
Хочу выбрать нормальные тиски для фрезеровки небольших деталей, какого усилия зажима должно хватить?
Например при фрезеровке деталюшки 30х30х10 из чернухи фрезой диаметром 10мм, 1500 об/мин, 80мм/мин, из всем известных чугунных китайских тисков с ходом 100м (для сверлильных работ) её благополучно вырывает, а при попытке затянуть посильнее - они просто на@#$ разломались 
Тонны к примеру достаточно будет? ( навскидку сомневаюсь) или нужно что-то помощнее?

Сообщений в теме: 22
#1
 OFFLINE
OFFLINE
TeddyIn
-
- Пользователи
-

- 17 сообщений
Студент
- Пол:Мужчина
- Город:Владивосток
Отправлено 02 Апрель 2010 - 05:07
#2
OFFLINE
Amigo
-
- Пользователи+
-
- 87 сообщений
Студент
-
Из:Муром
Отправлено 02 Апрель 2010 - 14:31
У Вас деталь вырывает не потому что усилия не хватает а потому что не паралельны стороны детали которые зажимаются губками тисков , сначало обработайте эти стороны что бы они были паралельны, потом зажимайте в тиски .
#3
OFFLINE
TeddyIn
-
- Пользователи
-
- 17 сообщений
Студент
- Пол:Мужчина
- Город:Владивосток
Отправлено 03 Апрель 2010 - 15:51
Совершенно верно, не параллельны, (как будто мысли прочитали ) хотел это написать, но думал что и в таком состоянии тискам нормально держать положено - ставишь любую деталь как угодно (кроме конечно тех, что совсем точечный контакт имеют) зажимаешь и не паришься. Ну чтож, если вы говорите, что это нормально, тогда действительно, придется поверхности выравнивать, спасибо.
) хотел это написать, но думал что и в таком состоянии тискам нормально держать положено - ставишь любую деталь как угодно (кроме конечно тех, что совсем точечный контакт имеют) зажимаешь и не паришься. Ну чтож, если вы говорите, что это нормально, тогда действительно, придется поверхности выравнивать, спасибо.
Сообщение отредактировал TeddyIn: 03 Апрель 2010 - 15:53
#4
OFFLINE
Amigo
-
- Пользователи+
-
- 87 сообщений
Студент
-
Из:Муром
Отправлено 04 Апрель 2010 - 16:48
Не за что , рад был помочь .Ну чтож, если вы говорите, что это нормально, тогда действительно, придется поверхности выравнивать, спасибо.
#5
OFFLINE
cascad
-

- Пользователи+
-
- 182 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:СПб
Отправлено 09 Май 2010 - 15:14
Не поможет. Вырывает из-за того, что тиски не жёсткие. Нужны лекальные тиски, а не слесарные.У Вас деталь вырывает не потому что усилия не хватает а потому что не паралельны стороны детали которые зажимаются губками тисков , сначало обработайте эти стороны что бы они были паралельны, потом зажимайте в тиски .
#6
OFFLINE
Amigo
-
- Пользователи+
-
- 87 сообщений
Студент
-
Из:Муром
Отправлено 23 Май 2010 - 00:39
Не поможет. Вырывает из-за того, что тиски не жёсткие. Нужны лекальные тиски, а не слесарные.
Не путайте людей ! Как раз из лекальных и будет сильней вырывать , так как там подвижная губка стоит жестко и не люфтит поэтому она не может чуть чуть повернутся что бы обжать непаралельные плоскости детали . А фрезерные тиски могут немного люфтить и тем самым подвижная губка при зажиме будет самоцентрироватся по непаралельной плоскости детали которую зажимают в тиски и деталь будет крепче зажата , уж поверте мне , за 15 лет работы я столько поназажимал что уже на этом собаку сьел . Но самый лучший способ это перед зажимом фрезеровать плоскости в паралель которые должны быть зажаты в тиски .
#7
OFFLINE
cascad
-
- Пользователи+
-
- 182 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:СПб
Отправлено 24 Май 2010 - 09:50
Полная ерунда. На всех фрезерных и шлифовальных станках используются именно лекальные тиски потому, что у них нет люфта и можно точно и жёстко зажать деталь. Даже при параллельности плоскостей детали, если она зажимается только в верней частью губок тисков, при нагрузке её вырвет именно из-за люфта, поскольку губки будут перекашиваться в зависимости от усилия зажима.Не путайте людей ! Как раз из лекальных и будет сильней вырывать , так как там подвижная губка стоит жестко и не люфтит поэтому она не может чуть чуть повернутся что бы обжать непаралельные плоскости детали . А фрезерные тиски могут немного люфтить и тем самым подвижная губка при зажиме будет самоцентрироватся по непаралельной плоскости детали которую зажимают в тиски и деталь будет крепче зажата , уж поверте мне , за 15 лет работы я столько поназажимал что уже на этом собаку сьел . Но самый лучший способ это перед зажимом фрезеровать плоскости в паралель которые должны быть зажаты в тиски .
#8
OFFLINE
Дед
-

