
Подскажите как лучше справляться с такой проблемой: выбираю в массиве полость. При финише стенок, когда фреза подходит в угол с волокнами поперек движения - она туда мерзким образом залазит. Радиус угла 4 мм, фреза 3 мм.
Какую стратегию выбрать, чтобы избежать этой неприятности наименее гемморным образом? Пока в голову приходит лишь попытка поделить финишный контур на четыре части, и обходить их последовательно, так чтобы врезание в угол было всегда с поперечного расположения волокон на продольное. Но это как-то уж очень сложно и не понятно как сделать. Глубина выборки полости до 40 мм. Фреза в наличии концевая, 6 мм, 2LX648, шаг на финише 0,7 мм. Может быть надо на финише сделать шаг каким-нибудь очень маленьким, типа 0,1 и пару миллиметров шагать им? Но это как-то уж слишком медленно получится...

Зарезы на внутренних углах
Автор
igorzh
, 12 Июн 2016 22:56
искажение при резке скругляет углы дефекты на углах зарезы
Сообщений в теме: 16
#1
 OFFLINE
OFFLINE
igorzh
-
- Пользователи+
-

- 86 сообщений
Студент
-
Из:Санкт-Петербург
Отправлено 12 Июнь 2016 - 22:56
#2
OFFLINE
тот еще наладчик
-

- Пользователи+
-
- 683 сообщений
Доктор CNC
-
Из:екатеринбург
Отправлено 12 Июнь 2016 - 23:48
Какую стратегию выбрать, чтобы избежать этой неприятности наименее гемморным образом? Пока в голову приходит лишь
устранить люфты (телепатически по У заменить линейные подшипники круглых направляющих)
#3
OFFLINE
PatriKKey
-

- Cтарожил
-
- 914 сообщений
Доктор CNC
- Пол:Мужчина
- Город:Лабинск, КК
- Интересы:Холдем, преферанс (на деньги). Охота на копытных
-
Из:Лабинск
Отправлено 13 Июнь 2016 - 19:39
Фреза тонкая, при встречном фрезеровании ее затягивает
и она врезается в материал
на попутном этого не должно быть. И на последний проход оставляй 2-3 десятки
Сообщение отредактировал PatriKKey: 13 Июнь 2016 - 19:40
#4
OFFLINE
igorzh
-
- Пользователи+
-
- 86 сообщений
Студент
-
Из:Санкт-Петербург
Отправлено 14 Июнь 2016 - 02:33
Да, фреза тонкая и длинная... вроде пробовал и на попутном и на встречном. В общем, попробую действительно на финише снимать миллиметр по 3 десятки... Посмотрю чего получится.
#5
OFFLINE
PatriKKey
-
- Cтарожил
-
- 914 сообщений
Доктор CNC
- Пол:Мужчина
- Город:Лабинск, КК
- Интересы:Холдем, преферанс (на деньги). Охота на копытных
-
Из:Лабинск
Отправлено 14 Июнь 2016 - 12:06
миллиметр по 3 десятки
на всю глубину 2-3 десятки. Если на попутном та же фигня, станок из пластелина
#6
OFFLINE
lkbyysq
-

- Cтарожил
-
- 10 130 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 14 Июнь 2016 - 13:10
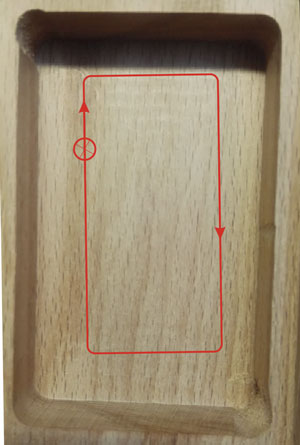
По мне, так направление обхода не соответствует дефектам.
Были ли бы стрелочки в обратную сторону нарисованы - люфты/отжим по обоим осям.
Если не секрет - фото станка бы.
Сообщение отредактировал lkbyysq: 14 Июнь 2016 - 13:30
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#7
OFFLINE
igorzh
-
- Пользователи+
-
- 86 сообщений
Студент
-
Из:Санкт-Петербург
Отправлено 15 Июнь 2016 - 00:20
Да почему не соответствует? Всё логично - идет вдоль волокон - все чисто, упирается в поперек - закусывает и углубляет. Переход с поперек на вдоль - опять всё нормально, не закусывает. На короткой фрезе ничего такого не наблюдалось, а тут понадобилось в глубину на 45 мм залезть - и вот такая кака.
#8
OFFLINE
oiv66
-

