


Многие, кто устанавливал на станок 4-ю ось, сталкивались проблемой поиска подходящего постпроцессора, боролись с компенсацией скорости обработки при различном диаметре обрабатываемой детали ну и т.д.
*
Не так давно я так же решил установить данный девайс, благо что станок брал с ним в комлекте. (Руки не доходили отстроить китайские неточности: биение шпинделя, не паралельность направляющих, несоосность пиноли задней бабки ну и т.п.).
Вот наконец все готово, казалось осталось поставить и запустить.
НО! (опять это "НО!" мать его... ) Тут то и начались танцы с бубном.
Разобрался с настройками, подобрал постпроцессор, прочитал кучу инфы на форумах по рекомендациям обработки, пообщался со счастливыми обладателями подобного оборудования. Но что то не сходилось у всех (многих) возникали какие то сложности. Хотя NcStudio весьма умная софтина и по моему представлению такого быть не должно.
И полез я дальше. Ушла неделя на полное понимание проблемы. ДОКОПАЛСЯ!
А теперь суть проблемы.
(формулирую все то, что не совсем понятно новичкам)
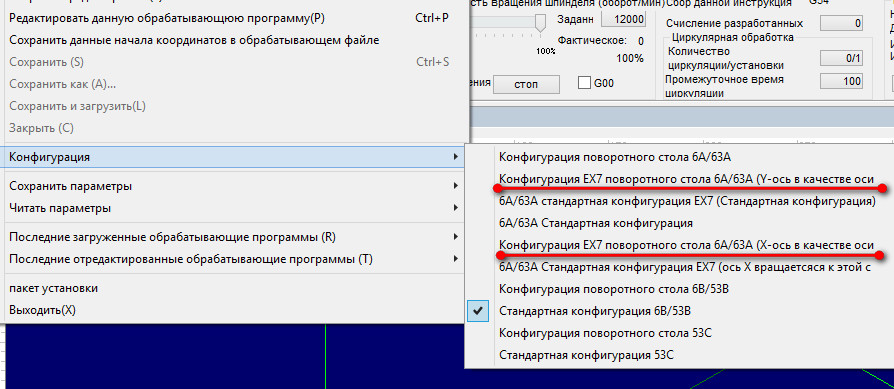
Подавляющее большинство китайских трех-осевых+поворотка станков да и самоделок сделано по схеме переключения оси X на поворотку. То есть ось вращения вдоль оси Y.
В NcStudio есть переключатель "Y axis is a revolving axis." - "Y ось вращения" типа сделать Y осью вращения, так трактуют этот параметр инстркуции. В понимании любого инженера, ось вращения это та ось вокруг которой все и вертится.

На самом деле все с точностью до наоборот. Издержки неточностей технического перевода. А означает сиё (в данной программе) - "Сделать Y вращающейся осью". Чувствуете разницу. Вот и я сразу не просек.
В результате, при включении "Y axis is a revolving axis", программно получаем подмену координаты Y а осью вращения (в техническом понимании) становится ось X.
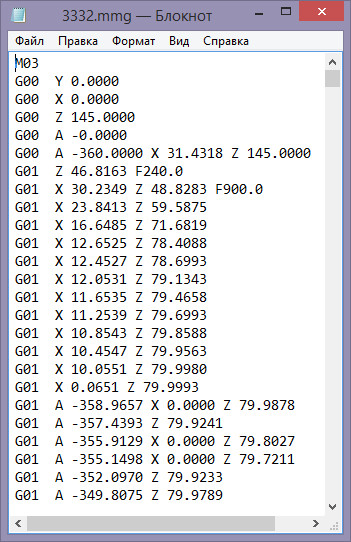
Вот как оно выглядит на практике:
При влюченном "Y axis is a revolving axis." - "Y ось вращения"
Параметр Enable_Revolving_Axis становится true
Параметры Linear_Axis_Pulse_Factor (X,Y,Z) вроде бы остаются те же
Но в дело включается енкодер
В параметр Encoder_Factor вносится коректировка X и Z остаются по умолчанию а вот Y принимает измененное значение.
В случае когда измерение угловое - Y берется прямо из параметра Revolving_Axis_Pulse_Factor,
если же измерение в миллиметрах то значение пересчитывается еще и с учетом "Радиуса заготовки".
Кроме того включается и компенсатор угловых скоростей в зависящий от того же "Радиуса заготовки" (проверено на практике).
ВСЕ КРУТО!
Остается всего навсего залезть в станок и путем не хитрых минимальных переделок сделать переключающейся ось Y.
После чего развернуть вращалку на 90о. (поперек станка) и получить почти полноценную токарнофрезерную установку.
"Сказано - сделано, прошлому - бой...." . Все просто, хватаем гаечный ключ и ....
Опять это "НО!" Все то же "НО!" с которого я начал.
ВРАЩАЛКА ПОПЕРЕК В ПОРТАЛ НЕ ЛЕЗЕТ! (МАТЬ! МАТЬ! МАТЬ! - придется урезать!)
В связи со всем вышесказанным, мой вопрос ко всем Гуру NcStudio:
Неужели до сих пор не найдено решения как сделать так, чтобы в параметре Encoder_Factor подменялся не Y а X ?
Ну и соответственно все компенсации угловых скоростей и т.п. действовали бы на координату X.
Ведь если осуществить данную функцию, то не придется писать хитромудрых постпроцессоров, регулировать скорость подачи вручную, а все будет корректно работать само.
Сообщение отредактировал Dryundel: 27 Декабрь 2014 - 18:04












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}