
Не усложняйте. Смотрите абсолютные координаты. Абсолютные. Крайний левый столбец.
У Вас проблема механическая. Не электроника, не программа, не постпроцессор, не CAM. Механическая.
Затруднительно локоть укусить, а линейку в конце концов на внутреннюю стенку портала приклеить на ленточку можно. А на каретку по Х флажок можно приклеить.

Для больших и малых размеров приходится выставлять разный коэффициен mm/pulse
Автор
ads
, 02 Июл 2016 19:33
масштаб настройка импульсов Несовпадение размеров
Сообщений в теме: 68
#21
 OFFLINE
OFFLINE
lkbyysq
-

- Cтарожил
-

- 10 148 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 04 Июль 2016 - 21:28
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#22
OFFLINE
ads
-
- Пользователи
-
- 25 сообщений
Студент
- Пол:Мужчина
-
Из:Кант
Отправлено 05 Июль 2016 - 16:10
Станислав,
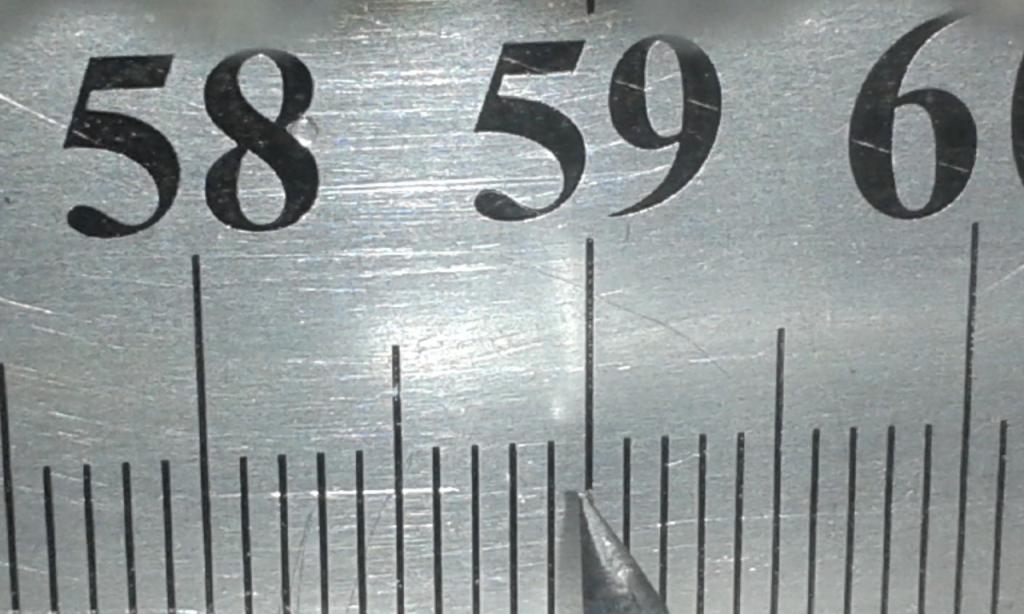
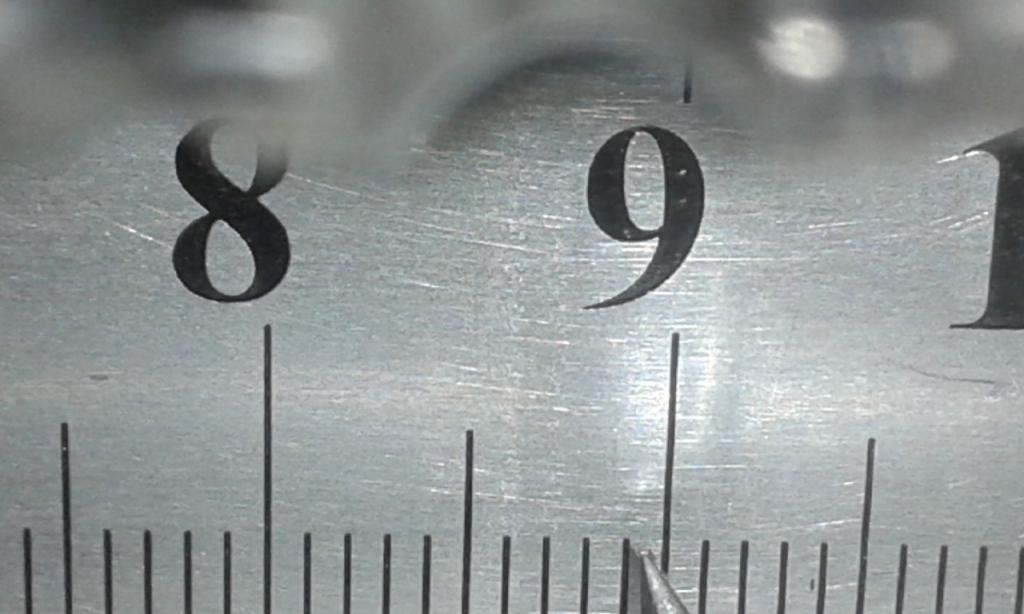
проверил линейкой, закрепил её, распёр внутри, даже приклеивать не нужно (фото приложил)
указатель - на винте, которая держит гайку винтовой пары
начал с 640 мм и на уменьшение, таблица
- первый столбец перемещение, значения на линейке, двигал справа, от центра влево по Х -50, -100, -150, и т.д.
- второй - отклонения от заданного перемещения ,
640 / 0 (фото)
590 / -0,2 / 589,8 ( переместился не на 50, а на 50,2 мм) (фото)
540 / -0,5
490 / 0
440 / -0,1 (фото)
390 / -0,1
340 / -0,5 (фото)
290 / -0,5
240 / -0,6
190 / -0,7 (фото)
140 / -0,8
90 / - 0,6 (фото)
что это значит ? шаг винта разный ? если не электроника
погрешность по линейке -- думаю не было, старался аккуратно двигать, чтобы не зацепить линейку
люфта на гайке не могу поймать никакими измерениями и перемещениями,
при перемещениях в 0.01 мм вправо-влево , я чётко вижу перемещение гравёра