- Пользователи+
-
- 263 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:Новосибирск
-
Из:Сибири
Отправлено 15 Июнь 2016 - 07:09
врезание начинается на участке вдоль волокон, а не на поперечных.
#9
OFFLINE
По_Резчик
-
- Пользователи
-
- 3 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Харьков
Отправлено 10 Июль 2019 - 16:26
Здравствуйте ,есть проблема .При обработке ДСП в углах появляются запилы.Фрезы компрессионые ,скорость подачи для них 3-7м/мин,зависит от диаметра,подозреваю что это из-за инерции...как настроить плавный переход между сменой движения по траекториям,пишу в ArtCam.станок под NcStudio 5.5.60
Сообщение отредактировал Admin: 10 Июль 2019 - 18:07
Перенесено
#10
OFFLINE
Sagoth
-
- Пользователи+
-
- 127 сообщений
Бакалавр CNC
-
Из:Екатеринбург
Отправлено 10 Июль 2019 - 17:55
У вас проблема в механике. Ищите где люфтит
#11
OFFLINE
lkbyysq
-
- Cтарожил
-
- 10 130 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 10 Июль 2019 - 18:34
Или где гнётся.
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#12
OFFLINE
альфа стиль
-

- Опытный
-
- 895 сообщений
Доктор CNC
- Пол:Мужчина
-
Из:Челябинск
Отправлено 16 Июль 2019 - 09:35
Кроме вышеперечисленного, а это на мой взгляд основное: Если, предположим, Вы делаете ПАЗ цилиндрической фрезой, то вероятность того, что Вы эту же фрезу провернете в пазу (руками)без снятия боковой поверхности равна нулю.
Потому, что два зуба, и некая скорость перемещения. А в углу скорость нулевая, и фреза хорошо за собой подчищает.
И ускорение из угла (начальную скорость) может быть надо добавить.
Потому, что два зуба, и некая скорость перемещения. А в углу скорость нулевая, и фреза хорошо за собой подчищает.
И ускорение из угла (начальную скорость) может быть надо добавить.
Сообщение отредактировал альфа стиль: 16 Июль 2019 - 09:42
#13
OFFLINE
По_Резчик
-
- Пользователи
-
- 3 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Харьков
Отправлено 17 Июль 2019 - 13:26
Кроме вышеперечисленного, а это на мой взгляд основное: Если, предположим, Вы делаете ПАЗ цилиндрической фрезой, то вероятность того, что Вы эту же фрезу провернете в пазу (руками)без снятия боковой поверхности равна нулю.
Потому, что два зуба, и некая скорость перемещения. А в углу скорость нулевая, и фреза хорошо за собой подчищает.
И ускорение из угла (начальную скорость) может быть надо добавить.
вы имеете в виду,что нужно в НС сменить настройки?Если да,то где именно?
