Dryundel, а как именно она компенсирует угловую скорость?  ))
))
Вы хотите сказать, что при обработке, когда большая часть обрабатывается не проходами вдоль заготовки, а поперёк (происходит вращение заготовки вперед и назад) у поворотки другая скорость вращения?
Просто технологически странно при трёхкоординатной обработке, где одна из координат - это ось вращения, пытаться использовать компенсацию угловой скорости.
Если вы производите обработку растром вдоль длинной стороны заготовки, то повороты на угол будут небольшими, соответственно я не вижу смысла при такой обработке делать упор на угловую скорость.
Если поперек (большая часть обработки идёт вращением, то вторая ось будет у вас подшагивать понемногу).
Единственный практический вариант - когда вы делаете обработку например растром под 45 градусов.
Вы действительно делаете так?
Теперь касаемо задачи - хочу для себя прояснить несколько моментов.
1)Каким образом вы поняли, что используется "корректная компенсация угловых скоростей в соответствии с радианными изменениями".
То есть в сравнении с постпроцессором и коэффициентом mm/pulse позволяющим делать полный оборот за 360 в варианте когда ставится галочка "Y revolving axis" присутствует отличие в обработке напрямую влияющее на качество и скорость? Меня этот вопрос очень сильно интересует, потому что 95% станков с поворотками которые я запускал работают или с использованем Powermill, или Artcam + постпроцессор где ось А в градусах. Скорость вращения оси относительно оси линейной также регулируется если нужно через коэффициент в постпроцессоре, но производители не копали так далеко как вы, поэтому и спросил.
Напротив, при использовании встроенного алгоритма Ncstudio появлялись проблемы обработки, в виде срабатывающих ограничений и прочего.
Кроме того включается и компенсатор угловых скоростей в зависящий от того же "Радиуса заготовки" (проверено на практике).
Как именно было проверено? В чем отличие от постпроцессора работающего в градусах?
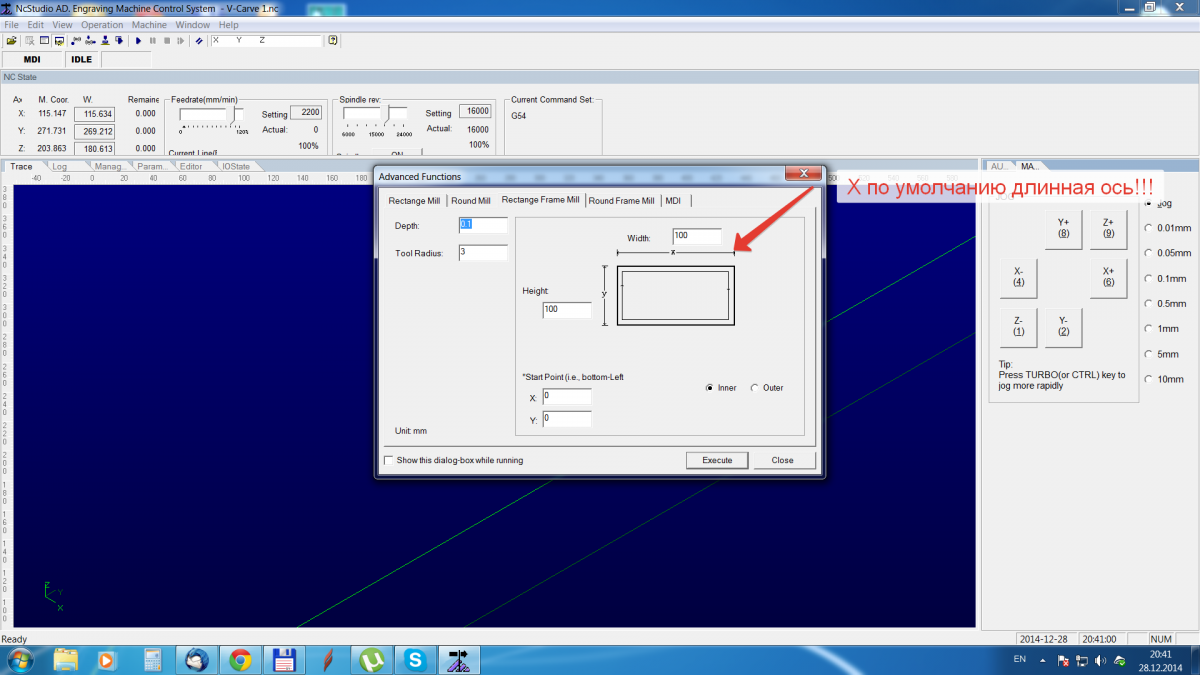
2)Вы хотите изменить ось с Y на Х, чтобы поставленная галочка преобразовывала в радианы координаты Y (для случая поворотки стоящей вдоль оси Х)?
Если так - то какая точно у вас версия Ncstudio? Это нигде не указано в этой теме.
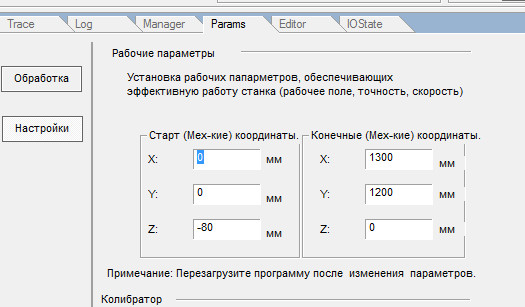
Просто по факту если вы используете постпроцессор работающий с поворотной осью в градусах и делаете развертку на 360 вам приходится изменять только коэффициент и не заморачиваться по поводу радиуса заготовки, а если вы используете галочку в Ncstudio то и галочку ставить и радиус вписывать. Было такое, что забывали вписать радиус и получали "чудесный результат".
Опыт прямопропорционален количеству испорченного оборудования.
Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm.
Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.