есть некоторые промины на направляющих от шариков, но незначительные, столько погрешности точно давать не будут
да, вот ещё, при фрезеровке алюминия по заготовке прохожу 4 раза, отклонений нет при проходах.
теперь остаётся снять шаговый двигатель, и крутить вал винта по угловым градусам,
чтобы определить причину, нужно разделить задачу, в данном случае - электронику от механики
кстати разговаривал с токарем, рассказал про проблему, говорит у него сейчас для обдирки дали старый токарный,
так тоже лимб не совпадает с фактическими размерами, люфта тоже вроде нет
Прикрепленные изображения





Сообщение отредактировал ads: 05 Июль 2016 - 16:36
#23
OFFLINE
lkbyysq
-
- Cтарожил
-
- 10 148 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 05 Июль 2016 - 16:38
Это грустно. До сих пор я не слышал ни от кого о неравномерном шаге винта. Поверить в это трудно, поскольку при неравномерном шаге винта где-то гайку должно клинить, где-то люфтить.
Остается последний шаг для окончательного убеждения в этой грусти.
Перевернуть линейку задом наперед или взять другую линейку или рулетку. И сравнить показания с показаниями первой линейки. Линейки тоже могу врать.
Остается последний шаг для окончательного убеждения в этой грусти.
Перевернуть линейку задом наперед или взять другую линейку или рулетку. И сравнить показания с показаниями первой линейки. Линейки тоже могу врать.
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#24
OFFLINE
ads
-
- Пользователи
-
- 25 сообщений
Студент
- Пол:Мужчина
-
Из:Кант
Отправлено 05 Июль 2016 - 16:49
Станислав, согласен, должно клинить, люфтить, но незначительные отклонения по видимому на трёх шариках в гайке несущественны
перевернуть линейку попробую, сейчас сделаю таблицу погрешностей в начале стола, придётся пока так.