На данный момент проблема не решена,были перетянуты ремни на всех редукторах,внесены правки на переключателях драйверов(советы поставщика оборудования),кстати меняли в НС ускорение на переходах,но на уменьшение скорости.
Еще,на лицевой стороне запил менее виден нежели на тыльной.
Сообщение отредактировал По_Резчик: 17 Июль 2019 - 13:28
#14
OFFLINE
альфа стиль
-
- Опытный
-
- 895 сообщений
Доктор CNC
- Пол:Мужчина
-
Из:Челябинск
Отправлено 17 Июль 2019 - 13:56
Нет у меня 5версии. Не путайте скорость фрезерования F**** c начальной скоростью в настройках.вы имеете в виду,что нужно в НС сменить настройки?Если да,то где именно?
На данный момент проблема не решена,были перетянуты ремни на всех редукторах,внесены правки на переключателях драйверов(советы поставщика оборудования),кстати меняли в НС ускорение на переходах,но на уменьшение скорости.
Еще,на лицевой стороне запил менее виден нежели на тыльной.
Сообщение отредактировал альфа стиль: 17 Июль 2019 - 14:00
#15
OFFLINE
По_Резчик
-
- Пользователи
-
- 3 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Харьков
Отправлено 17 Июль 2019 - 14:52
Не путайте скорость фрезерования F**** c начальной скоростью в настройках
я понимаю,что это не одно и тоже,почему и спросил про настройки Ускорения
#16
OFFLINE
Обезьян31рус
-
- Пользователи
-
- 1 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Белгород
Отправлено 17 Октябрь 2024 - 12:24
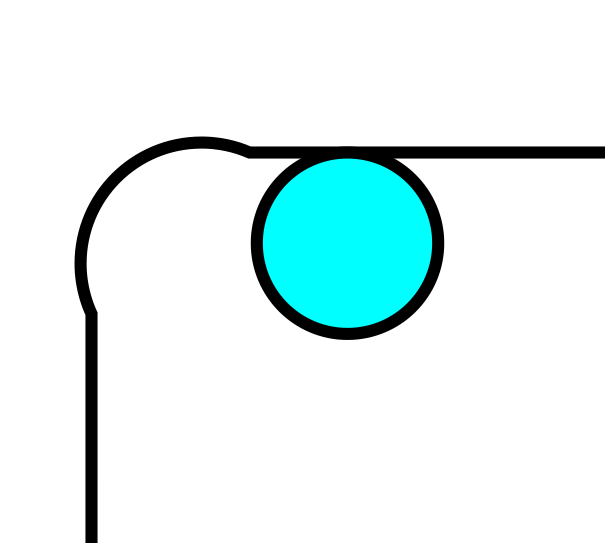
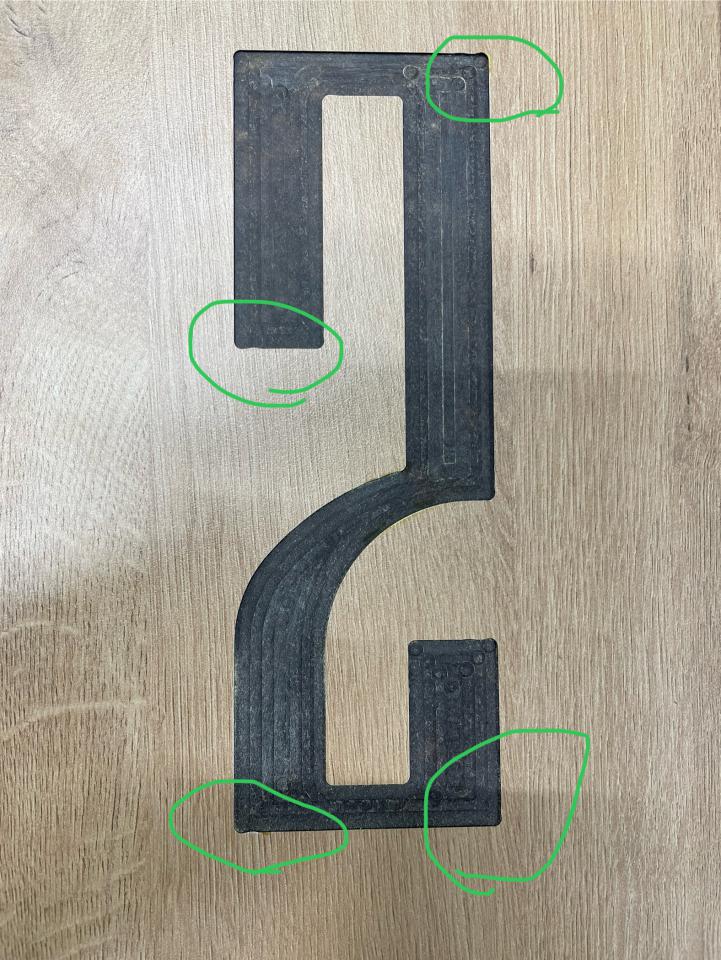
Доброе утро ,подскажите пожалуйста в чем причина такой резки?В автокаде линии ровные ,в арткаме тоже, началось это после смены и перенастройки сервопривода, но не на всех изделиях.Скругления после угла !!!!!
Прикрепленные изображения
#17
OFFLINE
lkbyysq
-
- Cтарожил
-
- 10 130 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 17 Октябрь 2024 - 21:05
Судя по всему обход против часовой. Если нет, напишите.
Перебегает на прямых.
Сделайте то же самое, только на скорости раз в пять меньшей. Посмотрите, столько же будет зарезать, или нет.
Перебегает на прямых.
Сделайте то же самое, только на скорости раз в пять меньшей. Посмотрите, столько же будет зарезать, или нет.
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
Темы с аналогичным тегами искажение при резке, скругляет углы, дефекты на углах, зарезы


Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}