- Опытный
-
- 349 сообщений
Мудрый научный сотрудник
- Пол:Мужчина
- Город:СССР, г. Саров, Нижегородская обл.
Отправлено 24 Май 2010 - 13:41
Прошу прощения, а какой материал Вы зажимаете?
Я например, когда зажимаю деревянную заготовку, то на губки тисков ( тиски с эксцентриком) приклеиваю грубую наждачную бумагу. За все время работ, у меня ни разу не вырвало заготовку.
Я например, когда зажимаю деревянную заготовку, то на губки тисков ( тиски с эксцентриком) приклеиваю грубую наждачную бумагу. За все время работ, у меня ни разу не вырвало заготовку.
#9
OFFLINE
vv92
-

- Cтарожил
-
- 9 412 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 24 Май 2010 - 13:52
Там сталь и силовая обработка.
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#10
OFFLINE
Amigo
-
- Пользователи+
-
- 87 сообщений
Студент
-
Из:Муром
Отправлено 24 Май 2010 - 18:54
Полная ерунда.
Ну что я скажу ... сколько людей столько и мнений . Лекальные тиски хороши только для точных деталей у которых все плоскости паралельны , вот такие детали , да , эти тиски будут держать лучше чем фрезерные . А для кривых деталей нужны только фрезерные тиски они будут держать сильнее за счет лучшего обжима непаралельных плоскостей детали . Так что давайте останемся каждый при своем мнении , а люди уж сами разберутся кто прав а кто нет .
#11
OFFLINE
valb
-

- Пользователи+
-
- 124 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:Пенза
-
Интересы:Телемотовелофото
радивамонтер -
Из:Пенза
Отправлено 26 Январь 2011 - 08:40
Хм... Вырывает из тисков поперек оси зажима. По оси зажима сильно тянуть и не нужно. Усилие в несколько тонн.сколько людей столько и мнений .
 Тиски сломать просто, особо после обеда.
Тиски сломать просто, особо после обеда. 
Лучше поставить ограничители в виде прижимов в торце заготовки. С обоих сторон. Можно через какие-то проставки.

В пьянстве замечен не был, но утром жадно пил холодную воду. (с)
#12
OFFLINE
Андрей Кулагин
-