если это подтвердиться, (мы разрабатываем, делаем промышленную электронику и ПО на контроллеры и верхний уровень),
есть мысль сделать корректор погрешности между NcStudio и контроллером шаговиков, или
ВОПРОС
NCStudio работает ли с обратной связью от линейки перемещений, как это делается на серво ? или Mach 3
кстати ребята работают на станках, у одного
УП COMAGRAV G-code ( шаговики, NcStudio V.10) а у другого УП Fanuc (серво, NcStudio V.10)
Сообщение отредактировал ads: 05 Июль 2016 - 17:00
#25
OFFLINE
Roma
-

- Продвинутый
-
- 1 219 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Воронеж
Отправлено 05 Июль 2016 - 17:08
Можно ещё один опыт провести, чтоб дополнительно убедиться, что до винта всё в порядке.
Поставить метки на валу ШД и напротив, на его корпусе. Удобно это сделать с обратной стороны ШД. Даже если это ШД без двухстороннего вала, всё равно, доступ к валу с обратной стороны, обычно, открыт.
Обнулить в этом положении координату и шагать вручную кратно 5мм (шаг ШВП, судя по фото).
После каждого шага, метки должны совпадать. А если что не так, то такие погрешности, как в предыдущих опытах, хорошо будут заметны по меткам.
#26
OFFLINE
lkbyysq
-
- Cтарожил
-
- 10 148 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 05 Июль 2016 - 18:45
Только надо выставить красивые теоретические значения мм/импульс. 0.00625*200*4=5мм на оборот.
Сообщение отредактировал lkbyysq: 05 Июль 2016 - 18:45
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#27
OFFLINE
ads
-
- Пользователи
-
- 25 сообщений
Студент
- Пол:Мужчина
-
Из:Кант
Отправлено 05 Июль 2016 - 20:24
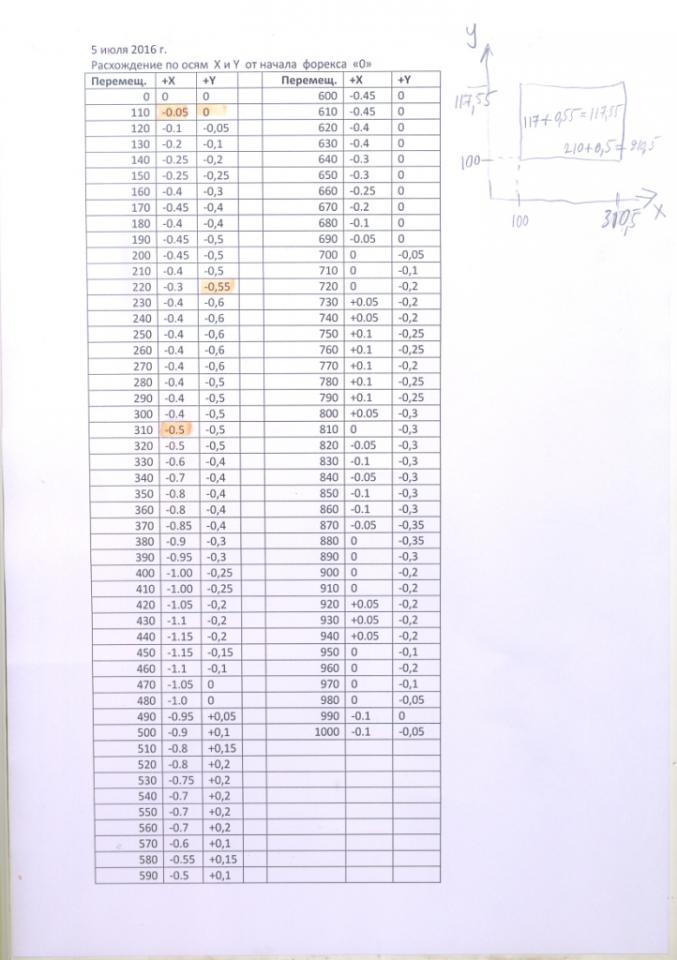
пока прошлись по X и Y
будем работать с коррекцией
Прикрепленные изображения
Сообщение отредактировал ads: 05 Июль 2016 - 20:25
#28
OFFLINE
T-Rex
-

- Cтарожил
-
- 3 989 сообщений
Реаниматор CNC
- Пол:Мужчина
-
Из:Йошкар-Ола
Отправлено 06 Июль 2016 - 12:24
NCStudio работает ли с обратной связью от линейки перемещений
Нет. "Closed loop position control" с обратной связью от линейки в ней не предусмотрен.
