Большой respect за быстрые и точные ответы этому форуму!



Студент

Отправлено 26 Февраль 2010 - 11:57
Магистр CNC

Отправлено 26 Февраль 2010 - 17:35
Вадим, а подробнее можно? Т.е. AXYZ тоже понимает инструменты, и при желании можно составить УП через родное ПО с исп. разных инструментов. И первая операция так и происходит ("... и останавливает шпиндель"). Далее встает на паузу и пишет на пульте "Ченч инструмент". А когда сделаешь смену и нажимаешь "продолжить" СРАЗУ начинается выполнение второго куска УП (типа инструмент УЖЕ калиброван). Что необходимо прописать, чтобы можно было выполнить калибровку?... например хоть у нас на производстве на M-6 и нет автомата смены инструмента, но станок понимает до 99 инструментов (T1 - T99), то для этого станка прописал при смене инструмента следующие действия:
- по завершении работы предыдущим инструментом станок поднимает шпиндель на высоту безопасности над точкой относительного дома и останвливает шпиндель;
- ставит паузу и дает "алярм" - орет дурнинушкой подзывая оператора, после чего оператор заменяет фрезу и нажимает продолжить (чтение кадров);
- после нажатия продолжить происходит калибровка на датчике изменение длины и вносится эта поправка по Z;
- включается шпиндель и ждется, когда шпиндель раскрутится, после чего начинается обработка...
Сообщение отредактировал 369852: 26 Февраль 2010 - 17:36
Доктор CNC

Отправлено 26 Февраль 2010 - 17:52
Везде повсюду ориентиры, а мы в свой сломанный компас
Абсолем CNC:)

Отправлено 26 Февраль 2010 - 23:06
Сообщение отредактировал 3D-BiG: 26 Февраль 2010 - 23:07
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
Магистр CNC
Отправлено 26 Февраль 2010 - 23:27
Абсолем CNC:)
Отправлено 27 Февраль 2010 - 00:19
Сообщение отредактировал 3D-BiG: 27 Февраль 2010 - 00:21
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
Студент
Отправлено 12 Март 2010 - 11:50
Студент
Отправлено 12 Март 2010 - 12:15
Студент
Отправлено 12 Март 2010 - 16:24
Доктор CNC
Отправлено 12 Март 2010 - 16:35
Доброе утро много уважаемые форумчане!
Утро это конечно же к большому моему сожелению уже второй день как не доброеА все это потому что станок портится.Мы сразу же сообщили об этом в китай, а они помогают не охотно мягко говоря.
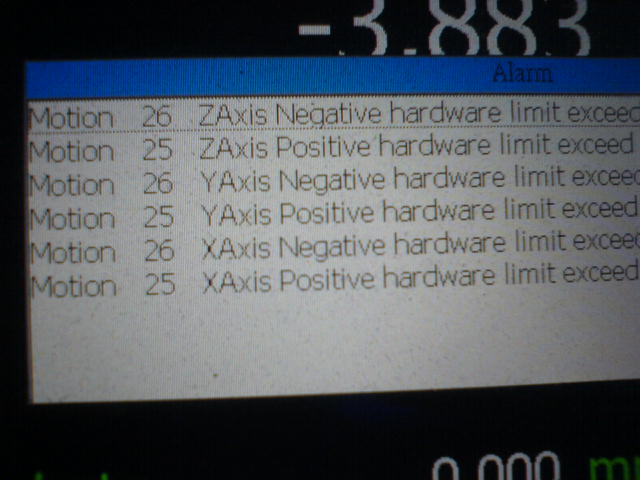
Проблема вот вчем:проблемы началис с того что он начал во время включения станка выводить на табло ощибку "z axys negative hardware limit exceed" и "z axys positive hardware limit exceed" далее идут все осталные оси на которых он пишет тоже самое "x.y.c-axys negative hardware limit exceed" и "x.y.c-axys positive hardware limit exceed",кроме этого еще с,у- ахус loss pulse и еще один раз было написано такое что: c-must rehome,y-cant move.
как я сказал ранее с китайом пыталис связатся но от производителя толку мало было! Вот и поетому опят все надежды на вас дорогие вы нашы!
А вот и фотка одной из проблем!
Сообщение отредактировал Евгений(К): 12 Март 2010 - 16:38
Везде повсюду ориентиры, а мы в свой сломанный компас
Студент
Отправлено 12 Март 2010 - 17:08
Эта ошибка вылезает как толька мы его включаем! и к тому же когда он включается оси по у и с начинают слегка трестись как будто между шестернами и рельсами что то осталось! и после этого выходить эта ошибка.а может такое что на правильно размеры рабочих зон задали?
Студент
Отправлено 12 Март 2010 - 17:47
Студент
Отправлено 12 Март 2010 - 18:11
Про файл который в мне послали! перебробоваль все форматы которые нашол.пишеть что формать неизвестный, точно такуюже ошибку выдает когда скачаль мануал из сайта производителя.Вы случайно не оттуда это скачали?Файл в формате rar, обычный архив) или про какой файл идет речь? который в архиве?
После того как ошибка выходить (то ест после включения станка который сопровождается трескем) он уже не реагирует не на какие команды!И еще вопрос, после того как вы включили станок вы его домой сгоняли?
Доктор CNC
Отправлено 12 Март 2010 - 19:10
Сообщение отредактировал Евгений(К): 12 Март 2010 - 19:13
Везде повсюду ориентиры, а мы в свой сломанный компас
Студент
Отправлено 12 Март 2010 - 19:42
Честно говоря я незнаю где эти заводские сохранения!попробуйте на заводские сохранения настройки переключить..есть такое у вас?
Как его выставить?такое ощущение что вы не выставили пульс эквивалент
У нас серво!у вас какой станок с серво или шаговыми?
Стойка!-если не ошибаюс!или стойка...с чего управляете
Нет! после включения станок не на что не реагирует!есть обратная связь на оргоны управления(периферию)отслеживает перемещение?
Студент
Отправлено 13 Март 2010 - 12:43
Доктор CNC
Отправлено 13 Март 2010 - 13:21
(z axys negative hardware limit exceed)…z ось ординат превышает отрицательный предел аппаратных возможностей!Доброе утро много уважаемые форумчане!
Утро это конечно же к большому моему сожелению уже второй день как не доброеА все это потому что станок портится.Мы сразу же сообщили об этом в китай, а они помогают не охотно мягко говоря.
Проблема вот вчем:проблемы началис с того что он начал во время включения станка выводить на табло ощибку "z axys negative hardware limit exceed" и "z axys positive hardware limit exceed" далее идут все осталные оси на которых он пишет тоже самое "x.y.c-axys negative hardware limit exceed" и "x.y.c-axys positive hardware limit exceed",кроме этого еще с,у- ахус loss pulse и еще один раз было написано такое что: c-must rehome,y-cant move.
как я сказал ранее с китайом пыталис связатся но от производителя толку мало было! Вот и поетому опят все надежды на вас дорогие вы нашы!
А вот и фотка одной из проблем!
Сообщение отредактировал Евгений(К): 13 Март 2010 - 13:26
Везде повсюду ориентиры, а мы в свой сломанный компас
Студент
Отправлено 13 Март 2010 - 13:41
Басяцкая Панда

Отправлено 13 Март 2010 - 13:42
לפרות ולרבות
Студент
Отправлено 13 Март 2010 - 14:19
0 пользователей, 1 гостей, 0 анонимных


Community Forum Software by IP.Board Русификация от IBResource
Лицензия зарегистрирована на: Мир CNC