезеровать или на продольно-строгальном будет криво ходить инструмент.
Станки бывают, где регулировка направляющих выполняется подкладками разной толщины
Суппорт упирают в подставку, если при выключении питания он опускается под действием силы тяжести по оси Z.
у нас в ОКБ ИКИ был швейцарский прецензионный центр - вот на нём обязательно упирали суппорт, хотя он не опускался под силой тяжести
Абсолем CNC:)
Отправлено 17 Июль 2016 - 16:03
Все алюминиевые порталы, которые у меня стоят - экструзия. Никакой доводки фрезеровкой или строганием не наблюдается. На одних цилиндрическая канавка, на других - угол 90 градусов..
Будете подкладывать выравнивая Z - можете попасть на смещение по Y на конце фрезы.
Вы бы фото станка в подробностях выложили. Интересно дюже, что за чудо.
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
Абсолем CNC:)
Отправлено 17 Июль 2016 - 16:58
всё же по Вашему мнению, это криво сделана сфера под направляющую,через меня проходило большое количество (несколько сотен) станков с алюминиевым порталом
и получится ли подкладками создать приемлемое положение направляющих ?
Мнения у меня про ваш станок нет, ибо я его НЕ видел, а телепатией НЕ владею... На тех станках, где мне приходилось ковыряться подкладок НЕ надо, т.к. базовую направляющую укладывают в угловую канавку, а вторую направляющую выставляют по плоскости по каретке - так получают точную параллельность направляющих... Как у вас там сделано мне из НСК-а не видно...
Кстати у lkbyysq станок Х-6 сделан именно так...
Сообщение отредактировал 3D-BiG: 17 Июль 2016 - 17:01
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
0 пользователей, 2 гостей, 0 анонимных


Community Forum Software by IP.Board Русификация от IBResource
Лицензия зарегистрирована на: Мир CNC

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}