Кстати, и насчет Mach впервые слышу (DRO - это не "closed loop", не будем их путать). Мне казалось, что из этой группы софта с "закрытой петлей" умеет работать только LinuxCNC...
Но вообще говоря, новая ШВП класса С7 (или даже С5) обойдется таки дешевле, чем энкодер-линейка той же длины. Причем значительно дешевле.
#29
OFFLINE
ads
-
- Пользователи
-
- 25 сообщений
Студент
- Пол:Мужчина
-
Из:Кант
Отправлено 06 Июль 2016 - 16:37
T-Rex, спасибо понял, чтобы не заморачиваться, ШВП купить,
не подскажите, где лучше в Китае ?
#30
OFFLINE
lkbyysq
-
- Cтарожил
-
- 10 148 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 06 Июль 2016 - 17:10
Вы из Китая?
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#31
OFFLINE
courage
-

- Пользователи+
-
- 544 сообщений
Доктор CNC
- Пол:Мужчина
- Город:Новосибирск, Россия
-
Из:Новосибирск
Отправлено 06 Июль 2016 - 20:05
Я вот на основании измерений не смог понять проблема в винте или двигателе.
Можно вообще отцепить винт от двигателя, поставить метки и делать обороты, а проверять по линейке.
Встречался с проблемой, винт швп был нарезан с шагом 5.1, но и то с отклонениями, пришлось мерить спецлинейкой и тогда только выяснилось.
Если винт заказывать, то видимо с гайкой и с проточкой.
Заказывать можно и у наших поставщиков и в китае, только чертеж концов сделайте и все размеры снимите если надумали заказать.
Я вот пока убедительного доказательства что это механика не увидел.
Опыт прямопропорционален количеству испорченного оборудования.
Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm.
Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.
Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm.
Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.
#32
OFFLINE
lkbyysq
-
- Cтарожил
-
- 10 148 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 06 Июль 2016 - 23:54
Я вот пока убедительного доказательства что это механика не увидел.
Считаю, что электроника и электрика так не глючат. Однозначно.
Сообщение отредактировал lkbyysq: 06 Июль 2016 - 23:54
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#33
OFFLINE
vv92
-

- Cтарожил
-
- 9 413 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 07 Июль 2016 - 00:01
Ну почему я уверен, что посмотрев близко на проблему-она легко решится без всяких сложностей? Опыт?
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#34
OFFLINE
courage
-
- Пользователи+
-
- 544 сообщений
Доктор CNC
- Пол:Мужчина
- Город:Новосибирск, Россия
-
Из:Новосибирск
Отправлено 07 Июль 2016 - 11:42
Просто аналогичные проблемы решались по разному, например у одних товарищей был шлейф от станка до компьютера плоский вместо нормального кабеля. Во время работы хрен знает что у них там происходило, но периодически гнали размеры, заменили кабель - получили нормальный результат.
По моему мнению также электроника так не глючит, но и сразу винты менять не вариант )
Вопрос в том, есть ли разница при перемещении вдоль оси X и вдоль оси Y, что такие результаты получаются, или нет?
Ну почему я уверен, что посмотрев близко на проблему-она легко решится без всяких сложностей? Опыт?
Почему-то последнее время даже при близком рассмотрении такой проблемы она легко не решается.
Опыт прямопропорционален количеству испорченного оборудования.
Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm.
Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.
Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm.
Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.