- Опытный
-
- 1 115 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Ярославль
-
Интересы:По профессии я фрезеровщик - универсал 5 разряда
По образованию инженер- механик
Мое хобби ремонт станков ЧПУ -
Из:Ярославля(до Москвы 3,5 часа лету)
Отправлено 26 Январь 2011 - 10:19
Читаю и диву даюсь.... Китайские тиски и зажимать деталь - неприемлемо. Надо русские ручные и трубу к ним полметра или молоток.
Либо снимаем губки с тисков шлифуем в паре , потом болгаркой наносим параллельные надрезы на губках глубиной 0,5 - 0,7 мм и с шагом 1 мм(лучше на станке) потом подкалить (едениц эдак до 50), шлифанем еще десяточку и на место ставим.
Проделав эти нехитрые операции получаем вечные губки на вечных тисках
Либо снимаем губки с тисков шлифуем в паре , потом болгаркой наносим параллельные надрезы на губках глубиной 0,5 - 0,7 мм и с шагом 1 мм(лучше на станке) потом подкалить (едениц эдак до 50), шлифанем еще десяточку и на место ставим.
Проделав эти нехитрые операции получаем вечные губки на вечных тисках
Жизнь надо прожить так, чтобы Дьявол был доволен, а Бог особых претензий не имел.
Теперь я freelancer , кому что нужно - стучитесь в скайп ingener20092
Теперь я freelancer , кому что нужно - стучитесь в скайп ingener20092
#13
OFFLINE
SergMaloy
-
- Пользователи+
-
- 118 сообщений
Бакалавр CNC
- Пол:Мужчина
-
Из:Челябинск
Отправлено 19 Июль 2011 - 20:28
Пробежался в городе по магазинам - выбор не богат. Нашел пару каких-то, потрогал губки - сильно люфтят. Подумал нафиг надо. Сейчас прочитал тему, еще больше запутался.
В общем, какие недорогие тиски подходят для гравировально-фрезерных работ: печать там забацать или клише зажать для полировик?
Вот нашел в интернете Cтаночные тиски Optimum BMS Что скажите?
Или порекомендуйте свое.
В общем, какие недорогие тиски подходят для гравировально-фрезерных работ: печать там забацать или клише зажать для полировик?
Вот нашел в интернете Cтаночные тиски Optimum BMS Что скажите?
Или порекомендуйте свое.
#14
OFFLINE
Rionet
-
- Опытный
-
- 616 сообщений
Доктор CNC
- Пол:Мужчина
- Город:Волгоград
-
Из:Волгоград
Отправлено 19 Июль 2011 - 20:54
Я бы взял те у которых губки пошире и отверстие внутри побольше ) Для несиловой обработки усилие зажима не критично.
Почему про дырку говорю - тиски обычно прибавляют детали высоту, а на большинстве доступных чпу граверов с высотой обработки проблемы. Вот если деталь можно в отверстие в тисках вставить и в стол упереть то это гуд.
Из тех что по ссылке мне больше вторые нравятся у них задняя часть ровная и параллельна губке. Можно упереть в пару штифтов в столе и будет параллельность губки одной из осей.
Хотя еще лучше точно просверлить штифтовые отверстия в крепеже тисков и в столе и сажать тиски на эти штифты.
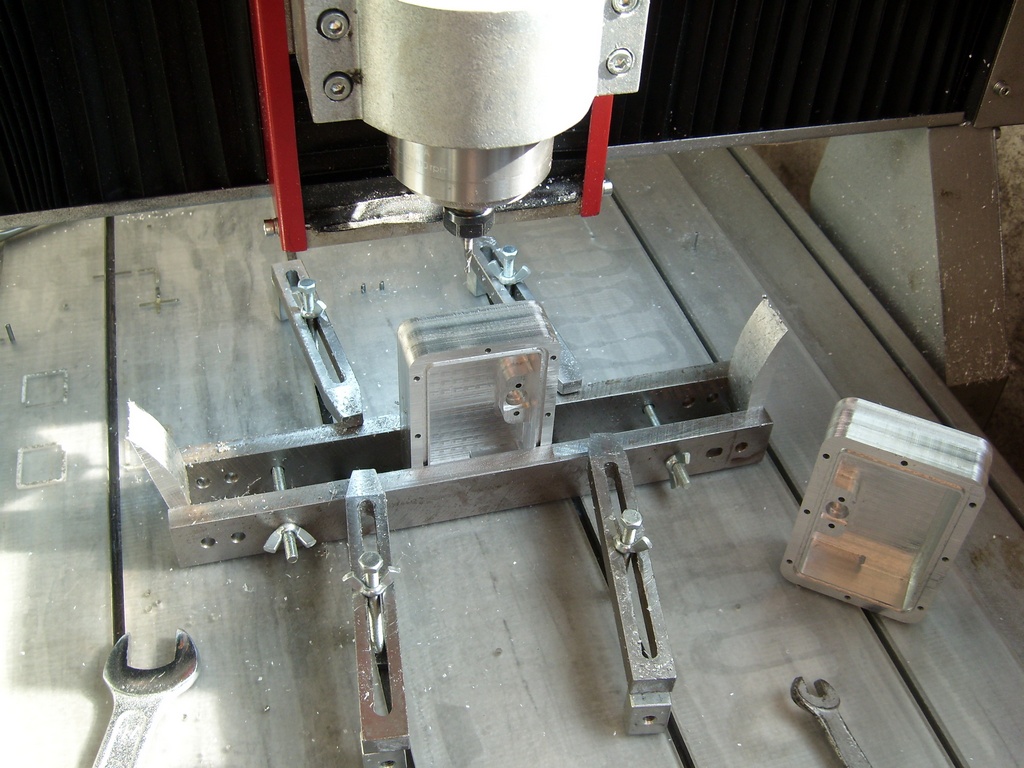
Еще можно обойтись вообще без тисков -.- фото.
Почему про дырку говорю - тиски обычно прибавляют детали высоту, а на большинстве доступных чпу граверов с высотой обработки проблемы. Вот если деталь можно в отверстие в тисках вставить и в стол упереть то это гуд.
Из тех что по ссылке мне больше вторые нравятся у них задняя часть ровная и параллельна губке. Можно упереть в пару штифтов в столе и будет параллельность губки одной из осей.
Хотя еще лучше точно просверлить штифтовые отверстия в крепеже тисков и в столе и сажать тиски на эти штифты.
Еще можно обойтись вообще без тисков -.- фото.
Прикрепленные изображения
#15
OFFLINE
cascad
-
- Пользователи+
-
- 182 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:СПб
Отправлено 20 Июль 2011 - 10:04
Для печатей правильнее использовать не тиски, а токарный патрон с обратными кулачками. Интересный вариант-жесткие тиски со штифтами сверху губок для крепления цилиндрических и тонколистовых заготовок. Типа как для ручной гравировки. Но в продаже таких не видел. Для клише тиски тоже не вариант, гораздо удобнее прижимами. Так что всё зависит от задачи.Пробежался в городе по магазинам - выбор не богат. Нашел пару каких-то, потрогал губки - сильно люфтят. Подумал нафиг надо. Сейчас прочитал тему, еще больше запутался.
В общем, какие недорогие тиски подходят для гравировально-фрезерных работ: печать там забацать или клише зажать для полировик?
Вот нашел в интернете Cтаночные тиски Optimum BMS Что скажите?
Или порекомендуйте свое.
#16
OFFLINE
SergMaloy
-
- Пользователи+
-
- 118 сообщений
Бакалавр CNC
- Пол:Мужчина
-
Из:Челябинск
Отправлено 20 Июль 2011 - 21:39
Бродя по инету нашел вот такой Зажим для крепления заготовок:

#17
OFFLINE
FREZARiUm
-

- Пользователи+
-
- 42 сообщений
Студент
- Пол:Мужчина
- Город:Москва
-
Из:Москвы
Отправлено 04 Сентябрь 2013 - 20:05
а есть ли в природе тиски с регулируемым углом зажима заготовки?
#18
OFFLINE
DEDAlex
-

- Cтарожил
-
- 3 574 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Северодонецк/Москва
- Интересы:Любознательный дилетант широкого профиля
-
Из:Украина/Московия
Отправлено 04 Сентябрь 2013 - 20:11
Есть. Называются: синусные. : https://www.google.r...iw=1104&bih=533
ДАВНО ЖИВУ-ПРИВЫК УЖЕ...
Самый хороший учитель в жизни — опыт. Берет, правда, дорого, но объясняет доходчиво.
Ничто так не украшает человека, как дружба с собственной головой.
Работать надо не 12 часов, а головой. © Стив Джобс
Только тогда, когда ваши мечты будут сильнее ваших страхов — они начнут сбываться.
Любая достаточно развитая технология неотличима от волшебства (с) Артур Кларк
Самый хороший учитель в жизни — опыт. Берет, правда, дорого, но объясняет доходчиво.
Ничто так не украшает человека, как дружба с собственной головой.
Работать надо не 12 часов, а головой. © Стив Джобс
Только тогда, когда ваши мечты будут сильнее ваших страхов — они начнут сбываться.
Любая достаточно развитая технология неотличима от волшебства (с) Артур Кларк
#19
OFFLINE
torvn77
-

- Заблокированные
-
- 2 151 сообщений
Пользователь LinuxCNC
- Пол:Мужчина
-
Из:Санкт-Петербурга
Отправлено 04 Сентябрь 2013 - 20:57

Если тиски такого типа люфтят то я поступаю так:боком пальцев или ладонью прижимаю зажимаемое,
при этом этой же рукою оттягиваю подвижную часть наверх,а другой рукой кручу винт.
Извращение конечно,но что поделаешь.
Сообщение отредактировал torvn77: 04 Сентябрь 2013 - 20:58
Я по мнению сообщества безграмотен,могу дать вредные или ошибочные советы.
Используйте их после обдумывания и на свой страх и риск.
У меня не всегда выходит понять вопрос,если это случилось то пожалуйста напишите мне об этом в личку.Ответ то я может и знаю,но пишу не то и не о том...
Используйте их после обдумывания и на свой страх и риск.
У меня не всегда выходит понять вопрос,если это случилось то пожалуйста напишите мне об этом в личку.Ответ то я может и знаю,но пишу не то и не о том...
#20
OFFLINE
FREZARiUm
-
- Пользователи+
-
- 42 сообщений
Студент
- Пол:Мужчина
- Город:Москва
-
Из:Москвы
Отправлено 04 Сентябрь 2013 - 22:49
Спасибо, не раз лаконичными и короткими ответами Вы помогаетеЕсть. Называются: синусные. : https://www.google.r...iw=1104&bih=533
Темы с аналогичным тегами тиски
Фрезерно-гравировальное оборудование →
Установка и настройка →
Установка тисков на фрезерАвтор Harh , 24 Окт 2021 |
|
|
||
Фрезерно-гравировальное оборудование →
Модернизация →
Двусторонние тиски для центровки круглых деталейАвтор Venos , 06 Авг 2013 |
|
|
||
Фрезерно-гравировальное оборудование →
Расходные материалы, запчасти и вспомогательные компоненты →
Вспомогательные компоненты →
Зарезал губки китайских нонейм тисков. где бы купить новые?Автор 713 , 19 Дек 2012 |
|
|
Количество пользователей, читающих эту тему: 0
0 пользователей, 0 гостей, 0 анонимных