#35
OFFLINE
lkbyysq
-
- Cтарожил
-
- 10 148 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 07 Июль 2016 - 14:13
Во время работы хрен знает что у них там происходило, но периодически гнали размеры, заменили кабель - получили нормальный результат.
Ключевое слово "периодически".
Гуры наконец-то разродились. Да. Сталкивался народ с такими ненормальными винтами.
Рекомендую разобрать/собрать за день проблемные оси дабы снять размеры и заказать в Даркстоне винты Хивин с обработкой концов и гайки к ним. Получите недели через две. Обратите внимание на посадку и крепежные отверстия гаек, именно от них следует плясать при выборе производителя ШВП.
В винты отдельно от гаек не верю.
Сообщение отредактировал lkbyysq: 07 Июль 2016 - 14:14
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#36
OFFLINE
courage
-
- Пользователи+
-
- 544 сообщений
Доктор CNC
- Пол:Мужчина
- Город:Новосибирск, Россия
-
Из:Новосибирск
Отправлено 08 Июль 2016 - 19:07
Я также не понял по поводу возврата в нулевую точку.
Как-бы есть такой момент, что если винты кривые, то после поворота на одинаковое количество импульсов в одну сторону и в противоположную шпиндель должен приехать туда же, откуда выехал.
Если в процессе перемещения размеры меняются, а в ноль он все-таки возвращается, то да, скорее всего механика.
Но вот если в ноль он не возвращается, тогда однозначно все списывать на винты никак не получится.
Может есть возможность видео снять как станок перемещается в ручном режиме на метр и обратно хотя бы?
Опыт прямопропорционален количеству испорченного оборудования.
Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm.
Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.
Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm.
Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.
#37
OFFLINE
lkbyysq
-
- Cтарожил
-
- 10 148 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 08 Июль 2016 - 19:39
при работе на всю длину и возврате потом в ноль - погрешности на нуле нет
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#38
OFFLINE
courage
-
- Пользователи+
-
- 544 сообщений
Доктор CNC
- Пол:Мужчина
- Город:Новосибирск, Россия
-
Из:Новосибирск
Отправлено 09 Июль 2016 - 09:30
тогда увы ) измерять рельсы индикатором, разбирать и проверять механику.
Опыт прямопропорционален количеству испорченного оборудования.
Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm.
Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.
Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm.
Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.
#39
OFFLINE
ads
-
- Пользователи
-
- 25 сообщений
Студент
- Пол:Мужчина
-
Из:Кант
Отправлено 15 Июль 2016 - 17:41
1. проверили шаг винта - шаг 10 мм без отклонений
2. сделали генератор на контроллере 5 кГц, скважность 1, количество импульсов управления на драйвер - 200 (за одно нажатие кнопки)
исходя из mm/pulse = 0.00625 * 200 = 1,25 мм перемещение от одного нажатия кнопки
видим пропуски в перемещениях
3. замерили напряжение на обмотки ШД - 48 вольт, частота 50 кГц, скважность 1
примечание. 50 кГц - предполагаем это большая частота для нашего двигателя с параметрами : 2,4mH 4 Ампера
4. замерили сопротивление обмоток - 0,4 Ohms, как и должно быть, индуктивность - 2,4 mH, как и должно быть
5. замерили ток на резисторе 1 Ом, включен последовательно с обмоткой - 2 Ампера (среднее значение по осциллографу)
замер при работе ШД по оси перемещение 1000 mm/min
6. установили ток на драйвере CW250 переключателями в положение "1 - 1 - 1" на ток 5 Ампер
ток по прежнему - 2 Ампера (среднее значение по осциллографу)
7. при изменении положения переключателя на драйвере CW250 от "0-0-0" - 1,5 Ампер до "1-1-1" - 5 Ампер никаких отклонений по частоте, току потребления не замечено.
8. Разобрали драйвер ШД CW250, управление ключами - м/сх IR2113, контроллер AT89C2051 в DIP корпусе - установлен на колодке
Предположительно, что положение переключателя - задатчика тока на драйвере - это изменение частоты ШИМ, однако такого не заметили.
пока наш вывод - из-за малого тока на ШД - пропуск шагов, причём именно в тех местах, где ШВП чуть-чуть труднее крутиться, но почему погрешность перемещений может быть как в + так и в -, это загадка, поэтому версия слабоватая
завтра попробуем найти и подоткнуть другой драйвер ШД
пробовали ставить комп с NCStudio c другого станка - результаты те же - отклонения в перемещениях в + и в -
NcStudio с платой PCI исключаются
кто может сказать, как увеличить ток на ШД с драйвера ? или как снизить частоту ШИМ - 50 кГц - многовато для обмоток 2,4 mH
исключается :
- повышение напряжения - оно 48 Вольт, не дергается
- заменить двигатель - его параметры соответствуют паспортным
предположительно, что в контроллере AT89C2051, установленном в драйвере ШД - должна быть регулировка переключателями тока ШД,
а такого нет, отсюда недостаточный ток двигателя, и пропуски шагов в некоторых местах, где чуть больше трения, НО
бывает и перемещение на большее значение - тогда это дополнительные шаги от инерции - двигатель с малым током - пропускает шаги на обгон от инерционности системы механики.
такое раньше встречалось на сервоприводах - качание по обратной связи, здесь его не может быть, нет ОС, поэтому обгон шагов ШД от инерции перемещений (особенно для микрошага - 1/8 от 1,8 градуса)
Вывод - увеличить ток двигателя.
как это сделать ? ? ?
где взять прошивку на драйвер ? (firmware stepper motor driver AT89C2051) 51-й камень, кварц 20 mHz
что-то похожее, то ли это? http://www.hobbyproj..._interface.html
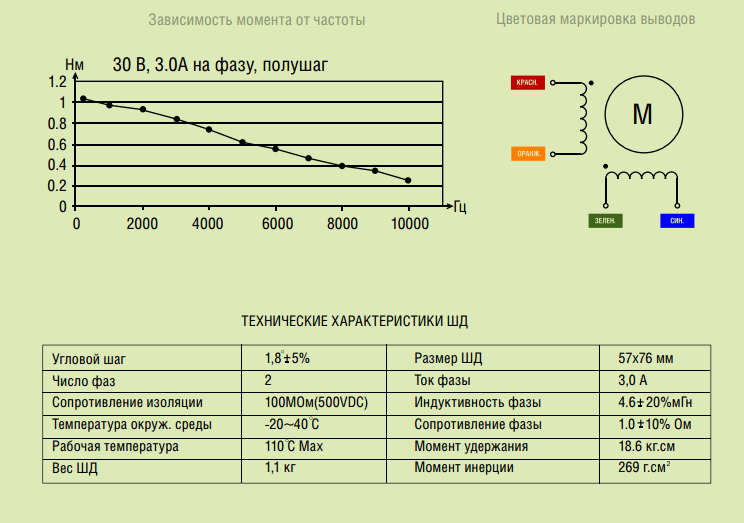
PS
зависимость момента от частоты для шаговых двигателей (не для этого двигателя, а вообще для примера)
Прикрепленные изображения
Сообщение отредактировал ads: 15 Июль 2016 - 18:33
#40
OFFLINE
mihams
-
- Опытный
-
- 1 367 сообщений
Гуру CNC
-
Из:Kovrov
Отправлено 15 Июль 2016 - 19:02
история )
сгорел у меня один привод Yako (не помню маркировку, давно было, но стоил он тогда около 25тр, у него переключатели режимов кругленькие в синем корпусе такие)
поставил CW8060.. по всем параметрам подходит
режем... получаем такой же эффект как и у вас...
провода менял... все протягивал... с бубном ходил...
причем в 0 выходит всегда чётко...
отремонтировал Yako (выходной транзистор один всего лишь сдох)
поставил... и все встало на свои места )))
я до сих пор не понял что это было... но мне если честно пофиг)
Темы с аналогичным тегами масштаб, настройка импульсов, Несовпадение размеров

Количество пользователей, читающих эту тему: 2
0 пользователей, 2 гостей, 0 анонимных


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}